一种医用筒状橡胶制品的清洗方法
文献发布时间:2023-06-19 11:13:06
技术领域
本发明涉及医用橡胶制品领域,具体涉及一种医用筒状橡胶制品的清洗方法。
背景技术
医用橡胶制品应用广泛,如:硅胶导管、注射器连接器、输送泵连接管、注射针护帽、预灌封注射器橡胶组合件等,其中有相当一部分医用橡胶制品为筒状结构,即为圆柱体或圆锥体结构,内部有有通孔或盲孔,内外表面均可存在沟槽、凹坑、凸起等结构。这些医用橡胶制品作为直接与药品或人体接触的包装材料或器械,清洁程度直接影响其使用安全性。此外,一部分医用橡胶制品作为成套系统组合部件之一,它的装配性能也直接影响了整个系统的使用性能。因橡胶制品摩擦系数较大,和其他产品在一起安装、组装时,摩擦力较大,会阻碍自动化生产的进行。一般通过对其表面进行硅化的方法改善它和其他制品之间的装配性能。因此能否将产品表面进行硅化以及硅化的均匀程度对医用橡胶制品的装配性能至关重要。
当前医用橡胶制品普遍采用滚筒清洗机或超声波清洗机进行清洗,对于需要硅化的制品通过在纯水中加入适量硅油加热后搅拌的方法进行硅化,这种方法对于只需清洗外表面的医用橡胶制品如:胶塞、活塞、垫片、堵头等效果较好,且易于实施。但对于内部有孔或中空的筒状橡胶制品,因产品本身的细长结构,产品上孔的内壁较难清洗或硅化。而此类产品的内壁通常会直接接触药品、人体或其他医用制品的连接部位,因此医用筒状橡胶制品孔内壁的清洁程度和硅化效果会直接决定了产品的使用安全性和装配便利性。
发明内容
本发明所要解决的技术问题是克服现有技术中存在的缺点,提供一种清洗效果优、硅化均匀的医用筒状橡胶制品清洗方法,解决医用筒状橡胶制品内壁清洗效果差,无法硅化或硅化不均的问题。
为解决上述技术问题,本发明采用以下技术方案:
一种医用筒状橡胶制品的清洗方法,步骤如下:
(1)上料:使用上料机将待清洗的产品送入清洗机内;
(2)粗洗:清洗机内通入纯水后,进行旋转、喷淋、漂洗等步骤,重复1-3次对产品进行初步清洗;
(3)超声除泡:保持清洗机内筒转动的情况下,打开超声装置,通过声波将产品孔内的气泡震碎排出,超声5-10min后,关闭超声装置;
(4)气冲式清洗:先加入配制好的清洗剂,然后对清洗机内部进行抽真空,随后清洗机内筒转动,然后打开放气阀,使经净化的洁净空气从气冲管的进气口进入,从排气口排出,使气体带动加有清洗剂的纯水对产品进行冲击,重复上述步骤,通过气体和液体的冲击,将产品孔内部清洗干净;
(5)漂洗:排出清洗机内液体,重新注入纯水,进行旋转、喷淋、漂洗后,在没有清洗剂的情况下再次进行步骤(4)气冲式清洗,将产品内可能存留的清洗剂彻底清洗干净;
(6)气冲式硅化:将清洗机内纯水加热,然后按剂量加入经乳化的硅油,抽真空后,内筒旋转1-3min,然后打开放气阀,进行气体液体混合冲击,冲击过程中保持内筒处于转动状态,重复抽真空和冲击,排出清洗机内液体;
(7)真空干燥:清洗机内通入洁净的热空气干燥,然后抽真空,此过程循环4-10次;
进一步,所述步骤(4)气冲式清洗中,真空度抽至-0.09Mpa以下,抽真空时间5-15min,清洗剂的质量浓度为1%-5%。
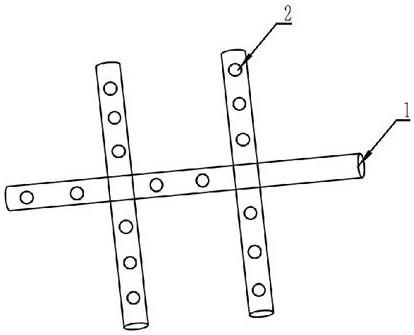
进一步,所述步骤(4)中所述气冲管设置在清洗机内筒底部,料筒内部设置有气冲管,气冲管上有进气口(1)和排气孔(2),所述进气管上设有放气阀。
进一步,所述步骤(6)气冲式硅化中,纯水加热至70-90℃,乳化硅油的质量浓度为0.5%-5%,真空度抽至-0.09Mpa以下,抽真空时间5-15min。
进一步,所述步骤(4)中抽真空和冲击重复次数为2-5次,产品直径越小重复次数越多。
进一步,所述步骤(6)中抽真空和冲击重复次数为1-3次。
进一步,所述步骤(7)中,抽真空度至-0.02到-0.05Mpa,抽真空时间为3-5min。
所述步骤(7)中洗机内通入洁净的热空气干燥,然后抽真空,此过程循环4-10次。
本发明的有益效果:医用筒状橡胶制品一般为细长型圆柱体或圆锥体结构,内部有通孔或盲孔,内外表面均可存在沟槽、凹坑、凸起等结构。这种结构会影响清洗和硅化效果,严重影响了和其他医用组件的配套使用以及安全性。本发明所述方法利用清洗机的超声装置将所清洗产品孔内的气泡震碎排出后,然后经过抽真空,利用清洗机底部设置的气冲管将压力气体输送至产品底部,通过气体的冲击带动产品周围液体的快速流动,实现产品孔内夜里的迅速交换,再辅以清洗剂达到彻底清洗医用筒状橡胶制品内外表面的作用,同时也可利用该方法实现产品内外表面均匀硅化的效果。既解决了因产品不洁净可能引起的安全性问题,又解决了产品与其他产品相互配套使用的装配性问题。
附图说明
