一种连线剥单机
文献发布时间:2023-06-19 11:13:06
技术领域
本发明涉及自动化生产线设备,尤其是一种连线剥单机。
背景技术
剥单机是在摄像头生产中将摄像头FPC从钢片上自动剥离,并通过CCD视觉获取坐标数据自动吸附产品至治具载板上的装置,在现有的剥单机中机械化程度不高,生产效率低下,各部件结构设计不合理,不能充分利用各部件来进行生产,造成了资源浪费,而且剥单环境的清洁度不高,在生产中会影响到产品的质量。
发明内容
针对现有的不足,本发明提供一种连线剥单机。
本发明解决其技术问题所采用的技术方案是:一种连线剥单机,包括工作台,所述工作台上设置有钢片上料机构、钢片输送机构、产品搬运机构、载板上料机构、载板输送机构、不良品收料机构、产品存放机构;
所述钢片上料机构包括固定设置在工作台上表面一侧的钢片上料滑轨、滑设在钢片上料滑轨上的钢片上料滑块、固定在钢片上料滑块的顶部并与钢片上料滑块的上表面相垂直的钢片上料支架、上下滑动滑设在钢片上料支架上的钢片夹持组件;
所述钢片输送机构设置在对应于钢片上料滑轨的尾部并与钢片上料滑轨滑动方向相垂直的位置,所述钢片输送机构包括在工作台上相间隔并列设置的带有除尘组件的两个钢片输送组件;
所述产品搬运机构架设在钢片输送组件的上方,且产品搬运机构中产品搬运的方向与钢片输送组件中的钢片输送方向相垂直,所述产品搬运机构还设置有处于钢片输送组件正上方的工业相机;
所述载板上料机构在对应于钢片上料滑轨的头部的位置设置;
所述载板输送机构对应设置在与载板上料机构相邻的位置,所述载板输送机构包括并列设置的两个与钢片输送组件相平行的载板输送组件;
所述不良品收料机构平行间隔设置在载板输送组件的远离钢片输送组件的一侧;
所述产品存放机构设置在载板输送组件的尾端并与钢片上料滑轨相平行。
作为优选,每个所述钢片输送组件均包括能与钢片夹持组件对接的安装在工作台上的输送钢片的输送通道、设置在输送通道内并处于输送通道中部的剥单机构、安装在工作台上位于输送通道下方的与剥单机构相配合将产品和胶纸剥离的收膜组件,所述除尘组件设置在输送通道的侧壁。
作为优选,所述除尘组件包括设置在输送通道在前端和对应于剥单机构的尾端处的离子风棒、设置在每个输送通道两侧的与剥单机构所处位置相对应的除尘装置,所述输送通道的前端设置有能沿输送通道滑动的夹爪,所述输送通道内还设置有钢片压轮。
作为优选,所述产品搬运机构包括设置在工作台上架设在钢片输送组件上方的并在水平方向上垂直于钢片输送组件输送方向的产品搬运滑轨、滑设在产品搬运滑轨上的两个能同步上下滑动的并能真空吸附的吸取组件,所述吸取组件包括吸嘴、滑设在产品搬运滑轨上的滑动组件,所述滑动组件的底端设置有防护罩,所述吸嘴固定连接在滑动组件上并从防护罩穿出,所述产品搬运滑轨上固定设置有相机支架,所述工业相机安装在相机支架上。
