一种多层嵌套式螺线管线圈的绕制方法
文献发布时间:2023-06-19 11:14:36
技术领域
本发明涉及线圈绕制方法技术领域,具体为一种多层嵌套式螺线管线圈的绕制方法。
背景技术
随着科学界对磁场的深入认识,越来越多的异性线圈被设计用于各种不同的工况中,其产生的特殊磁场场形刚好适用于大科学装置中特定用途,如加速器偏转二极铁磁场系统(LHC)、四极铁磁场系统以及性能测试用特殊背景磁场系统等。
随着此类科学装置用特殊磁场场形的需求,其使用工况也对线圈的性能和结构尺寸及精度提出了特殊的要求。直筒或弯曲的圆柱形线圈的设计场形可以很好的满足加速器中需要的二极磁铁、四极磁铁等,但在工程化设计中,对于绕线线槽的尺寸和位置精度要求很高,常规方法是采用超高精度的加工设备加工内外整体骨架并分别进行绕线,或加工多段内外骨架和线槽并进行拼接,整体拼接完成后再进行绕线,内外骨架绕线完成后进行内外线圈组装,且多段拼接结构由于其结构形式限定仅适用于特定情况下。在实际大批量生产中时,常规方法的生产成本很高,工序较为复杂,同时装配过程中无法准确保证绕线线槽的尺寸和位置精度。并且常规方法一般只适用于一种线圈绕制领域,无法进行多领域的普及使用。
发明内容
本发明的目的在于提供一种多层嵌套式螺线管线圈的绕制方法,以解决上述背景技术中提出在实际大批量生产中时,常规方法的生产成本很高,工序较为复杂,同时装配过程中无法准确保证绕线线槽的尺寸和位置精度。并且常规方法一般只适用于一种线圈绕制领域,无法进行多领域的普及使用的问题。
为了解决此问题,可以采用整体骨架并利用数控机床进行绕线,由于此方法只需要对骨架进行标记,可以有效的降低对加工设备的要求,利用一次装夹方式保证内外线圈的装配精度,多次绕制和加工保证足够的线圈安匝数。
为实现上述目的,本发明提供如下技术方案:
一种多层嵌套式螺线管线圈的绕制方法,包括以下步骤:
S1:采用工装夹具将螺线管骨架安装在数控机床上,标记绕线线槽位置;
S2:利用数控机床的数控加工系统加工被标记的绕线线槽位置;
S3:在螺线管骨架表面涂抹快干型胶水;
S4:使用数控机床的数控绕线系统进行第一线圈的线材绕制,绕制完成后进行检查,确保线材位置与标记位置重合,在线材与螺线管骨架接触的同时,快干型胶水可以使线材与螺线管骨架表面可靠粘接,直至完成一层线材的绕制,构成第一线圈;
S5;使用玻璃纤维包裹第一线圈表面,并采用快干型环氧树脂进行表面浸渍;
S6:对螺线管骨架和快干型环氧树脂进行加热,直至螺线管骨架和快干型环氧树脂完全固化;
S7:利用数控机床对第一线圈的螺线管骨架进行加工修剪,加工完成后,即对第一线圈表面进行了整形,使其恢复了原有的尺寸;
S8:在螺线管骨架外侧的快干型环氧树脂基础上再次重复S2-S7过程,构成第二线圈,最终实现整个螺线管线圈的制作。
进一步而言,所述螺线管骨架由环氧树脂或金属材料制成,且所述螺线管骨架的形状为弯曲圆柱体或直筒圆柱体。
进一步而言,所述第一线圈与第二线圈为嵌套式结构。
进一步而言,所述多层嵌套式螺线管线圈至少设置有两层。
进一步而言,所述步骤S7中螺线管骨架外侧的快干型环氧树脂完全固化后厚度大于所述线材的厚度。留有一定的余量,便于后续加工过程中不会对已经绕制完成的线圈造成损伤。保证产品的质量。
进一步而言,所述步骤S3中的快干型胶水为多组份快干型胶水或单组份快干型胶水。根据螺线管骨架构成的材料不同,选择多组份快干型胶水或单组份快干型胶水。
与现有技术相比,本发明的有益效果是:
1、螺线管骨架由环氧树脂或金属材料制成,且螺线管骨架的形状为弯曲圆柱体或直筒圆柱体。在使用的时候通过一次性装夹完成全部工序后拆除,不仅保证了绕线线槽的尺寸同时避免了绕线线槽的位置精度不准确的问题。整体工序较为简单,生产成本较低。
2、该发明中的绕制方法适用于低温超导线圈绕制领域、高温超导线圈绕制领域和常规导体线圈绕制领域,能够满足多领域普及使用的问题。
3、快干型胶水为多组份快干型胶水或单组份快干型胶水。根据螺线管骨架构成的材料不同,选择多组份快干型胶水或单组份快干型胶水。保证螺线管骨架和线材之间的连接强度。从而提高产品质量。
4、螺线管骨架外侧的快干型环氧树脂完全固化后厚度大于线材的厚度。留有一定的余量,便于后续加工过程中不会对已经绕制完成的线圈造成损伤。保证产品的质量。
附图说明
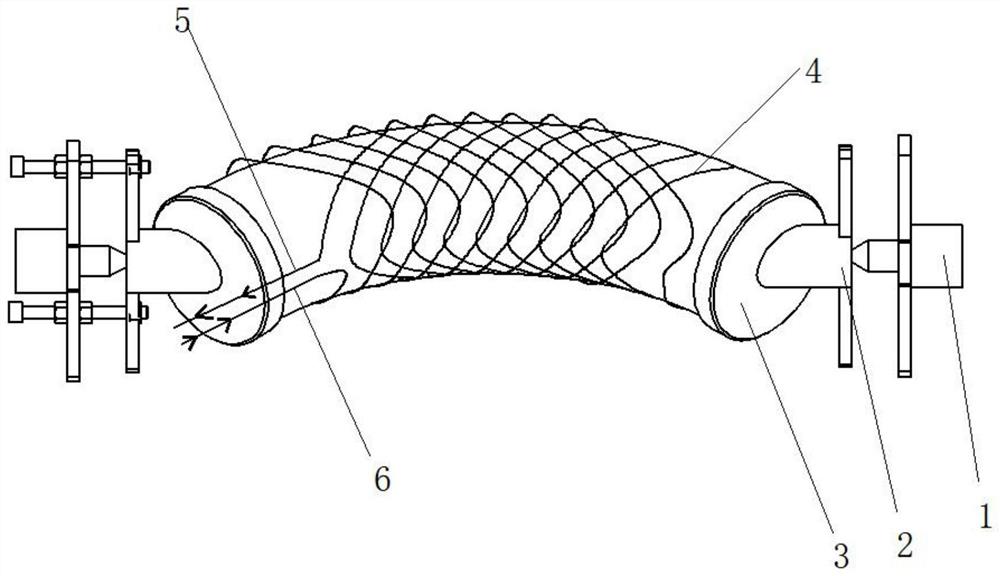
图1为本发明的整体结构示意图;
图2为本发明的螺线管骨架结构安装示意图;
图中:1-数控机床、2-工装夹具、3-螺线管骨架、4-绕线线槽、5-第一线圈、6-第二线圈。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1-2,本发明提供一种技术方案:
一种多层嵌套式螺线管线圈的绕制方法,包括以下步骤:
S1:采用工装夹具2将螺线管骨架3安装在数控机床1上,标记绕线线槽4位置;
S2:利用数控机床1的数控加工系统加工被标记的绕线线槽4位置;
S3:在螺线管骨架3表面涂抹快干型胶水;
S4:使用数控机床1的数控绕线系统进行第一线圈5的线材绕制,绕制完成后进行检查,确保线材位置与标记位置重合,在线材与螺线管骨架3接触的同时,快干型胶水可以使线材与螺线管骨架3表面可靠粘接,直至完成一层线材的绕制,构成第一线圈5;
S5;使用玻璃纤维包裹第一线圈5表面,并采用快干型环氧树脂进行表面浸渍;
S6:对螺线管骨架3和快干型环氧树脂进行加热,直至螺线管骨架3和快干型环氧树脂完全固化;
S7:利用数控机床1对第一线圈5的螺线管骨架3进行加工修剪,加工完成后,即对第一线圈5表面进行了整形,使其恢复了原有的尺寸;
S8:在螺线管骨架3外侧的快干型环氧树脂基础上再次重复S2-S7过程,构成第二线圈6,最终实现整个螺线管线圈的制作。
优选的,螺线管骨架3由环氧树脂或金属材料制成,且螺线管骨架3的形状为弯曲圆柱体或直筒圆柱体。
优选的,第一线圈5与第二线圈6为嵌套式结构。
优选的,多层嵌套式螺线管线圈至少设置有两层。
优选的,步骤S7中螺线管骨架3外侧的快干型环氧树脂完全固化后厚度大于线材的厚度。留有一定的余量,便于后续加工过程中不会对已经绕制完成的线圈造成损伤。保证产品的质量。
优选的,步骤S3中的快干型胶水为多组份快干型胶水或单组份快干型胶水。根据螺线管骨架3构成的材料不同,选择多组份快干型胶水或单组份快干型胶水。
实施例一、
对环氧树脂制成的螺线管骨架3进行低温超导线圈绕制。
S1:采用双顶尖的工装夹具2将弯曲圆柱体或直筒圆柱体状的由环氧树脂制成的螺线管骨架3安装在数控机床1上,并且标记绕线线槽4位置;
S2:利用数控机床1的数控加工系统加工被标记的绕线线槽4位置;
S3:在螺线管骨架3表面涂抹多组份快干型胶水;
S4:使用数控机床1的数控绕线系统进行第一线圈5的线材绕制,绕制完成后进行检查,确保线材位置与标记位置重合,在线材与螺线管骨架3接触的同时,多组份快干型胶水可以使线材与螺线管骨架3表面可靠粘接,直至完成一层线材的绕制,构成第一线圈5;
