一种胶塞排产方法及装置
文献发布时间:2023-06-19 11:14:36
技术领域
本申请涉及计算机技术领域,尤其涉及一种胶塞排产方法及装置。
背景技术
医用胶塞是一种医用包装材料,具有一定形状、尺寸的橡胶类弹性体制品,用于玻璃、塑料等药用瓶状容器口的密封。由于医用胶塞属于与药品安全、国计民生息息相关的抗周期、刚需药用包材行业,产品直接和药物进行接触,对防止药品污染、变质起了非常重要的保护作用。
相关技术下,医用胶塞生产企业主要依靠工作人员的工作经验,有工作人员使用EXCEL表进行排产,存在着排产工作繁重、排产效率低的问题。
发明内容
本申请提供了一种胶塞排产的方法及装置,用以解决相关技术下的排产方式,存在排产工作繁重、排产效率低的问题。
本申请实施例提供的具体技术方案如下:
第一方面,一种胶塞排产方法,包括:
从目标订单中获取待生产胶塞的关联信息,所述关联信息至少包含所述待生产胶塞的配方信息、交付期、胶塞量和不同工艺的设备状态信息;
获取所述配方信息对应的工艺流程,并确定所述工艺流程中的瓶颈工序,所述瓶颈工序为对所述工艺流程采用的各设备的使用率和仓储成本影响最大的工序;
基于所述交付期、所述胶塞量和所述设备状态信息,确定所述待生产胶塞的排产计划约束条件,并基于所述排产计划约束条件,确定至少一种所述瓶颈工序的排产计划;
分别以每一种所述瓶颈工序的排产计划为基准点,分别确定所述工艺流程中所述瓶颈工序的前置工序和后置工序的排产计划,得到所述目标订单的至少一种排产方案。
可选的,所述确定所述工艺流程中的瓶颈工序,包括:
确定所述工艺流程中各工序分别对应的瓶颈指标值,其中,针对每个所述工序,所述瓶颈指标值与所述工序的以下参数均具有正相关关系:所述工序关联的设备的平均使用率、所述工序的前置工序生产的半成品的仓储时长、所述工序的后置工序关联的设备的空闲时长;
选择所述工艺流程中所述瓶颈指标值最大的工序作为所述瓶颈工序。
可选的,所述目标订单为整合后的订单,所述从目标订单中获取待生产胶塞的关联信息之前,所述方法还包括:
获取包含所述配方信息的多个原始订单,所述配方信息包括胶塞型号和/或配方号;
将所述多个原始订单中所述配方信息的订单信息整合到一个订单中,得到所述目标订单。
可选的,所述排产计划约束条件还包括:
所述待生产胶塞所需物料的库存信息。
可选的,所述得到所述目标订单的至少一种排产方案之后,所述方法还包括:
对所述目标订单的每种排产方案分别执行:
将所述目标订单的排产方案与其他订单的排产方案进行比较,获取排产时间冲突的相同工序;
对所述相同工序关联的设备进行分组处理,得到所述目标订单的排产方案中所述相同工序的设备分组;
采用所述设备分组的设备状态,调整所述目标订单的排产方案。
可选的,所述得到所述目标订单的至少一种排产方案之后,所述方法还包括:
获取所述目标订单的排产方案和其他订单的排产方案的多个组合结果,其中,每个所述组合结果中均包括所述目标订单和所述其他订单中各订单的一种排产方案;
基于成本评估方法,对所述多个组合结果分别进行成本评估,得到所述多个组合结果分别对应的成本;
基于所述多个组合结果分别对应的成本,筛选出目标组合结果作为所述目标订单和所述其他订单的最终排产方案。
可选的,针对每个所述组合结果,所述组合结果的成本与以下成本影响因子具有正相关关系:
所述组合结果所需的清场时长和/或所述组合结果中各工序的仓储成本。
第二方面,一种胶塞排产装置,包括:
获取单元,用于从目标订单中获取待生产胶塞的关联信息,所述关联信息至少包含所述待生产胶塞的配方信息、交付期、胶塞量和不同工艺的设备状态信息;
第一确定单元,用于获取所述配方信息对应的工艺流程,并确定所述工艺流程中的瓶颈工序,所述瓶颈工序为对所述工艺流程采用的各设备的使用率和仓储成本影响最大的工序;
第二确定单元,用于基于所述交付期、所述胶塞量和所述设备状态信息,确定所述待生产胶塞的排产计划约束条件,并基于所述排产计划约束条件,确定至少一种所述瓶颈工序的排产计划;
第三确定单元,用于分别以每一种所述瓶颈工序的排产计划为基准点,分别确定所述工艺流程中所述瓶颈工序的前置工序和后置工序的排产计划,得到所述目标订单的至少一种排产方案。
可选的,所述确定所述工艺流程中的瓶颈工序,所述第一确定单元用于:
确定所述工艺流程中各工序分别对应的瓶颈指标值,其中,针对每个所述工序,所述瓶颈指标值与所述工序的以下参数均具有正相关关系:所述工序关联的设备的平均使用率、所述工序的前置工序生产的半成品的仓储时长、所述工序的后置工序关联的设备的空闲时长;