图1为本发明中气冲管的结构示意图。其中,1为进气口,2为排气口。
具体实施方式
下面将结合本发明实施例,对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有付出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例1
一种医用筒状橡胶制品的清洗方法,步骤如下:
(1)上料:使用上料机将直径为6.5mm,长度为15mm的硅胶管500个(其中100个孔内壁经水溶性燃料染色),送入清洗机内;
(2)粗洗:清洗机内通入纯水后,进行旋转、喷淋、漂洗等步骤,重复2次对产品进行初步清洗;
(3)超声除泡:保持清洗机内筒转动的情况下,打开超声装置,通过声波将产品孔内的气泡震碎排出,超声5min后,关闭超声装置;
(4)气冲式清洗:先加入配制好的质量浓度为1%的清洗剂(日本太阳牌),然后对清洗机内部进行抽真空至真空度为-0.095Mpa,抽真空时间5min,随后清洗机内筒转动,然后打开放气阀,使经净化的洁净空气从气冲管的进气口1进入,从排气口2排出,使气体带动加有清洗剂的纯水对产品进行冲击,重复上述步骤2次,通过气体和液体的冲击,将产品孔内部清洗干净;
(5)漂洗:排出清洗机内液体,重新注入纯水,进行旋转、喷淋、漂洗后,在没有清洗剂的情况下再次进行步骤(4)气冲式清洗,并重复2次,将产品内可能存留的清洗剂彻底清洗干净;
(6)气冲式硅化:将清洗机内纯水加热,然后加入70ml质量浓度为0.5%的乳化硅油,抽真空至真空度为-0.095Mpa,抽真空时间5min,内筒旋转1min,然后打开放气阀,进行气体液体混合冲击,冲击过程中保持内筒处于转动状态,重复抽真空和冲击1次,排出清洗机内液体。
(7)真空干燥:清洗机内通入洁净的热空气干燥,然后抽真空至真空度为-0.02Mpa,此过程循环4次。
所得的硅胶管与采样普通清洗方法清洗的同样处理的硅胶管(对比例1)进行对比,对比时将硅胶管沿着中轴抛开,查看100只染色制品的清洗效果,所得结果见表1,另外400只制品中抽取20只样品用于硅化效果检测,与配套组件装配后测试拔出力,所得结果见表2,剩余制品抽100只按照国家药包材检测标准检测电导率、澄清度、微粒,所得结果见表3。
实施例2
一种医用筒状橡胶制品的清洗方法,步骤如下:
(1)上料:使用上料机将外径为6mm,长度为17.5mm的橡胶护帽500个(其中100个孔内壁经水溶性燃料染色)送入清洗机内;
(2)粗洗:清洗机内通入纯水后,进行旋转、喷淋、漂洗等步骤,重复3次对产品进行初步清洗;
(3)超声除泡:保持清洗机内筒转动的情况下,打开超声装置,通过声波将产品孔内的气泡震碎排出,超声8min后,关闭超声装置;
(4)气冲式清洗:先加入配制好的质量浓度为3%的清洗剂(日本太阳牌),然后对清洗机内部进行抽真空至真空度为-0.1Mpa,抽真空时间12min,随后清洗机内筒转动,然后打开放气阀,使经净化的洁净空气从气冲管的进气口1进入,从排气口2排出,使气体带动加有清洗剂的纯水对产品进行冲击,重复上述步骤3次,通过气体和液体的冲击,将产品孔内部清洗干净;
(5)漂洗:排出清洗机内液体,重新注入纯水,进行旋转、喷淋、漂洗后,在没有清洗剂的情况下再次进行步骤4气冲式清洗,并重复3次,将产品内可能存留的清洗剂彻底清洗干净;
(6)气冲式硅化:将清洗机内纯水加热,然后加入100ml质量浓度为0.8%的乳化硅油,抽真空至真空度为-0.1Mpa,抽真空时间12min,内筒旋转3min,然后打开放气阀,进行气体液体混合冲击,冲击过程中保持内筒处于转动状态,重复抽真空和冲击2次,排出清洗机内液体。
(7)真空干燥:清洗机内通入洁净的热空气干燥,然后抽真空至真空度为-0.05Mpa,此过程循环8次。
所得的橡胶护帽与采样普通清洗方法清洗的同样处理的橡胶护帽(对比例2)进行对比,对比时将橡胶护帽沿着中轴抛开,查看100只染色制品的清洗效果,另外400只制品中抽取20只样品用于硅化效果检测,与配套组件装配后测试拔出力,所得结果见表2,剩余制品抽100只按照国家药包材检测标准检测电导率、澄清度、微粒,所得结果见表3。
表1 染色制品清洗效果对比
表2 拔出力测试结果对比
表3 电导率、澄清度、微粒检测结果对比
从上述试验结果可以看出,采用本发明方法清洗的制品,产品孔内清洗的洁净程度、拔出力、电导率、澄清度、微粒均优于普通方法清洗的产品,存在明显优势。
以上显示和描述了本发明的基本原理和主要特征以及本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 一种医用筒状橡胶制品的清洗方法
- 一种环保型医用橡胶制品的硫化方法