作为优选,所述产品搬运滑轨设置在一高度高于钢片输送组件所处的高度并在水平方向上与钢片输送组件的输送方向相垂直的安装架上,所述安装架固定安装在工作台上;所述滑动组件包括滑设在产品搬运滑轨上的第一滑块、固定设置在第一滑块顶部的第一电机、与第一电机传动连接的垂直于产品搬运滑轨方向前后移动的第二滑块、与第二滑块固定连接的第二电机、与第二电机传动连接的两个凸轮随动器、与两个凸轮随动器对应传动连接的两个相平行间隔设置在第二滑块上并能上下移动的第三滑块、对应上下移动滑设在两个第三滑块上的两个第四滑块、对应固定连接在两个第四滑块上的两个旋转电机;所述防护罩成桶形结构并连接在第二滑块的底端,所述第三滑块、第四滑块、旋转电机均设于防护罩内,所述吸嘴设置有两个并对应与两个旋转电机相连接,所述吸嘴从防护罩的底部穿出;所述第二电机的输出轴上固定连接有传动件,两个所述凸轮随动器的螺栓对应固定连接在传动件的左右两边,每个所述第三滑块的上部均设置有条形孔,所述凸轮随动器的滚轮安装在条形孔中。
作为优选,所述第三滑块上设置有竖直方向的第三滑块滑轨,所述第四滑块滑设在第三滑块滑轨上,所述第三滑块还设置有处于第三滑块滑轨顶端上方的挡块,所述挡块通过一螺栓与第四滑块相连接,所述螺栓上套设有两端对应抵压在挡块底面和第四滑块顶端的压缩弹簧。
作为优选,所述载板上料机构包括设置在工作台上的升降支架和L型的搬运支架、两个沿竖直方向相平行固定设置在升降支架上的直线轴承、套设在直线轴承内的滑杆、固定设置在滑杆顶部的用于承载物料的上料载料板、设置在升降支架上驱动滑杆升降的升降驱动电机、所述搬运支架上滑设有载板吸取装置。
作为优选,所述载板输送组件包括设置在工作台上的载板输送通道、滑设在载板输送通道内的输送载料板。
作为优选,所述不良品收料机构包括平行间隔设置在载板输送组件的远离钢片输送组件的一侧不良品输送轨道、滑设在不良品输送轨道上的不良品输送板、设置在不良品输送轨道尾端的能升降的不良品存储平台。
作为优选,所述产品存放机构包括设置在载板输送组件的尾端并与钢片上料滑轨相平行的载板流入滑轨、对应载板流入滑轨一端设置的收料平台、滑设在载板流入轨道上的抓取装置、设置在抓取装置上的与流水线对接的对接轨道,所述收料平台上设置有储料装置。
本发明的有益效果在于:该发明结构更紧凑,各机构的布局合理,能充分协调各机构的运转,避免输送不及时而造成的某些机构的等待,简化了机构的设置,对各机构的利用效率更高,而且剥单环境通过除尘组件能予以有效的净化,避免了灰尘对产品质量的影响,同时钢片和载板的输送均采用双轨进行,有效的提高了剥单效率,更方便快捷。
附图说明
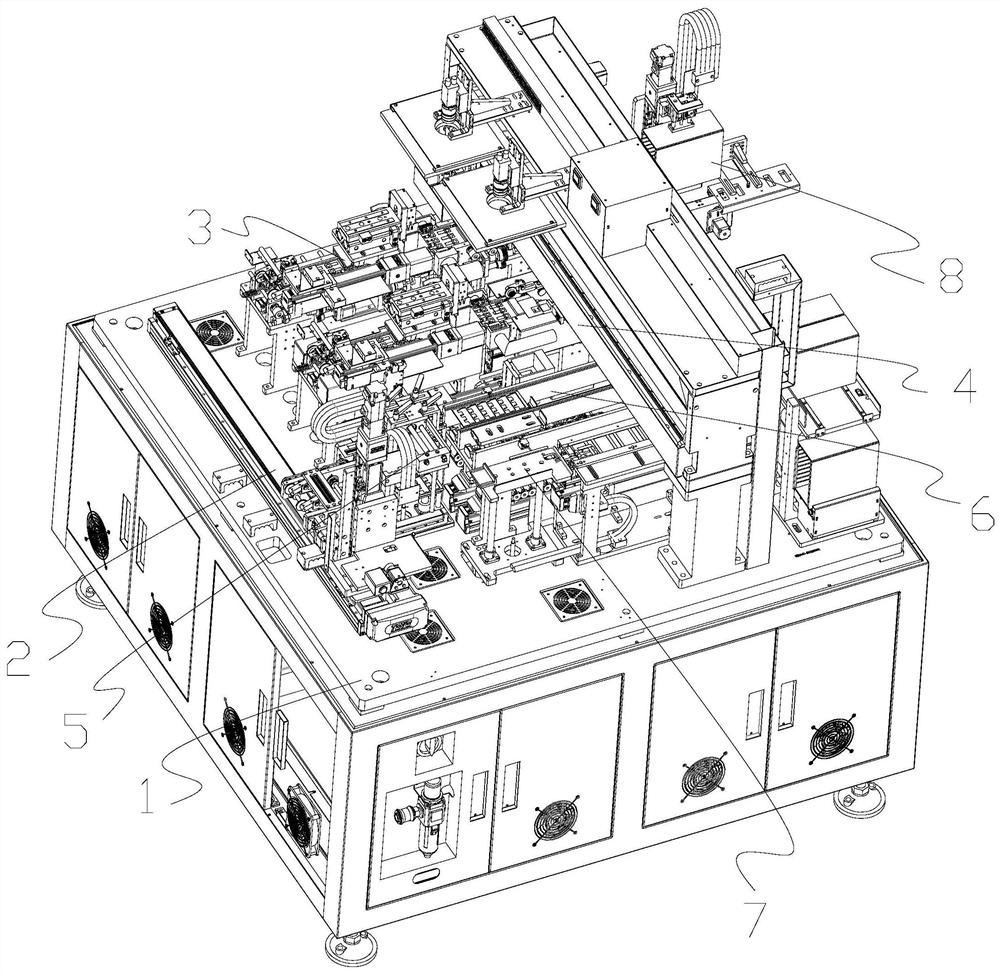
图1是本发明实施例的结构示意图;
图2是本发明实施例钢片上料机构的结构示意图;
图3是本发明实施例钢片输送机构的结构示意图;
图4是本发明实施例产品搬运机构的结构示意图;
图5是本发明实施例产品搬运机构中滑动组件的结构示意图;
图6是本发明实施例载板上料机构的结构示意图;
图7是本发明实施例载板输送机构的结构示意图;
图8是本发明实施例不良品收料机构的结构示意图;
图9是本发明实施例产品存放机构的结构示意图;
图中零部件名称及序号:1-工作台2-钢片上料机构20-钢片上料滑轨21-钢片上料滑块22-钢片上料支架23-钢片夹持组件3-钢片输送机构30-除尘组件300-离子风棒301-除尘装置31-输送通道310-夹爪311-钢片压轮32-剥单机构33-收膜组件4-产品搬运机构40-工业相机400-相机支架41-产品搬运滑轨42-吸嘴43-滑动组件430-第一滑块431-第一电机432-第二滑块433-第二电机434-凸轮随动器435-第三滑块4350-条形孔4351-第三滑块滑轨4352