选择所述工艺流程中所述瓶颈指标值最大的工序作为所述瓶颈工序。
可选的,所述目标订单为整合后的订单,所述从目标订单中获取待生产胶塞的关联信息之前,所述获取单元还用于:
获取包含所述配方信息的多个原始订单,所述配方信息包括胶塞型号和/或配方号;
将所述多个原始订单中所述配方信息的订单信息整合到一个订单中,得到所述目标订单。
可选的,所述排产计划约束条件还包括:
所述待生产胶塞所需物料的库存信息。
可选的,所述得到所述目标订单的至少一种排产方案之后,所述第三确定单元还用于:
对所述目标订单的每种排产方案分别执行:
将所述目标订单的排产方案与其他订单的排产方案进行比较,获取排产时间冲突的相同工序;
对所述相同工序关联的设备进行分组处理,得到所述目标订单的排产方案中所述相同工序的设备分组;
采用所述设备分组的设备状态,调整所述目标订单的排产方案。
可选的,所述得到所述目标订单的至少一种排产方案之后,所述第三确定单元还用于:
获取所述目标订单的排产方案和其他订单的排产方案的多个组合结果,其中,每个所述组合结果中均包括所述目标订单和所述其他订单中各订单的一种排产方案;
基于成本评估方法,对所述多个组合结果分别进行成本评估,得到所述多个组合结果分别对应的成本;
基于所述多个组合结果分别对应的成本,筛选出目标组合结果作为所述目标订单和所述其他订单的最终排产方案。
可选的,针对每个所述组合结果,所述组合结果的成本与以下成本影响因子具有正相关关系:
所述组合结果所需的清场时长和/或所述组合结果中各工序的仓储成本。
第三方面,一种计算机设备,包括:
存储器,用于存储可执行指令;
处理器,用于读取并执行存储器中存储的可执行指令,以实现如上述第一方面中任一项所述的方法。
第四方面,一种计算机可读存储介质,当所述计算机可读存储介质中的指令由处理器执行时,使得所述处理器能够执行如上述第一方面中任一项所述的方法。
本申请实施例中,从目标订单中获取待生产胶塞的关联信息,关联信息至少包含待生产胶塞的配方信息、交付期、胶塞量和不同工艺的设备状态信息;并基于配方信息对应的工艺流程确定瓶颈工序,再基于交付期、胶塞量和设备状态信息确定的排产计划约束条件,确定至少一种瓶颈工序的排产计划;然后,以每一种瓶颈工序的排产计划为基准点,分别确定工艺流程中瓶颈工序的前置工序和后置工序的排产计划,得到目标订单的至少一种排产方案,这样,可以基于获得待生产胶塞的配方信息,确定相应的工艺流程关联的瓶颈工序,然后,将瓶颈工序的排产计划作为基准点,即从工艺流程中最耗时的工序开始进行排产,从而可以获得更为高效的排产方案,由于基于最耗时的工序确定排产方案,可以实现在提高设备利用率和生产效率的基础上,做到提高排产效率的目的。
附图说明
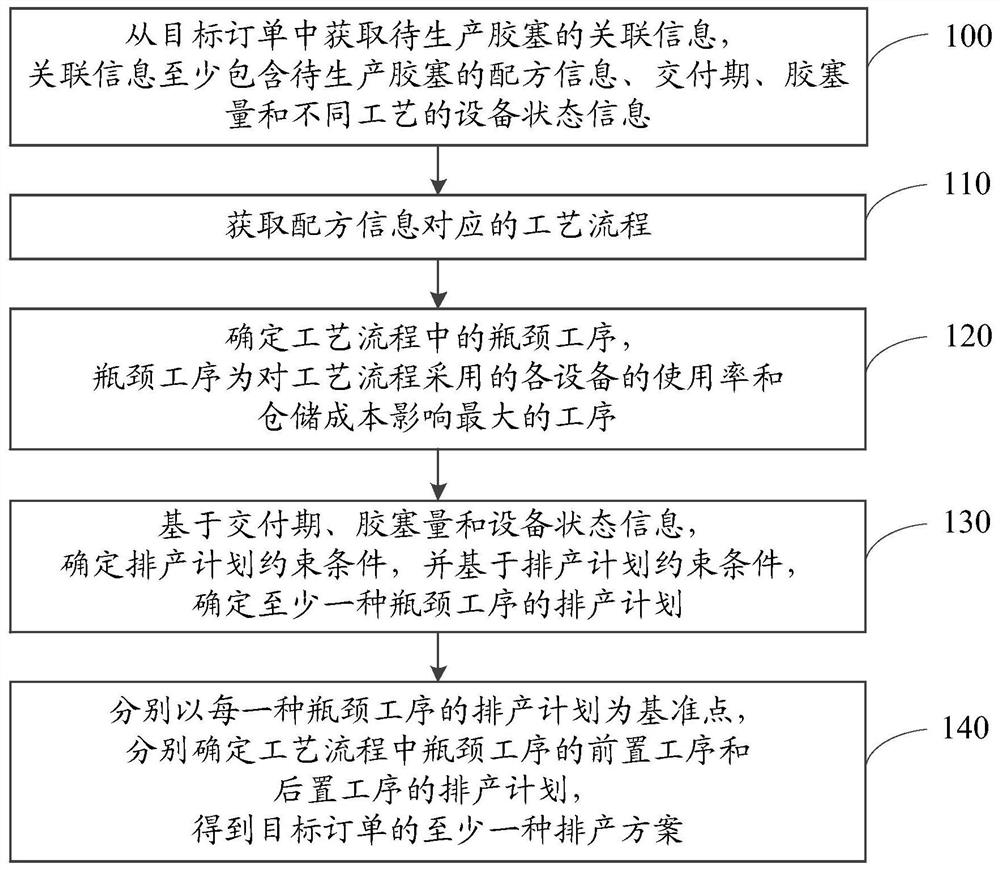
图1为本申请实施例中确定一个订单的胶塞排产方案的流程示意图;
图2为本申请实施例中一种胶塞排产的应用场景的流程示意图;
图3为本申请实施例中确定多个订单的胶塞排产方案的流程示意图;
图4A、图4B、图4C为本申请实施例中一种实施例的示意图;
图5为本申请实施例中一种胶塞排产装置逻辑架构示意图;
图6为本申请实施例中一种计算机设备实体架构示意图。
具体实施方式
为了解决相关技术的排产方式,存在排产工作繁重排产效率低的问题,本申请实施例中,提出了基于瓶颈工序的自动排产方案,该瓶颈工序是影响基于工艺流程中设备的使用率以及存储成本的瓶颈工序,由此当基于瓶颈工序进行排产时能够将设备的使用率以及存储成本考虑进来,不仅能够实现自动排产还能够基于瓶颈工序合理进行排产。发明构思,可简述为从目标订单中至少获取待生产胶塞的配方信息、交付期、胶塞量和不同工艺的设备状态信息;并基于配方信息对应的工艺流程确定瓶颈工序,再基于交付期、胶塞量和设备状态信息确定的排产计划约束条件,确定至少一种瓶颈工序的排产计划;然后以每一种瓶颈工序的排产计划为基准点,分别确定工艺流程中瓶颈工序的前置工序和后置工序的排产计划,得到目标订单的至少一种排产方案。
下面结合附图对本申请优选的实施方式作出进一步详细说明。
本申请实施例中,执行主体可以是智能终端,也可以是服务器,可以根据实际需求确定,在此不做具体限定。
