一种在线测量捻距并依此评估钢丝绳健康状态的方法
文献发布时间:2023-06-19 11:16:08
技术领域
本发明属于钢丝绳捻距测量技术领域,更为具体地讲,涉及一种在线测量捻距并依此评估钢丝绳健康状态的方法。
背景技术
捻距是钢丝绳制造的一个重要工艺参数,也是钢丝绳的一项重要工艺指标和检测指标。钢丝绳制造时的收线速度不稳定、早捻、捻距不均等,使用过程中,悬吊重物旋转导致加捻减捻现象、灯笼形、纽结、股丝松散、磨损、锈蚀和变形等损伤,都会导致钢丝绳不同部位的捻距变化。钢丝绳捻距不均匀、偏离设计捻距,会导致钢丝绳受力载荷分布不均匀,绳中各股承受拉力不同,使钢丝绳性能退化,大大缩短钢丝绳剩余寿命,造成钢丝绳提前报废。
目前国内缺乏统一的针对钢丝绳捻距检测的标准。但在国家标准《GBT 5972-2016起重机钢丝绳保养维护检验和报废》中,说明了钢丝绳报废标准中畸形和损伤大类损伤会导致钢丝绳捻距变化,如笼状畸形、绳股突出或扭曲、纽结、折弯等损伤类型。其中明确指出:“扭结使钢丝绳捻距不均,导致过度磨损,严重的扭曲会使钢丝绳强度大幅降低”。规定了:“发生扭结的钢丝绳应立即报废”的报废标准。这些标准明确了检测钢丝绳捻距的必要性。然而捻距作为钢丝绳重要的结构参数,捻距变化影响远不止表现在钢丝绳畸形和损伤,它影响了承载时绳内载荷分布,由此加速了钢丝绳使用寿命的消耗。然而现今钢丝绳无损检测装置主要针对钢丝绳表面局部损伤和金属横截面损失,无法同时进行捻距检测。
目前测量钢丝绳捻距手段有人工使用游标卡尺测量,或者使用白纸拓印钢丝绳表面纹理,测量拓印的纹理实现捻距测量,这种两种方法效率低下,难以开展大规模应用。另一种手段是使用相机对钢丝绳表面拍照,再使用基于机器视觉算法测量捻距,这种方法虽可实现整根钢丝绳无损检测,却极易受钢丝绳表面附着的油污干扰,造成测量结果不准确甚至检测不到真实有效的捻距数据。
发明内容
本发明的目的在于克服现有技术的不足,提供一种在线测量捻距并依此评估钢丝绳健康状态的方法,在线且自动地测量钢丝绳捻距,并以此判断钢丝绳健康状态。
为实现上述发明目的,本发明一种在线测量捻距并依此评估钢丝绳健康状态的方法,其特征在于,包括以下步骤:
(1)、安装旋转编码器并初始化;
固定旋转编码器的安装位置,并设置旋转编码器的等空间采样率f
(2)、采集钢丝绳自检模式的漏磁信号;
首次运行钢丝绳全程一个往返周期,并使用M路霍尔传感器以等空间采样率f
(3)、根据钢丝绳自检模式的漏磁信号估计有效捻距函数;
(3.1)、对
利用多维变分模态分解算法对
(3.2)、获得最优选股波信号;
计算
再将上述特征值代入股波强度表征函数 f(RMS,C,Kutrosis)=a
(3.3)、对最优选股波信号加窗;
对
(3.4)、傅立叶变换;
分别对加窗后的
(3.5)、计算重分配器;
利用初始重分配器分别为时频图
迭代计算重分配器
(3.6)、利用重分配器对
将
(3.7)、使用贪婪算法搜索瞬时股波频率函数;
先设置前后向加窗的贪婪算法的前后向窗口长度,再在高分辨率的时频图
(3.8)、获取钢丝绳正向检测时的捻距函数为
(3.9)、同理,按照步骤(3.1)~(3.8)所述方法根据钢丝绳自检模式的漏磁信号
(3.10)、获取钢丝绳自检模式的有效捻距函数H
将捻距函数
将
若ε
(4)、采集评估模式下钢丝绳漏磁信号;
在钢丝绳工作使用一段时间后,按照步骤(2)所述方法采集钢丝绳评估模式下的漏磁信号,记为
(5)、计算评估模式下钢丝绳的捻距函数;
按照步骤(3)所述方法根据钢丝绳评估模式下的漏磁信号