S5;使用玻璃纤维包裹第一线圈5表面,并采用快干型环氧树脂进行表面浸渍;
S6:对螺线管骨架3和快干型环氧树脂进行恒温固化,直至螺线管骨架3和快干型环氧树脂完全固化;
S7:利用数控机床1对第一线圈5的螺线管骨架3进行加工修剪,加工完成后,即对第一线圈5表面进行了整形,使其恢复了原有的尺寸;
S8:在螺线管骨架3外侧的快干型环氧树脂基础上再次重复S2-S7过程,构成第二线圈6,最终实现整个螺线管线圈的制作。
实施例二、
对金属制成的螺线管骨架3进行低温超导线圈绕制。
S1:采用双顶尖的工装夹具2将弯曲圆柱体或直筒圆柱体状的由金属制成的螺线管骨架3安装在数控机床1上,并且标记绕线线槽4位置;
S2:利用数控机床1的数控加工系统加工被标记的绕线线槽4位置;
S3:在螺线管骨架3表面涂抹单组份快干型胶水;
S4:使用数控机床1的数控绕线系统进行第一线圈5的线材绕制,绕制完成后进行检查,确保线材位置与标记位置重合,在线材与螺线管骨架3接触的同时,单组份快干型胶水可以使线材与螺线管骨架3表面可靠粘接,直至完成一层线材的绕制,构成第一线圈5;
S5;使用玻璃纤维包裹第一线圈5表面,并采用快干型环氧树脂进行表面浸渍;
S6:对螺线管骨架3和快干型环氧树脂进行恒温固化,直至螺线管骨架3和快干型环氧树脂完全固化;
S7:利用数控机床1对第一线圈5的螺线管骨架3进行加工修剪,加工完成后,即对第一线圈5表面进行了整形,使其恢复了原有的尺寸;
S8:在螺线管骨架3外侧的快干型环氧树脂基础上再次重复S2-S7过程,构成第二线圈6,最终实现整个螺线管线圈的制作。
实施例三、
对环氧树脂制成的螺线管骨架3进行高温超导线圈绕制。
S1:采用双顶尖的工装夹具2将弯曲圆柱体或直筒圆柱体状的由环氧树脂制成的螺线管骨架3安装在数控机床1上,并且标记绕线线槽4位置;
S2:利用数控机床1的数控加工系统加工被标记的绕线线槽4位置;
S3:在螺线管骨架3表面涂抹多组份快干型胶水;
S4:使用数控机床1的数控绕线系统进行第一线圈5的线材绕制,绕制完成后进行检查,确保线材位置与标记位置重合,在线材与螺线管骨架3接触的同时,多组份快干型胶水可以使线材与螺线管骨架3表面可靠粘接,直至完成一层线材的绕制,构成第一线圈5;
S5;使用玻璃纤维包裹第一线圈5表面,并采用快干型环氧树脂进行表面浸渍;
S6:对螺线管骨架3和快干型环氧树脂进行加热,直至螺线管骨架3和快干型环氧树脂完全固化;
S7:利用数控机床1对第一线圈5的螺线管骨架3进行加工修剪,加工完成后,即对第一线圈5表面进行了整形,使其恢复了原有的尺寸;
S8:在螺线管骨架3外侧的快干型环氧树脂基础上再次重复S2-S7过程,构成第二线圈6,最终实现整个螺线管线圈的制作。
实施例四、
对金属制成的螺线管骨架3进行高温超导线圈绕制。
S1:采用双顶尖的工装夹具2将弯曲圆柱体或直筒圆柱体状的由金属制成的螺线管骨架3安装在数控机床1上,并且标记绕线线槽4位置;
S2:利用数控机床1的数控加工系统加工被标记的绕线线槽4位置;
S3:在螺线管骨架3表面涂抹单组份快干型胶水;
S4:使用数控机床1的数控绕线系统进行第一线圈5的线材绕制,绕制完成后进行检查,确保线材位置与标记位置重合,在线材与螺线管骨架3接触的同时,单组份快干型胶水可以使线材与螺线管骨架3表面可靠粘接,直至完成一层线材的绕制,构成第一线圈5;
S5;使用玻璃纤维包裹第一线圈5表面,并采用快干型环氧树脂进行表面浸渍;
