一种Type-C接头结构及其生产工艺
文献发布时间:2023-06-19 11:14:36
技术领域
本申请涉及Type-C连接头技术领域,更具体地说,它涉及一种Type-C 接头结构及其生产工艺。
背景技术
现有的Type-C连接头,都需要模具成型加工,然而,现有的Type-C连接头结构复杂,造成模具设计复杂,影响产品出模和良率。
发明内容
针对上述现有技术的不足,本申请的第一个目的是提供一种Type-C接头结构,具有结构简单紧凑、产品出模容易和良率高的优点。
本申请的上述技术目的是通过以下技术方案得以实现的:一种Type-C接头结构,包括呈镜像对称安装的第一胶壳和第二胶壳,所述第一胶壳和所述第二胶壳的内壁分别安装有一排相对应设置的端子,所述第一胶壳和所述第二胶壳的同一端均安装有EMI片,所述第一胶壳和所述第二胶壳之间安装有用于绝缘和定位两排端子的中隔片。
优选的,所述第一胶壳和所述第二胶壳的内壁对角设置有相匹配的安装块和安装槽。
优选的,所述中隔片包括安装架和安装于安装架中部的模塑件,所述模塑件设有与端子一一对应并用于抵接端子的凸台。
优选的,所述模塑件设有用于抵接端子的压紧条。
优选的,所述模塑件的上下表面均设有导向块,所述第一胶壳和所述第二胶壳的内壁均设有与导向块匹配的导向缺口。
优选的,每条所述端子的头部折弯。
优选的,每条所述端子的宽度一致。
优选的,所述EMI片的两端呈90°折弯设置。
优选的,所述第一胶壳和所述第二胶壳通过超声波焊接。
优选的,所述第一胶壳和第二胶壳外部还包覆有外壳。
针对上述现有技术的不足,本申请的第二个目的是提供一种Type-C接头结构生产工艺,具有产品密封性更佳,产品质量高的优点。
本申请的上述技术目的是通过以下技术方案得以实现的:一种Type-C接头结构生产工艺,包括如下步骤:
S1、将两排端子和两个EMI片分别安装于上、下两个胶壳上;
S2、将中隔片安装于两个胶壳之间;
S3、组装两个胶壳;
S4、超声波焊接两个胶壳;
S5、通过视觉对位装置进行检验;
S6、给通过检验的产品套装外壳
综上所述,本申请具有的有益效果:呈镜像对称安装的第一胶壳和第二胶壳,降低模具设计结构,提高出模率,产品良率更高,另外,通过设置一个中隔片,同时起到定位上下两排端子和绝缘的作用,简化了Type-C接头的内部结构,使得结构更紧凑。
附图说明
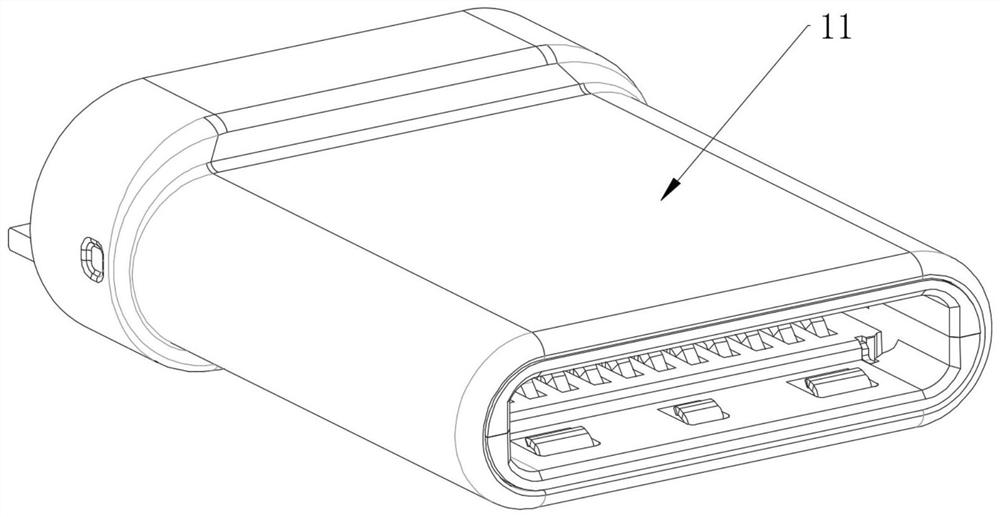
图1是本申请实施例一的结构示意图;
图2是本申请实施例一中隐藏了外壳后的结构示意图;
图3是本申请实施例一中隐藏了外壳后的部分爆炸图;
图4是本申请实施例一中中隔片、端子和EMI片的爆炸图。
附图标记:1、第一胶壳;2、第二胶壳;3、端子;4、EMI片;5、中隔片;51、安装架;52、模塑件;53、凸台;54、压紧条;55、导向块;6、固定槽;7、固定框;8、安装块;9、安装槽;10、导向缺口;11、外壳。
具体实施方式
为了使本申请所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本申请进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本申请,并不用于限定本申请。
需说明的是,当部件被称为“固定于”或“设置于”另一个部件,它可以直接在另一个部件上或者间接在该另一个部件上。当一个部件被称为是“连接于”另一个部件,它可以是直接或者间接连接至该另一个部件上。
需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本申请和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请的限制。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本申请的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