(6)、计算捻距函数变化的特征值;
(6.1)、计算自检模式下的捻距函数H
(6.2)、计算评估模式下的捻距函数H
(6.3)、对评估模式下的钢丝绳捻距函数H
(6.4)、对加窗捻距序列分别计算健康状态特征值,包括均值、标准差、偏度和峰度;从而得到加窗均值序列
(7)、评估钢丝绳健康状态;
(7.1)、若加窗均值序列变化区间范围
若加窗均值序列
若加窗均值序列
(7.2)、对于初始检测捻距函数H
(7.3)、四个加窗特征值序列:均值
(7.4)、对于不同时间段测量数据H
本发明的发明目的是这样实现的:
本发明为一种在线测量捻距并依此评估钢丝绳健康状态的方法,先安装旋转编码器并初始化,再多次采集钢丝绳的漏磁信号,并通过漏磁信号获取钢丝绳在自检模式和评估模式下的捻距函数,完成钢丝绳捻距的在线测量,最后计算捻距函数变化的特征值,并以此评估钢丝绳当前健康状态,这样在线监测钢丝绳的捻距变化情况,提高钢丝绳使用的安全水平。
同时,本发明一种在线测量捻距并依此评估钢丝绳健康状态的方法还具有以下有益效果:
(1)、本发明仅从漏磁信号自身特性,高精度无损测量钢丝绳捻距,实现钢丝绳捻距在线测量,同时也不改变传统钢丝绳局部性缺陷检测器硬件结构,不增加成本,不改动装置,具有低成本的特点;
(2)、本发明不受钢丝绳与检测器之间的振动噪声和钢丝绳缺陷噪声影响,精确测量钢丝绳捻距,抵抗缺陷噪声和振动噪声强干扰,具有良好的准确性和稳定性;
(3)、本发明自动剔除旋转编码器不稳定工作数据,能够检测到钢丝绳各部分捻距的异常和恶化趋势,同时实现钢丝绳局部和全局健康状态的分析和预判。
附图说明
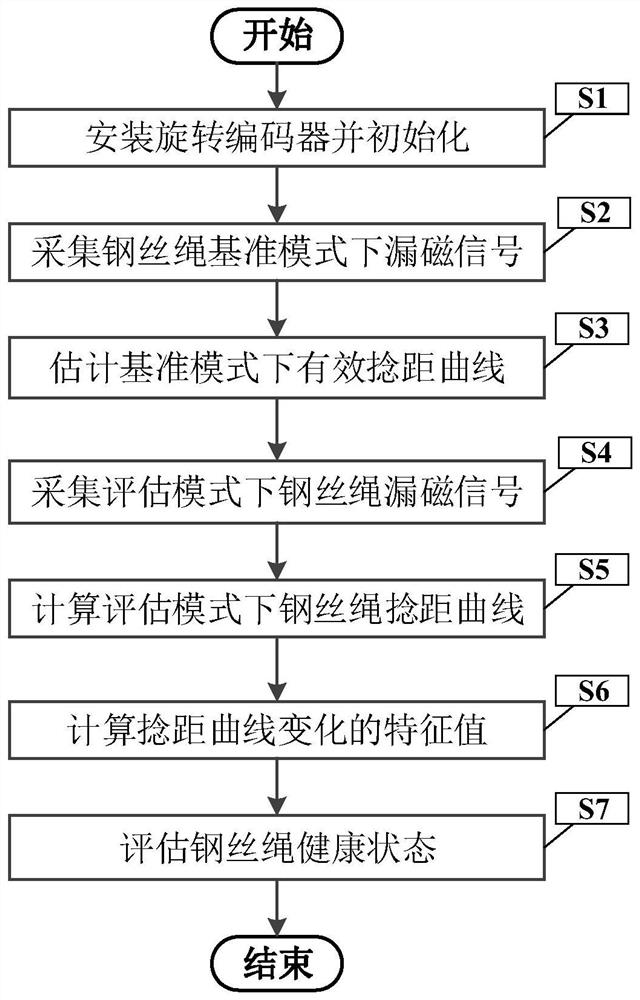
图1是本发明一种在线测量捻距并依此评估钢丝绳健康状态的方法流程图;
图2是钢丝绳漏磁信号测量装置原理图;
图3是旋转编码器安装示意图;
图4是钢丝绳漏磁信号示意图;
图5是钢丝绳捻距和股间隙示意图。
具体实施方式
下面结合附图对本发明的具体实施方式进行描述,以便本领域的技术人员更好地理解本发明。需要特别提醒注意的是,在以下的描述中,当已知功能和设计的详细描述也许会淡化本发明的主要内容时,这些描述在这里将被忽略。
实施例
图1是本发明一种在线测量捻距并依此评估钢丝绳健康状态的方法流程图。
在本实施例中,在本实施例中,如图2所示,本发明基于漏磁信号估计钢丝绳断丝的测量装置,由永磁体、磁轭、钢丝绳组成磁回路,位于检测仪器中间的M=20路霍尔传感器围绕钢丝绳轴心等角度环形排列。如图1所示,本发明一种通过漏磁信号在线测量捻距并依此评估钢丝绳健康状态的方法,包括以下步骤:
S1、安装旋转编码器并初始化;
固定旋转编码器的安装位置,并设置旋转编码器的等空间采样率f
在本实施例中,旋转编码器安装位置直接影响等空间采样脉冲的准确性,如图3所示,在条件允许的情况下,旋转编码器优先安装在钢丝绳天轮、主导轮或定滑轮上,如旋转编码器安装位置1和2,以保证等空间采样的精确性;若条件不允许,则安装在钢丝绳上,如位置3。须注意驱动旋转编码器的摩擦轮与钢丝绳之间纯滚动,无相对滑动,以保证位移信息的准确性,输出精确的等空间采样脉冲。
S2、采集钢丝绳自检模式的漏磁信号;
首次运行钢丝绳全程一个往返周期,并使用20路霍尔传感器以等空间采样率f
S3、根据钢丝绳自检模式的漏磁信号估计有效捻距函数;
S3.1、对
如图4所示,为某钢丝绳部分漏磁信号数据,其中,纵坐标为霍尔传感器输出电压,横坐标为检测距离。图中为20路漏磁信号中的某一路,信号存在明显的非线性趋势项。因此需要对漏磁信号进行去趋势处理,具体过程为:
利用多维变分模态分解算法对
S3.2、获得最优选股波信号;
计算
再将上述特征值代入股波强度表征函数 f(RMS,C,Kutrosis)=a
S3.3、对最优选股波信号加窗;
对
S3.4、傅立叶变换;
分别对加窗后的
S3.5、计算重分配器;
利用初始重分配器分别为时频图
迭代计算重分配器
S3.6、利用重分配器对
将
S3.7、使用贪婪算法搜索瞬时股波频率函数;
先设置前后向加窗的贪婪算法的前后向窗口长度,再在高分辨率的时频图
S3.8、获取钢丝绳正向检测时的捻距函数为
在本实施例中,股间距为瞬时股波频率的倒数,捻距为钢丝绳股数与股间距的乘积,如图5所示,钢丝绳股数为6,捻距为股间隙的6倍。
S3.9、同理,按照步骤S3.1~S3.8所述方法根据钢丝绳自检模式的漏磁信号
S3.10、获取钢丝绳自检模式的有效捻距函数H
将捻距函数
将
若ε
本步骤使用对同一钢丝绳往返两次重复测量,判断重复测量的相对误差,保障测量结果的精确性和稳定性,排除不当操作或者旋转编码器不正常工作的影响;在实施本步骤时,须注意两次测量起点终点位置需相同。
S4、采集评估模式下钢丝绳漏磁信号;
在钢丝绳工作使用一段时间后,按照步骤S2所述方法采集钢丝绳评估模式下的漏磁信号,记为
在本实施例中,在钢丝绳工作使用一段时间后,我们可以采用离线检测和在线检测本例两种方式,其中,离线检测:根据相关生产安全要求,设置固定时间段,每隔固定时间段往返运行钢丝绳全程,采集记录全程数据,如每周固定时间停机采集信号;在线检测:在钢丝绳使用过程中,根据采集到的信号判断钢丝绳是否出现捻距突变或载荷分布不均的情况,若钢丝绳健康状态恶化,增加检测次数,减小检测时间间隔,或者采用持续采集钢丝绳漏磁信号,在线检测和同步分析钢丝绳捻距特征和载荷分布。
S5、计算评估模式下钢丝绳的捻距函数;
按照步骤S3所述方法根据钢丝绳评估模式下的漏磁信号
S6、计算捻距函数变化的特征值;
S6.1、计算自检模式下的捻距函数H
S6.2、计算评估模式下的捻距函数H
S6.3、对评估模式下的钢丝绳捻距函数H
S6.4、对加窗捻距序列分别计算健康状态特征值,包括均值、标准差、偏度和峰度;从而得到加窗均值序列
S7、评估钢丝绳健康状态;
S7.1、若加窗均值序列变化区间范围
若加窗均值序列
若加窗均值序列
然而加捻减捻程度越高,钢丝绳捻距越偏离正常设计捻距,钢丝绳受力载荷分布越不均匀,加速消耗钢丝绳剩余使用寿命;
S7.2、对于初始检测捻距函数H
钢丝绳捻距波动程度越高,承载时钢丝绳各部分受力越不均匀,会造成钢丝绳的提前报废;
S7.3、四个加窗特征值序列:均值
钢丝绳捻距局部突变意味着钢丝绳存在局部性损伤,如灯笼形、纽结、股丝松散、锈蚀和变形等,须根据钢丝绳判断具体损伤类型和严重程度;
S7.4、对于不同时间段检测数据H
在旋转编码器可输出等空间脉冲和检测距离信息时,优先使用旋转编码器测得钢丝绳长度计算捻距平均伸长率,并与由捻距函数均值计算得到钢丝绳捻距平均伸长率核对;在没有选择编码器检测距离信息时,使用捻距函数均值计算钢丝绳捻距平均伸长率。
尽管上面对本发明说明性的具体实施方式进行了描述,以便于本技术领域的技术人员理解本发明,但应该清楚,本发明不限于具体实施方式的范围,对本技术领域的普通技术人员来讲,只要各种变化在所附的权利要求限定和确定的本发明的精神和范围内,这些变化是显而易见的,一切利用本发明构思的发明创造均在保护之列。
- 一种在线测量捻距并依此评估钢丝绳健康状态的方法
- 一种在线测量捻距并依此评估钢丝绳健康状态的方法