-挡块4353-螺栓4354-压缩弹簧436-第四滑块437-旋转电机438-传动件5-载板上料机构50-升降支架51-搬运支架52-直线轴承53-滑杆54-上料载料板55-升降驱动电机56-载板吸取装置6-载板输送机构60-载板输送轨道61-输送载料板7-不良品收料机构70-不良品输送轨道71-不良品输送板72-不良品存储平台8-产品存放机构80-载板流入滑轨81-收料平台82-抓取装置83-对接轨道84-储料装置。
具体实施方式
为了更清楚地说明本发明实施例的目的、技术方案和优点,下面将结合附图及实施例对本发明作进一步说明,进行清楚、完整的描述,显然,所描述的实施例是本发明的部分实施例,而不是全部实施例。基于本发明的实施例,本领域普通技术人员在没有付出创造性劳动的前提下所获得的所有其他实施例,都属于本发明的保护范围。此外,本发明中所提到的方向用语,例如,“上”、“下”、“前”、“后”、“左”、“右”、“内”、“外”等,仅是参考附加图示的方向,使用的方向用语是为了更好、更清楚地说明及理解本发明,而不是指示或暗指本发明必须具有的方位,因此不能理解为对本发明的限制。
本发明实施例如图1至图9中所示,一种连线剥单机,包括工作台1,工作台1就用来将该剥单机设置在生产线上相对应的位置,其可以是固定设置在相应的位置,也可以是可移动的,通过移动就可以将其灵活的设置在生产线相应的位置,其移动则可以通过在工作台1底部设置万向轮来实现,同时将工作台1设置成箱体结构,就能在箱体内设置控制各机构运转的电控主板,以及其它不需要裸露在外的部件,更便于工作台1的安装,所述工作台1上设置有钢片上料机构2、钢片输送机构3、产品搬运机构4、载板上料机构5、载板输送机构6、不良品收料机构7、产品存放机构8,将这些机构按照剥单的流程依次设置在工作台1上来完成剥单程序;此时,
所述钢片上料机构2包括固定设置在工作台1上表面一侧的钢片上料滑轨20、滑设在钢片上料滑轨20上的钢片上料滑块21、固定在钢片上料滑块21的顶部并与钢片上料滑块21的上表面相垂直的钢片上料支架22、上下滑动滑设在钢片上料支架22上的钢片夹持组件23,即钢片上料滑轨20设置在工作台1上表面上,并沿着上表面的一边设置,在该滑轨滑动的方向就与工作台1该边的方向相同,这样该滑轨的前后端就对应着该边的前后端,此时钢片上料滑块21滑设在钢片上料滑轨20上,其滑动就利用相应气缸或电机来驱动,钢片上料滑块21沿着钢片上料滑轨20滑动就带动钢片上料支架22运动,进而带动钢片夹持组件23的移动,通过移动就可以将夹持在钢片夹持组件23上的钢片运送至相应的钢片输送组件,钢片夹持组件23的上下滑动就可以调节钢片夹持组件23相对于钢片输送组件的高度,确保准确无误的将钢片输送至钢片输送组件。对于钢片夹持组件23在钢片上料支架22的滑动来说,可以利用设置在钢片上料支架22上的滑轨和气缸或电机的驱动来实现,而其夹持则可利用设置在钢片上料支架22上的夹爪、对应夹爪设置的放置钢片的钢片放置轨道、钢片放置轨道上设置相应的用于传动的磁力轮、用于抵压在钢片上放置钢片跳料的压轮来实现,夹爪夹取钢片放置在钢片放置轨道上,压轮就抵压在钢片上,之后随着钢片上料滑块21的滑动,钢片被带至相应的钢片输送组件,然后通过钢片输送组件的夹取,钢片就通过磁力轮被输送至钢片输送组件上;