医用胶塞的排产策略受医用胶塞的胶塞规格型号、各工序之间的时间间隔以及医用胶塞物料切换时的清场处理时间、客户要求交付期等等诸多因素影响,因此,在进行排产之前,需要获得相应的生产订单数据以及现场实际生产情况等等。
具体实施中,通过现有的企业资源计划(Enterprise Resource Planning,ERP)系统中的应用程序接口(Application Programming Interface,API)获得多个原始订单,其中,每个原始订单中包含待生产胶塞的配方信息、待生产胶塞量以及对应的交付期等。
本申请实施例中,为了便于对排产方法进行描述,仅以针对目标订单为例展开介绍,对其他订单的排产方法与此相同,在此不再赘述。
本申请实施例中的目标订单可以是原始订单。在另一些实施例中对相同或相近的多个原始订单整合得到目标订单,以提升排产效率。具体的,可以采用如下操作获得目标订单:
步骤1)获取包含待生产胶塞的配方信息的多个原始订单,其中配方信息包括胶塞型号和/或配方号。
步骤2)将多个原始订单中该配方信息的订单信息整合到一个订单中,得到目标订单。
可选的,之所以根据待生产胶塞的胶塞型号进行整合,是因为具有相同胶塞型号需求的原始订单往往工艺流程是一致的,基于胶塞型号的整合方式能够实现对同一工艺流程排产的合并处理,从而提高排产效率。
可选的,之所以根据待生产胶塞的配方号进行整合,是因为相同配方号需求的原始订单往往配料和配比是一致的,基于配方号的整合方式能够实现对同一配方号对应的相同工序排产的合并处理,从而减少切换生产不同配方号的配料时,造成的清场时间,从而提高排产效率。
可选的,之所以根据待生产胶塞的胶塞型号和配方号进行整合,是因为具有相同胶塞型号的第一原始订单和具有相同配方号需求的第二原始订单,可以看做是具有不同交付期的一个订单,基于胶塞型号和配方号的整合方式能够实现合理安排同一工艺流程排产方案,进一步减少配方号切换所造成的清场时间,从而获得更优的排产效率。
在获得目标订单之后,参阅图1所示,本申请实施例中,对待生产胶塞进行排产的具体流程如下:
步骤100:从目标订单中获取待生产胶塞的关联信息,关联信息至少包含待生产胶塞的配方信息、交付期、胶塞量和不同工艺的设备状态信息。
具体实施中,基于目标订单中包含的订单信息,可以至少获得待生产胶塞的配方信息、交付期、胶塞量和不同工艺的设备状态信息,以便基于上述信息,确定对应的排产方案。
步骤110:获取配方信息对应的工艺流程。
基于生产制造业生产特点,一种配方信息对应一种工艺流程,那么,在执行步骤100之后,可以基于步骤100获得的待生产胶塞的配方信息,匹配到对应的工艺流程。
具体实施中,基于现有的ERP系统中的API接口,通过调用相应的待生产胶塞对应的生产物料清单(Bill of Material,BOM)等数据,可以获得针对待生产胶塞的工艺路线、工艺要求等。
步骤120:确定工艺流程中的瓶颈工序,瓶颈工序为对工艺流程采用的各设备的使用率和仓储成本影响最大的工序。
具体实施中,可以采用如下操作确定工艺流程中的瓶颈工序:
瓶颈工序确定方式一,本申请实施例中提供了量化的瓶颈指标值来衡量不同工序,由此可以筛选出瓶颈工序。实施时,针对每个工序,瓶颈指标值与工序的以下参数均具有正相关关系:工序关联的设备的平均使用率、工序的前置工序生产的半成品的仓储时长、工序的后置工序关联的设备的空闲时长。
得到工艺流程中各工序的瓶颈指标值之后,可以选择工艺流程中瓶颈指标值最大的工序作为瓶颈工序。
本申请实施例中,可以采用如下公式1确定工艺流程中的瓶颈工序:
Max((ρ
其中,ρ
以上数据是基于历史数据的分析得到的,实施时通过现有的ERP系统中的API接口,获得该工艺流程中采用的各个设备的设备使用率,以及与后置工序的生产设备的空闲时长和前置工序完成后仓储时长相关联的历史实验数据,采用瓶颈指标,计算出该工艺流程中的瓶颈工序的瓶颈设备。
基于获得的瓶颈工序的排产计划作为基准点,即从工艺流程中最耗时的工序开始进行排产,可以获得更为高效的排产计划,正是由于基于最耗时的工序确定的排产方案,可以实现在提高设备利用率和生产效率的基础上,做到提高排产效率的目的。
步骤130:基于交付期、胶塞量和设备状态信息,确定排产计划约束条件,并基于排产计划约束条件,确定至少一种瓶颈工序的排产计划。
本申请实施例中,可以基于目标订单中待生产胶塞的交付期、胶塞量,以及与待生产胶塞相关联的设备状态信息,确定针对目标订单的排产计划约束条件。
本申请实施例中,排产计划约束条件包含但不限于如下内容:
1)待生产胶塞的交付期,如目标订单的交付期为2020年6月7日,则为了可以按期交货,或者提前交货,需要将交付期作为排产计划约束条件,基于交付期进行合理排产,从而做到按期交付。
2)待生产胶塞的胶塞量,如目标订单的胶塞量为500个。
3)与待生产胶塞相关联的设备状态信息包含但不限于如下内容:
(1)与待生产胶塞相关联的瓶颈工序的瓶颈设备的数量。
(2)瓶颈设备中有几台瓶颈设备用于生产该待生产胶塞。
(3)用于生产该待生产胶塞的几台瓶颈设备各自的使用率等,如瓶颈设备是否当前处于饱和状态等。
具体实施中,可以通过物联网技术、边缘计算技术等,获得工艺流程中各工序的各设备关联度的设备信息,其中,每个设备信息至少包括该设备的种类以及数量,如以硫化设备为例,硫化设备归属与硫化工序,一共有5台。
在另一些实施例中,排产约束条件还可以包括待生产胶塞所需物料的库存信息,如待生产胶塞所需物料,如炭黑的库存量等。
实际应用中,通常通过多个订单包含的订单信息和车间现场的实际生产情况,获得对胶塞进行排产所需要的基础数据,由于订单信息存在着实时变更性,车间生产情况受所需物料的库存量、车间人员及设备健康状态等因素的影响,相关技术下制定的排产方式,未能将实时变动的订单数据、实时变动的物料的库存量以及人员和设备的工作状态等因素考虑进去,本申请实施例中,排产计划约束条件中可以将上述对排产计划有影响的诸多因素也考虑进去,不仅能够实现自动排产,还能够基于瓶颈工序合理进行排产,根据订单信息和车间生产情况适时调整排产方案,以获得更为合理、高效的排产方案。
步骤140:分别以每一种瓶颈工序的排产计划为基准点,分别确定工艺流程中瓶颈工序的前置工序和后置工序的排产计划,得到目标订单的至少一种排产方案。
本申请实施例中,基于上述对目标订单进行的排产,可以获得针对目标订单的至少一个排产方案,同理,对于其他订单,可以采用同样的方法获得针对其他订单的至少一个排产本申请实施例方案。
本申请实施例中,参阅图2所示,在得到目标订单的至少一种排产方案之后,还可以对目标订单的每种排产方案分别执行如下操作:
步骤200:将目标订单的排产方案与其他订单的排产方案进行比较,获取排产时间冲突的相同工序。
例如,以目标订单的排产方案中硫化工序的生产时间区间为2020年3月5日~2020年3月7日,以及其他订单中硫化工序的生产时间区间为2020年3月6日~2020年3月12日。
由于2020年3月6日~2020年3月7日之间,目标订单的排产方案和其他订单的排产方案中均安排了硫化工序进行生产,即硫化工序被同时安排在生产目标订单和其他订单中,那么,获得排产时间冲突的相同工序为硫化工序。
步骤210:对相同工序关联的设备进行分组处理,得到目标订单的排产方案中相同工序的设备分组。
步骤220:采用设备分组的设备状态,调整目标订单的排产方案。
基于上述调整后,可以针对目标订单获得相应的排产方案,同理也可以获得针对其他订单的排产方案。由此,目标订单和其他订单的整体的排产计划可能并不唯一,为了选择出合理的排产计划,本申请实施例中提供了成本评估方法来评估不同排产计划的合理性。
本申请实施例中,参阅图3所示,提供一种择优的选择方法,具体的,采用如下步骤获得目标订单和其他订单的最终排产方案:
步骤300:获取目标订单的排产方案和其他订单的排产方案的多个组合结果,其中,每个组合结果中均包括目标订单和其他订单中各订单的一种排产方案。
具体实施中,针对目标订单的排产方案,可以将交付期作为最后一个工序的完成时间,也可以将交付期的前一天、前二天等等作为目标订单对应的最后一个工序的完成时间,这样,可以针对目标订单获得多个排产方案,同理,针对其他订单的排产方案,可以将交付期作为最后一个工序的完成时间,也可以将交付期的前一天、前二天等等作为目标订单对应的最后一个工序的完成时间,这样,针对其他订单也可以获得多个排产方案,那么,针对目标订单的排产方案和其他订单的排产方案,根据数学中的组合运算,可以获得针对目标订单和其他订单的多个组合结果。
步骤310:基于成本评估方法,对多个组合结果分别进行成本评估,得到多个组合结果分别对应的成本。
具体实施中,针对每个组合结果,组合结果的成本与以下成本影响因子具有正相关关系:
成本影响因子包括但不限于:组合结果所需的清场时长和/或组合结果中各工序的仓储成本。
本申请实施例中,可以采用如下公式记为,成本评估指标),对上述获得目标订单的排产方案和其他订单的排产方案的多个组合结果进行成本评估:
1)清场工时总和
其中,t
由于胶塞生产的特点是多品种小批量,不同的药需要对应不同的胶塞,混塞是行业大忌,在不同配方之间需要清场工作,那么,上述清场工时总和越小越好。
2)半成品与成品仓储总时长
其中,ω
3)结合清场总工时和半成品与成品仓储总时长
其中,t
可选的,在对上述多个组合结果进行评估时,采用多线程评估并行处理方式,避免了基于传统遍历处理方式而带来的效率低的问题。
步骤330:基于多个组合结果分别对应的成本,筛选出目标组合结果作为目标订单和其他订单的最终排产方案。
具体实施中,可以通过预先设置进行成本评估次数的方式,来提高筛选速度,从而更快地获得满足自身需要的目标订单和其他订单的最终排产方案。
下面采用具体的举例对上述实施例做出进一步详细说明。
实施例一:针对目标订单中的待生产胶塞的配方信息中的胶塞型号进行整合。
例如,以医用胶塞制造商A为例。
通过API接口获得多个原始订单。
假设医用胶塞制造商A现有的ERP系统有六个原始订单,如下表所示:
基于获得的上述六个原始订单,通过现有的ERP系统中的API接口,获得上述六个原始订单各自对应的工艺流程。
基于获得的工艺流程,将上述六个原始订单中具有相似工艺流程的原始订单归为一个分组,
假设第一订单、第二订单、第三订单、第四订单和第六订单具有相似工艺流程,且工艺流程均对应7个生产工序,依次为配料工序、炼胶工序、预成型工序、硫化工序、冲切工序、检验工序、包装工序,则获得如下分组情况:
针对分组一,按照待生产胶塞的胶塞型号对分组一进行整合,获得如下子分组情况:
然后,通过物联网技术、边缘计算技术等,获得各个工序关联的各设备的设备信息,其中,每个设备信息至少包括设备的种类以及数量。
由于分组一中涉及的原始订单对应的工艺流程是相同的,那么,可以仅针对子分组一(第一个订单)对应的待生产胶塞的胶塞型号对应的工艺流程,确定该工艺流程中的瓶颈工序。
具体的,针对子分组一(第一个订单),通过现有的ERP系统中的API接口,获得子分组一(第一个订单)中医用胶塞型号A的上述7个生产工序关联的各个生产设备的设备使用率,以及与后置工序的生产设备的空闲时长和前置工序完成后仓储时长相关联的历史实验数据。
具体的,针对配料工序,假设配料工序关联的生产设备有:配料机1(2台)、配料机2(4台)和配料机3(6台),对应的配料机1的设备使用率为50%,配料机2的设备使用率为30%,配料机3的设备使用率为70%,那么,配料工序所有设备的平均使用率为
同理,可以得到炼胶工序、预成型工序、硫化工序、冲切工序、检验工序、包装工序所有设备的平均使用率。
又假设炼胶工序所有设备的平均使用率为ρ
假设获得历史实验数据如下表:
在本申请实施例中,采用如下公式一确定生产产品医用胶塞A对应的工艺流程中的瓶颈工序:
Max((ρ
其中,ρ
即,获得下表:
从而确定分组一中子分组一(第一个订单)对应的工艺流程中的瓶颈设备为硫化设备,那么,该工艺流程中的瓶颈工序是硫化设备执行的工序。
参阅图4A所示,假设目标订单为分组一中子分组一(第一个订单)。
那么,从目标订单中获取的待生产胶塞的胶塞型号为胶塞型号A,则该胶塞型号A对应的工艺流程中的瓶颈工序是硫化工序。
又假设针对分组一中子分组一(第一个订单),支持瓶颈工序的瓶颈设备的使用情况为可用硫化设备为5台,所需物料的库存信息为充足。
又假设将交付期作为最后一个工序的完成时间。
则基于分组一中子分组一(第一个订单)的交付期,以硫化设备执行的硫化工序的排产计划为基准点,确定该硫化设备执行的硫化工序生产出500个医用胶塞对应的半成品需要的绝对时间(如,5天),然后,再基于工艺流程,向硫化工序的前置工序(依次为预成型工序、炼胶工序、配料工序)进行延伸,以及向硫化工序的后置工序(依次为冲切工序、检验工序、包装工序)进行延伸,从而获得完成子分组一(第一订单)所需要的绝对时间,记为S11,如S11为20天。
可选的,在计算生产100个医用胶塞A所需要的绝对时间的过程中,考虑了半成品的仓储时间。
基于上述对目标订单进行的排产,同样,对其他订单进行排产,如分组一中的子分组二(第二订单和第六订单)、子分组三(第三订单)、子分组四(第四订单)。
由于与子分组一(第一个订单)具有相似的工艺流程,那么,确定的瓶颈设备也是一样,即同为硫化设备,那么,采用上述确定绝对时间的方法,同样将交付期作为最后一个工序的完成时间,可以依次确定子分组二(第二订单和第六订单)、子分组三(第三订单)、子分组四(第四订单)各自的绝对时间,记为S12、S13、S14、S15。