S6:对螺线管骨架3和快干型环氧树脂进行加热,直至螺线管骨架3和快干型环氧树脂完全固化;
S7:利用数控机床1对第一线圈5的螺线管骨架3进行加工修剪,加工完成后,即对第一线圈5表面进行了整形,使其恢复了原有的尺寸;
S8:在螺线管骨架3外侧的快干型环氧树脂基础上再次重复S2-S7过程,构成第二线圈6,最终实现整个螺线管线圈的制作。
实施例五、
对环氧树脂制成的螺线管骨架3进行常规导体线圈绕制。
S1:采用双顶尖的工装夹具2将弯曲圆柱体或直筒圆柱体状的由环氧树脂制成的螺线管骨架3安装在数控机床1上,并且标记绕线线槽4位置;
S2:利用数控机床1的数控加工系统加工被标记的绕线线槽4位置;
S3:在螺线管骨架3表面涂抹多组份快干型胶水;
S4:使用数控机床1的数控绕线系统进行第一线圈5的线材绕制,绕制完成后进行检查,确保线材位置与标记位置重合,在线材与螺线管骨架3接触的同时,多组份快干型胶水可以使线材与螺线管骨架3表面可靠粘接,直至完成一层线材的绕制,构成第一线圈5;
S5;使用玻璃纤维包裹第一线圈5表面,并采用快干型环氧树脂进行表面浸渍;
S6:对螺线管骨架3和快干型环氧树脂进行恒温固化或加热固化,直至螺线管骨架3和快干型环氧树脂完全固化;
S7:利用数控机床1对第一线圈5的螺线管骨架3进行加工修剪,加工完成后,即对第一线圈5表面进行了整形,使其恢复了原有的尺寸;
S8:在螺线管骨架3外侧的快干型环氧树脂基础上再次重复S2-S7过程,构成第二线圈6,最终实现整个螺线管线圈的制作。
实施例六、
对金属制成的螺线管骨架3进行常规导体线圈绕制。
S1:采用双顶尖的工装夹具2将弯曲圆柱体或直筒圆柱体状的由金属制成的螺线管骨架3安装在数控机床1上,并且标记绕线线槽4位置;
S2:利用数控机床1的数控加工系统加工被标记的绕线线槽4位置;
S3:在螺线管骨架3表面涂抹单组份快干型胶水;
S4:使用数控机床1的数控绕线系统进行第一线圈5的线材绕制,绕制完成后进行检查,确保线材位置与标记位置重合,在线材与螺线管骨架3接触的同时,单组份快干型胶水可以使线材与螺线管骨架3表面可靠粘接,直至完成一层线材的绕制,构成第一线圈5;
S5;使用玻璃纤维包裹第一线圈5表面,并采用快干型环氧树脂进行表面浸渍;
S6:对螺线管骨架3和快干型环氧树脂进行恒温固化或加热固化,直至螺线管骨架3和快干型环氧树脂完全固化;
S7:利用数控机床1对第一线圈5的螺线管骨架3进行加工修剪,加工完成后,即对第一线圈5表面进行了整形,使其恢复了原有的尺寸;
S8:在螺线管骨架3外侧的快干型环氧树脂基础上再次重复S2-S7过程,构成第二线圈6,最终实现整个螺线管线圈的制作。
综上所述,该发明中的绕制方法适用于低温超导线圈绕制领域、高温超导线圈绕制领域和常规导体线圈绕制领域,能够满足多领域普及使用的问题。快干型胶水为多组份快干型胶水或单组份快干型胶水。根据螺线管骨架构成的材料不同,选择多组份快干型胶水或单组份快干型胶水。保证螺线管骨架和线材之间的连接强度。从而提高产品质量。螺线管骨架外侧的快干型环氧树脂完全固化后厚度大于线材的厚度。留有一定的余量,便于后续加工过程中不会对已经绕制完成的线圈造成损伤。保证产品的质量。
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内,不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种多层嵌套式螺线管线圈的绕制方法
- 一种浇注式分段多层圆筒式线圈的绕制方法