所述钢片输送机构3设置在对应于钢片上料滑轨20的尾部并与钢片上料滑轨20滑动方向相垂直的位置,所述钢片输送机构3包括在工作台1上相间隔并列设置的带有除尘组件30的两个钢片输送组件,即钢片输送机构3与钢片上料滑轨20成直角结构设置,就方便对钢片的输送,两个钢片输送组件就形成两个输送渠道,在钢片输送组件需要对钢片进行剥单,下一个工序就会存在一定的时间等待,设置两个钢片输送组件就减少了下一个工序的等待时间,提高了生产效率,钢片上料机构2通过滑动就可以将钢片输送至对应的钢片输送组件上,两个钢片输送组件就只需要一个钢片上料机构2来进行供料,避免设置多个上料机构导致的结构复杂化,各机构利用率低下的问题,此时钢片输送组件上的除尘组件30就可以在钢片输送剥单时,对剥单环境的空气进行净化,减少空中灰尘掉落在钢片上的几率,提高了产品质量;
所述产品搬运机构4架设在钢片输送组件的上方,且产品搬运机构4中产品搬运的方向与钢片输送组件中的钢片输送方向相垂直,所述产品搬运机构4还设置有处于钢片输送组件正上方的工业相机40,也就意味着产品搬运机构4与钢片输送组件相垂直设置,产品搬运机构4就位于钢片上料机构2的对侧,产品搬运机构4就同钢片上料机构2处于相平行的状态,钢片输送组件就位于它们两者之间,使得产品结构紧凑,能充分利用工作台1上的空间,工业相机40的设置就可以用来检测钢片输送组件输送的钢片质量,从而将合格品与不合格品区分开,然后通过产品搬运机构4对应的搬运至相应的位置,不合格品就被输送在不良品收料机构7予以回收,合格品就被输送至载板输送机构6的尾部与输送来的载板相结合形成待用产品;
所述载板上料机构5在对应于钢片上料滑轨20的头部位置设置,方便载板的拿取,然后将载板放置到载板输送机构6;
所述载板输送机构6对应设置在与载板上料机构5相邻的位置,所述载板输送机构6包括并列设置的两个与钢片输送组件相平行的载板输送组件,即载板输送机构6也是设置在钢片上料机构2和产品搬运机构4之间的位置,并且与钢片输送组件相平行,结构布局合理紧凑,两个载板输送机构6也就提高载板的输送效率,并与两个钢片输送组件相对应,进一步提高了生产效率,这样通过钢片输送组件后产品被产品搬运机构4吸取,然后通过产品搬运机构4的滑动就被移动到载板输送机构6的尾端,同载板输送机构6输送来的载板相结合形成待用的产品,之后待用产品就被输送至产品存放机构8待用;
所述不良品收料机构7平行间隔设置在载板输送组件的远离钢片输送组件的一侧,此时在钢片上料机构2和产品搬运机构4之间就平行设置了两个钢片输送组件、两个载板输送组件、不良品收料机构7,它们沿钢片上料滑轨20的尾端到头部依次设置在工作台1上,方便操控,更利于自动化的运行;
所述产品存放机构8设置在载板输送组件的尾端并与钢片上料滑轨20相平行,也就是说产品存放机构8与产品搬运机构4是相平行设置,其也是设置在钢片上料滑轨20的对侧的,并且设置在产品搬运机构4远离钢片上料滑轨20的一侧,即产品搬运机构4的外侧,也就方便将产品输送至与其对接的流水线上。
这样形成的剥单机的结构就更紧凑,各机构的布局更合理,能充分协调各机构的运转,避免输送不及时而造成的某些机构的等待,简化了机构的设置,对各机构的利用效率更高,而且剥单环境通过除尘组件能予以有效的净化,避免了灰尘对产品质量的影响,同时钢片和载板的输送均采用双轨进行,有效的提高了剥单效率,更方便快捷。