针对分组二中第五个订单,采用上述方法,首先确定分组二中第五个订单对应的工艺流程中的瓶颈设备,然后,确定工艺流程中的瓶颈工序,再基于排产计划约束条件,以及将交付期作为最后一个工序的完成时间,以瓶颈工序的排产计划为基准点,分别确定该工艺流程中该瓶颈工序的前置工序和后置工序的各自的排产计划,从而获得完成分组二(第五个订单)所需要的绝对时间,记为S21。
那么,就获得了上述每个原始订单各自对应的绝对时间,假设分别获得的绝对时间如下表:
然后,基于上述六个原始订单的交付期,在时间轴上,将S11、S12、S13、S14、S15、S21进行排布,排布情况包含但不限于如下几种情况:
1)参阅图4B所示,假设S11、S12、S13、S14、S15、S21不存在重叠区域。
那么,可以基于各个原始订单的交付期,在时间轴上,依次排布,确定各个原始订单中第一个工序的何时开始生产时,可以在规定交货期前全部生产完成。确定的针对目标订单和其他订单的一种排产计划(以交付期为基准)如下表:
2)参阅图4C所示,假设S11、S12、S13、S14、S15、S21在时间轴上排布时,存在重叠区域,以及S11和S12出现重叠。
又假设S11和S12出现时间上冲突所对应的工序为硫化工序,对应的硫化设备一共为5台。
那么,将硫化工序中硫化设备进行分配,如将3台用于生产分组一中的子分组一(第二个订单和第六个订单),将2台用于生产分组一中子分组二(第二个订单和第六个订单),即,基于硫化工序的硫化设备的使用情况,调整目标订单的排产方案,获得新的排产计划(仍将交付期作为最后一个工序的完成时间),即重新确定S11和S12各自对应的配料工序的开始生产时间,获得的新的排产方案对应的绝对时间为S11’,相应的针对分组一中的子分组一(第二个订单和第六个订单)中的第二个订单的绝对时间为S12’。
此时,获得可以基于目标订单和其他订单的交付期,在时间轴上,依次排布,确定目标订单和其他订单中第一个工序的何时开始生产时,可以在规定交货期前全部生产完成。确定的针对目标订单和其他订单的一种排产计划如下表:
可选的,在上述情况下,可以针对目标订单和其他订单中待生产胶塞量的多少,作为硫化设备的分配原则,即待生产胶塞量多时分配较多的硫化设备去生产对应订单;也可以基于设备的加工能力不同,对硫化设备进行分配。
实际应用中,还可以存在多种方案解决当前冲突问题,本申请实施例中,不做具体限定。
基于上述方法,可以获得针对目标订单和其他订单的至少一种排产计划,其中,在制定针对目标订单的至少一种排产计划时,可以将交付期作为最后一个工序的完成时间,也可以将交付期的前一天、前二天等等作为目标订单对应的最后一个工序的完成时间,那么,可以获得针对该目标订单的排产方案和其他订单的排产方案的多个组合结果,其中,每个组合结果中均包括目标订单和其他订单中各订单的一种排产方案。
可以基于成本评估指标,对获得的该目标订单的排产方案和其他订单的排产方案的多个组合结果进行成本评估,从而确定最终排产方案。
实施例二:针对目标订单中的待生产胶塞的配方信息中的配方号、胶塞型号和配方号进行整合。
例如,仍以医用胶塞制造商A为例。
假设获得六个原始订单如下表所示:
那么,在获得上述六个订单之后,通过匹配工艺流程,先对六个原始订单中的胶塞型号和配方号进行整合,即将采用同一配方号的原始订单整合到一起,基于医用胶塞的工艺要求,不同的医用胶塞自预成型工序和硫化工序之后出现不同的,那么,在进行排产时,为了减少清场作业工时,可以将同配方号的原始订单的相同工序安排在一起进行排产。具体的,基于上述分组原则,获得的分组情况如下:
然后,通过物联网技术、边缘计算技术等,获得各个工序关联的各设备的设备信息,其中,每个设备信息至少包括生产设备的种类以及各自数量。
仍假设第一订单、第二订单、第三订单、第四订单和第六订单具有相似工艺流程,且工艺流程对应7个生产工序,依次为配料工序、炼胶工序、预成型工序、硫化工序、冲切工序、检验工序、包装工序。
需要说明的是,上表中分组三’是将具有相同胶塞型号和同一配方号的原始订单进行整合后获得的,针对分组三’,需要对获得的多个原始订单先按照相同的胶塞型号进行整合,然后,再按照同一配方号进行整合是将具有同一配方号的原始订单进行整合后获得的;针对分组四’,可以直接从多个原始订单中,按照同一配方号进行整合,而不必考虑所各自关联的工艺流程是否相同或相近。