实施例一:一种Type-C接头结构,参见图1至图4,包括呈镜像对称安装的第一胶壳1和第二胶壳2,所述第一胶壳1和所述第二胶壳2的内壁分别安装有一排相对应设置的端子3,所述第一胶壳1和所述第二胶壳2的同一端均安装有EMI片4,所述第一胶壳1和所述第二胶壳2之间安装有用于绝缘和定位两排端子3的中隔片5。
呈镜像对称安装的第一胶壳1和第二胶壳2,降低模具设计结构,提高出模率,产品良率更高,另外,通过设置一个中隔片5,同时起到定位上下两排端子3和绝缘的作用,简化了Type-C接头的内部结构,使得结构更紧凑。
在本实施例中,第一胶壳1和第二胶壳2的内壁均设有与每排端子3相匹配的固定槽6和固定框7,从而便于将每排端子3定位安装于第一胶壳1和第二胶壳2中,结构简单紧凑。
具体的,所述第一胶壳1和所述第二胶壳2的内壁对角设置有相匹配的安装块8和安装槽9。该安装槽9和安装块8的设置,能够实现对第一胶壳1 和第二胶壳2的定位,使得产品安装更容易,另外,在本实施例中,安装块8 的上端设有与安装槽9底部匹配的倒角,更利于安装匹配。
具体的,所述中隔片5包括安装架51和安装于安装架51中部的模塑件 52,所述模塑件52设有与端子3一一对应并用于抵接端子3的凸台53。当第一胶壳1和第二胶壳2完全闭合后,凸台53能够压紧端子3,使端子3进行二次折弯,保证弹高一致,且结构的稳定性更高。
具体的,所述模塑件52设有用于抵接端子3的压紧条54。压紧条54能够抵紧端子3固定在第一胶壳1和第二胶壳2内壁,防止端子3松动、滑动。
具体的,所述模塑件52的上下表面均设有导向块55,所述第一胶壳1和所述第二胶壳2的内壁均设有与导向块55匹配的导向缺口10。导向块55和导向缺口10的设置利于安装,定位精确。
具体的,每条所述端子3的头部折弯。这样保证了端子3弹高,结构稳定。
具体的,每条所述端子3的宽度一致。这样使得端子3冲裁过程中受力更均匀。
具体的,所述EMI片4的两端呈90°折弯设置。EMI片4结构简化,直接成型90°进行与第一胶壳1和第二胶壳2扣合,安装方便。
具体的,所述第一胶壳1和所述第二胶壳2通过超声波焊接。超声波焊接出来的产品更美观,密封性更佳。
具体的,所述第一胶壳1和第二胶壳2外部还包覆有外壳11。
实施例二:一种Type-C接头结构生产工艺,包括如下步骤:
S1、将两排端子和两个EMI片分别安装于上、下两个胶壳上;
S2、将中隔片安装于两个胶壳之间;
S3、组装两个胶壳;
S4、超声波焊接两个胶壳;
S5、通过视觉对位装置进行检验;
S6、给通过检验的产品套装外壳。
在本实施例中,端子生产采用小PITH工艺、一次出两个端子、降低冲压模歪端子的风险、提高冲压的冲速、提高生产效率。
超声波焊接出来的产品更美观,密封性更佳;视觉对位装置检测效率高,提高产品良率;该生产步骤简单易操作,提高了生产效率。
优选的,所述端子的头部进行折弯加工。这样保证了端子弹高,结构稳定。
优选的,所述端子的宽度加工一致。这样使得端子冲裁过程中受力更均匀。
优选的,所述EMI片的两端直接成型90°折弯与胶壳扣合。EMI片结构简化,直接成型90°进行与胶壳扣合,安装方便。
优选的,所述端子与胶壳采用整排插装的方式。安装效率更高。
优选的,所述中隔片采用模塑件。同时起到定位上下两排端子和绝缘的作用,简化了Type-C接头的内部结构,使得结构更紧凑。
上述实施例仅仅是对本申请的解释,其并不是对本申请的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本申请的权利要求范围内都受到专利法的保护。
- 一种Type-C接头结构及其生产工艺
- 一种带锁扣结构的Type-C接头