进一步的改进,如图1和图3中所示,每个所述钢片输送组件均包括能与钢片夹持组件23对接的安装在工作台1上的输送钢片的输送通道31、设置在输送通道31内并处于输送通道31中部的剥单机构32、安装在工作台1上位于输送通道31下方的与剥单机构32相配合将产品和胶纸剥离的收膜组件33,所述除尘组件30设置在输送通道31的侧壁,钢片夹持组件23就将夹持的钢片输送至输送通道31,输送通道31就用来将钢片从自身的前端输送至尾端,钢片在输送通道31内的输送通过设置在输送通道31底部的流水线传动的磁力轮来实现,剥单机构32就采用现有剥单机中剥单机构,利用设置在输送通道31内的剥单机构32就将钢片上的胶纸予以剥除,剥单机构32就对钢片上的胶纸进行剥离,收膜组件33就将剥离的胶纸收纳,两者相互配合,就提高了收膜的效率,两个输送通道31就形成两个输送和剥单机构,提高了剥单效率,除尘组件30的设置就用来净化剥单机所处的环境,能减少钢片的输送以及剥单过程中环境灰尘的影响,可以采用风机或其它类似装置来实现。所述除尘组件30包括在输送通道31前端和对应于剥单机构32的尾端处设置的离子风棒300、设置在每个输送通道31两侧的与剥单机构32所处位置相对应的除尘装置301,这样在钢片进入输送通道31以及经过剥单机构32剥单后,都通过离子风棒300对钢片本身进行了静电处理,通过离子风消除钢片自身的静电离子,避免了钢片上的静电吸附灰尘,保持钢片处于比较高的洁净状态,由于输送通道31是有两个的,而且它们是并列设置,就形成类似于除尘组件30夹持输送通道31的结构状态,就将输送通道31包围起来,通过除尘组件30的除尘就将输送通道31周边环境内的尘埃清除干净,减少空中尘埃掉落到产品的几率,就有效的降低了钢片输送和剥单过程中的落尘比例,保证了产品的清洁度,所述输送通道31的前端设置有能沿输送通道31滑动的夹爪310,所述输送通道31内还设置有钢片压轮311,在钢片上料机构2将钢片输送至输送通道31的前端时,通过夹爪310就将钢片夹持拖入输送通道31,钢片进入输送通道31后就有钢片压轮311抵压在其表面,避免钢片的跳料。
进一步的改进,如图1、图4和图5中所示,所述产品搬运机构4包括设置在工作台1上架设在钢片输送组件的输送通道31上方的并在水平方向上垂直于钢片输送组件输送方向的产品搬运滑轨41、滑设在产品搬运滑轨41上的两个能同步上下滑动的并能真空吸附的吸取组件,所述吸取组件包括吸嘴42、滑设在产品搬运滑轨41上的滑动组件43,所述滑动组件43的底端设置有防护罩44,所述吸嘴42固定连接在滑动组件43上并从防护罩44穿出,所述产品搬运滑轨41上固定设置有相机支架400,所述工业相机40安装在相机支架上400,产品搬运滑轨41设置在一高度高于钢片输送组件的输送通道31所处的高度并在水平方向上与钢片输送组件的输送方向相垂直的安装架45上,所述安装架45固定安装在工作台1上,产品搬运滑轨41就处于架空状态,钢片输送组件就处于其架空的空间中,吸取组件中的滑动组件43就在产品搬运滑轨41上滑动,从而使得吸嘴42能很便利的与两个钢片输送组件中的任意一个对准来吸取产品,其滑动的动力就通过设置在产品搬运滑轨41上的气缸或电机来提供,两个吸嘴42就形成对产品稳固高效的吸附,避免产品在搬运中的掉落,此时,设置在滑动组件43底部的防护罩44就将滑动组件43包围起来,就对这些运动的部件进行了保护,防止运动中产生的杂物掉落在钢片输送组件的输送通道31内输送的产品上,吸嘴42从防护罩44穿出就不会影响到吸嘴42的吸附以及对吸嘴42位置的调节。