同理,采用针对实施例一确定瓶颈设备的方法,确定分组三’(记为,目标订单)对应的瓶颈设备仍为硫化设备。那么,该工艺流程中的瓶颈工序是硫化设备执行的工序。
基于分组三’的交付期,以硫化设备执行的硫化工序的排产计划为基准点,确定该硫化设备执行的硫化工序生产出600个医用胶塞B对应的半成品需要的绝对时间(如,6天),然后,再基于工艺流程,向硫化工序的前置工序(依次为预成型工序、炼胶工序、配料工序)进行延伸,向硫化工序的后置工序(依次为冲切工序、检验工序、包装工序)进行延伸,并根据工艺流程,将第二个订单和第三个订单中预成型工序之前的工序合并,计算得到相应的绝对时间1,记为S3-1;然后,再计算出分组三’中第二个订单关联的预成型工序以及之后的工序的绝对时间2,记为S31-2,第三个订单关联的预成型工序以及之后的工序的绝对时间2,记为S32-2。
关于分组一’和分组二’可以采用实施例一中的方法,首先确定瓶颈设备,然后,确定各自对应的绝对时间为S11、S12。
针对分组四’,第六个订单的瓶颈设备为硫化工序,假设采用上述确定瓶颈设备的方法,确定第五个订单的瓶颈设备为预成型工序,那么,可以采用针对分组三’的方法,确定对应的预成型工序之前的工序合并,计算得到相应的绝对时间1,记为S4-1,确定分组四’中第六个订单关联的预成型工序以及之后的工序的绝对时间2,记为S41-2,第三个订单关联的预成型工序以及之后的工序的绝对时间2,记为S42-2。
然后,基于上述六个原始订单的交付期,在时间轴上,将S11,S12,S3-1~S31-2、S32-2,S4-1~S41-2、S42-2进行排布,如遇重叠,同样采用对相同工序关联的设备进行分配处理的方式,确定针对目标订单和其他订单的至少一种排产计划,其中,在制定针对目标订单的至少一种排产计划时,可以将交货期作为最后一个工序的完成时间(本具体实施例中采用此为排产计划基准进行介绍),也可以将交货期的前一天、前二天等等作为目标订单和其他订单对应的最后一个工序的完成时间,那么,可以获得针对该目标订单的排产方案和其他订单的排产方案的多个组合结果,其中,每个组合结果中均包括目标订单和其他订单中各订单的一种排产方案。
同样,在确定针对目标订单和其他订单的至少一种排产计划之后,可以基于成本评估指标,对获得的该目标订单的排产方案和其他订单的排产方案的多个组合结果进行成本评估,从而确定最终排产方案。
基于同一发明构思,参阅图5所示,本申请实施例提供一种胶塞排产的装置,包括:
获取单元501,用于从目标订单中获取待生产胶塞的关联信息,所述关联信息至少包含所述待生产胶塞的配方信息、交付期、胶塞量和不同工艺的设备状态信息;
第一确定单元502,用于获取所述配方信息对应的工艺流程,并确定所述工艺流程中的瓶颈工序,所述瓶颈工序为对所述工艺流程采用的各设备的使用率和仓储成本影响最大的工序;
第二确定单元503,用于基于所述交付期、所述胶塞量和所述设备状态信息,确定所述待生产胶塞的排产计划约束条件,并基于所述排产计划约束条件,确定至少一种所述瓶颈工序的排产计划;
第三确定单元504,用于分别以每一种所述瓶颈工序的排产计划为基准点,分别确定所述工艺流程中所述瓶颈工序的前置工序和后置工序的排产计划,得到所述目标订单的至少一种排产方案。
可选的,所述确定所述工艺流程中的瓶颈工序,所述第一确定单元502用于:
确定所述工艺流程中各工序分别对应的瓶颈指标值,其中,针对每个所述工序,所述瓶颈指标值与所述工序的以下参数均具有正相关关系:所述工序关联的设备的平均使用率、所述工序的前置工序生产的半成品的仓储时长、所述工序的后置工序关联的设备的空闲时长;
选择所述工艺流程中所述瓶颈指标值最大的工序作为所述瓶颈工序。
可选的,所述目标订单为整合后的订单,所述从目标订单中获取待生产胶塞的关联信息之前,所述获取单元501还用于:
获取包含所述配方信息的多个原始订单,所述配方信息包括胶塞型号和/或配方号;
将所述多个原始订单中所述配方信息的订单信息整合到一个订单中,得到所述目标订单。
可选的,所述排产计划约束条件还包括:
所述待生产胶塞所需物料的库存信息。
可选的,所述得到所述目标订单的至少一种排产方案之后,所述第三确定单元504还用于:
对所述目标订单的每种排产方案分别执行:
将所述目标订单的排产方案与其他订单的排产方案进行比较,获取排产时间冲突的相同工序;
对所述相同工序关联的设备进行分组处理,得到所述目标订单的排产方案中所述相同工序的设备分组;
采用所述设备分组的设备状态,调整所述目标订单的排产方案。
可选的,所述得到所述目标订单的至少一种排产方案之后,所述第三确定单元504还用于:
获取所述目标订单的排产方案和其他订单的排产方案的多个组合结果,其中,每个所述组合结果中均包括所述目标订单和所述其他订单中各订单的一种排产方案;
基于成本评估方法,对所述多个组合结果分别进行成本评估,得到所述多个组合结果分别对应的成本;
基于所述多个组合结果分别对应的成本,筛选出目标组合结果作为所述目标订单和所述其他订单的最终排产方案。
可选的,针对每个所述组合结果,所述组合结果的成本与以下成本影响因子具有正相关关系:
所述组合结果所需的清场时长和/或所述组合结果中各工序的仓储成本。
基于同一发明构思,参阅图6所示,本申请实施例提供一种计算机设备,包括:
存储器601,用于存储可执行指令;
处理器602,用于读取并执行存储器601中存储的可执行指令,以实现上述各个实施例中介绍的任意一种方法。
基于同一发明构思,本申请实施例提供一种计算机可读存储介质,当所述计算机可读存储介质中的指令由处理器执行时,使得所述处理器能够执行上述各个实施例中介绍的任意一种方法。
综上所述,本申请实施例中,从目标订单中获取待生产胶塞的关联信息,关联信息至少包含待生产胶塞的配方信息、交付期、胶塞量和不同工艺的设备状态信息;并基于配方信息对应的工艺流程确定瓶颈工序,再基于交付期、胶塞量和设备状态信息确定的排产计划约束条件,确定至少一种瓶颈工序的排产计划;然后,以每一种瓶颈工序的排产计划为基准点,分别确定工艺流程中瓶颈工序的前置工序和后置工序的排产计划,得到目标订单的至少一种排产方案,这样,可以基于获得待生产胶塞的配方信息,确定相应的工艺流程中的瓶颈工序,然后,将瓶颈工序的排产计划作为基准点,即从工艺流程中最耗时的工序开始进行排产,从而可以获得更为高效的排产方案,由于基于最耗时的工序确定的排产方案,可以实现在提高设备利用率和生产效率的基础上,做到提高排产效率的目的。
另外,在排产过程中,可以基于订单中医用胶塞的具体的胶塞型号和配方号,先对上述原始订单进行整合,然后,在基于各自对应的瓶颈设备获得至少一种排产计划,再通过成本评估指标对目标订单的排产方案和其他订单的排产方案的多个组合结果进行成本评估,从而获得最终排产方案。
本领域内的技术人员应明白,本申请的实施例可提供为方法、系统、或计算机程序产品。因此,本申请可采用完全硬件实施例、完全软件实施例、或结合软件和硬件方面的实施例的形式。而且,本申请可采用在一个或多个其中包含有计算机可用程序代码的计算机可用存储介质(包括但不限于磁盘存储器、CD-ROM、光学存储器等)上实施的计算机程序产品的形式。
本申请是参照根据本申请的方法、设备(系统)、和计算机程序产品的流程图和/或方框图来描述的。应理解可由计算机程序指令实现流程图和/或方框图中的每一流程和/或方框、以及流程图和/或方框图中的流程和/或方框的结合。可提供这些计算机程序指令到通用计算机、专用计算机、嵌入式处理机或其他可编程数据处理设备的处理器以产生一个机器,使得通过计算机或其他可编程数据处理设备的处理器执行的指令产生用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的装置。
这些计算机程序指令也可存储在能引导计算机或其他可编程数据处理设备以特定方式工作的计算机可读存储器中,使得存储在该计算机可读存储器中的指令产生包括指令装置的制造品,该指令装置实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能。
这些计算机程序指令也可装载到计算机或其他可编程数据处理设备上,使得在计算机或其他可编程设备上执行一系列操作步骤以产生计算机实现的处理,从而在计算机或其他可编程设备上执行的指令提供用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的步骤。
显然,本领域的技术人员可以对本申请进行各种改动和变型而不脱离本申请的精神和范围。这样,倘若本申请的这些修改和变型属于本申请权利要求及其等同技术的范围之内,则本申请也意图包含这些改动和变型在内。
- 一种胶塞排产方法及装置
- 一种胶塞加塞进塞拨轮装置及一种胶塞加塞方法