对于滑动组件43来说,所述滑动组件43包括滑设在产品搬运滑轨41上的第一滑块430、固定设置在第一滑块430顶部的第一电机431、与第一电机431传动连接的垂直于产品搬运滑轨41方向前后移动的第二滑块432、与第二滑块432固定连接的第二电机433、与第二电机433传动连接的两个凸轮随动器434、与两个凸轮随动器434对应传动连接的两个相平行间隔设置在第二滑块432上并能上下移动的第三滑块435、对应上下移动滑设在两个第三滑块435上的两个第四滑块436、对应固定连接在两个第四滑块436上的两个旋转电机437,通过第一滑块430在产品搬运滑轨41上移动来调节与那个输送通道31的对准并吸取产品,此时第一滑块430就带动第一电机431、第二滑块432、第二电机433、凸轮随动器434、第三滑块435、第四滑块436、旋转电机437在水平方向X轴上的移动来调节对准输送通道31,第二滑块432在第一电机431的驱动下就前后移动,带动第二电机433、凸轮随动器434、第三滑块435、第四滑块436、旋转电机437在水平方向Y轴上的移动来调节与输送通道31上所输送产品的对准,第三滑块435在第二电机433的驱动下并经过凸轮随动器434的传动上下移动,就带动第四滑块436、旋转电机437上下移动来调节与产品相对的高低位置,方便吸取,旋转电机437的转动就可以使得吸嘴42能360度的转动,确保了吸嘴42吸取的牢固稳定;所述防护罩44成桶形结构并连接在第二滑块432的底端,所述第三滑块435、第四滑块436、旋转电机437均设于防护罩44内,所述吸嘴42设置有两个并对应与两个旋转电机437相连接,所述吸嘴42从防护罩44的底部穿出,防护罩44就将滑动组件43包围起来,就对这些运动的部件进行了保护,防止运动中产生的杂物掉落在输送通道31内输送的产品上,吸嘴42从防护罩44穿出就不会影响到吸嘴42的吸取以及对吸嘴42位置的调节;所述第二电机433的输出轴上固定连接有传动件438,两个所述凸轮随动器434的螺栓对应固定连接在传动件438的左右两边,每个所述第三滑块435的上部均设置有条形孔4350,所述凸轮随动器434的滚轮安装在条形孔4350中,传动件438就随着第二电机433的输出轴进行相同的运动,两个凸轮随动器434随着传动件438同步运动,凸轮随动器434的滚轮就可以在条形孔4350中移动,并同时将第二电机433的转动转化成直线运动,进而带动第三滑块435上下移动。所述第三滑块435上设置有竖直方向的第三滑块滑轨4351,所述第四滑块436滑设在第三滑块滑轨4351上,所述第三滑块435还设置有处于第三滑块滑轨4351顶端上方的挡块4352,所述挡块4352通过一螺栓4353与第四滑块436相连接,所述螺栓4353上套设有两端对应抵压在挡块4352底面和第四滑块436顶端的压缩弹簧4354,这样在吸嘴42吸附在所要的搬运的物料上后,第四滑块436就会受到向上的作用力,第四滑块436相对第三滑块435向上运动,就对压缩弹簧4354施加了压力,压缩弹簧4354就施加向下的反作用力于第四滑块436,对吸嘴42与待吸取产品之间的作用力予以缓冲,避免对产品的损坏。
进一步的改进,如图1和图6中所示,所述载板上料机构5包括设置在工作台1上的升降支架50和L型的搬运支架51、两个沿竖直方向相平行固定设置在升降支架50上的直线轴承52、套设在直线轴承52内的滑杆53、固定设置在滑杆53顶部的用于承载物料的上料载料板54、设置在升降支架50上驱动滑杆53升降的升降驱动电机55、所述搬运支架51上滑设有载板吸取装置56,将载板放置在上料载料板54上,然后升降驱动电机55就驱动上料载料板54在升降支架50上的升降进而将载板输送至给定的高度,然后通过载板吸取装置56的吸取将载板输送至载板输送通道60。
进一步的改进,如图1和图7中所示,所述载板输送组件包括设置在工作台1上的载板输送通道60、滑设在载板输送通道60内的输送载料板61,载板输送组件设置有两个,相应的载板输送通道60也就有两个,与钢片输送组件相对应,避免通过产品搬运机构4输送过来的产品无载板可用的问题产生,能有效的提升剥单机的效率,经过载板吸取装置56吸取的载板就被放置到载板输送通道60内的输送载料板61上,通过输送载料板61在载板输送通道60内的滑动就将其输送至产品搬运机构4的下方,与通过产品搬运机构4输送过来的产品结合形成待用的产品。
进一步的改进,如图1和图8中所示,所述不良品收料机构7包括平行间隔设置在载板输送组件的远离钢片输送组件的一侧不良品输送轨道70、滑设在不良品输送轨道70上的不良品输送板71、设置在不良品输送轨道70尾端的能升降的不良品存储平台72,通过产品搬运机构4上的工业相机40检测,发现的不良品就被产品搬运机构4输送至不良品输送轨道70,并放置在不良品输送板71上,通过不良品输送板71在不良品输送轨道70的滑动,将不良品输送至不良品存储平台72,此时可以在不良品输送板71上设置装载产品的弹夹,然后将弹夹输送至不良品存储平台72予以存储,或者是将弹夹放置在不良品存储平台72,不良品通过不良品输送板71被运送至弹夹中。
进一步的改进,如图1和图9中所示,所述产品存放机构8包括设置在载板输送组件的尾端并与钢片上料滑轨20相平行的载板流入滑轨80、对应载板流入滑轨80一端设置的收料平台81、滑设在载板流入轨道80上的抓取装置82、设置在抓取装置82上的与流水线对接的对接轨道83,所述收料平台81上设置有储料装置84,就形成一个收料的机构,在收料平台81上放置能装载产品的弹夹,被输送至载板输送组件尾端的载板和通过产品搬运机构4搬运来的产品结合形成待用品,抓取装置82抓取储料装置84来收纳待用品并在载板流入滑轨80上滑动,在抓取装置82对准载板输送组件的尾端时就将待用品收纳进储料装置84中,然后根据使用需求,将储料装置84运送至收料平台81予以存放,或者通过对接轨道83,将待用品输送至流水线上,抓取装置82在载板流入滑轨80上的滑动就用来调节其所对应的位置。
应当理解的是,对本领域普通技术人员来说,可根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。
- 一种连线剥单机
- 一种可连线与单机生产的冲床自动上下料设备