一种内置模内注塑天线装置
文献发布时间:2023-06-19 11:17:41
技术领域
本发明注塑模具技术领域,具体涉及一种内置模内注塑天线装置。
背景技术
随着通讯技术的发展,越来越多的产品都增加了无线通讯功能,通讯设备装置越来越多样化随之天线的形式也越来越复杂。天线是一种变换器,它把传输线上传播的导行波,变换成在无界媒介(通常是自由空间)中传播的电磁波,或者进行相反的变换。在无线电设备中用来发射或接收电磁波的部件。无线电通信、广播、电视、雷达、导航、电子对抗、遥感、射电天文等工程系统,凡是利用电磁波来传递信息的,都依靠天线来进行工作。
现有的金属天线在球面壳体上会出现贴合不到位的情况,容易造成表面出现褶皱和破损的情况,容易出现断线以及破损等情况,为此,提出一种内置模内注塑天线装置。
发明内容
本发明所要解决的技术问题在于:如何解决现有金属天线在球面壳体上会出现贴合不到位的情况,容易造成表面出现褶皱和破损的情况,提供了一种内置模内注塑天线装置。
本发明是通过以下技术方案解决上述技术问题的,本发明包括上模仁、下模仁、天线钢片、钢片定位组件、球面定位组件,所述上模仁、所述下模仁上设置有与球面壳体形状匹配的模镶件,所述上模仁、所述下模仁合模时形成模腔,所述天线钢片设置在所述模腔中,所述天线钢片通过所述钢片定位组件实现在所述模腔中的定位工作,通过所述球面定位组件使所述天线钢片的外表面与球面壳体的表面高度平行。
更进一步的,所述钢片定位组件包括设置在所述天线钢片上的多个钢片定位孔、贯穿所述下模仁设置的多个第一定位镶针,所述钢片定位孔与所述第一定位镶针的外形尺寸相匹配,所述钢片定位孔、第一定位镶针的匹配插接。
更进一步的,所述钢片定位孔包括多个第一定位孔、两个第二定位孔,所述第一定位孔开设在天线钢片上,所述第二定位孔分别设置在所述天线钢片的两个馈入端。
更进一步的,所述球面定位组件包括多个成型支撑柱,所述成型支撑柱贯穿所述下模仁设置,与所述天线钢片的下表面接触。
更进一步的,所述成型支撑柱分为两种,一种为圆柱形支撑柱,另一种为方形支撑柱。
更进一步的,所述圆柱形支撑柱、所述方形支撑柱的上端面均为弧形。
更进一步的,所述内置模内注塑天线装置还包括多组T形定位组件,所述T形定位组件设置所述天线钢片与球面壳体结合处的边缘。
更进一步的,所述T形定位组件包括与所述天线钢片一体的T形定位脚、第二定位镶针,所述第二定位镶针贯穿所述下模仁设置,所述T形定位脚上设置有与所述第二定位镶针相匹配的通孔。
本发明相比现有技术具有以下优点:
1)、可以满足球面壳体的一体成型天线,避免了现有的金属天线在球面壳体上会出现贴合不到位以及容易造成表面出现褶皱和破损的情况;对比LDS镭雕技术可以减少镭雕和化镀工序,相对比较环保和降低成本;
2)、由本装置制造出的金属天线产品的可靠性比高,提高产品的耐磨性和良好的导通性能,并且不会出现断线以及破损等情况;
3)通过设置钢片定位和固定方式以及受力点,能够保证金属天线产品的成型后没有变形、漏胶、批锋等不良问题点出现。
附图说明
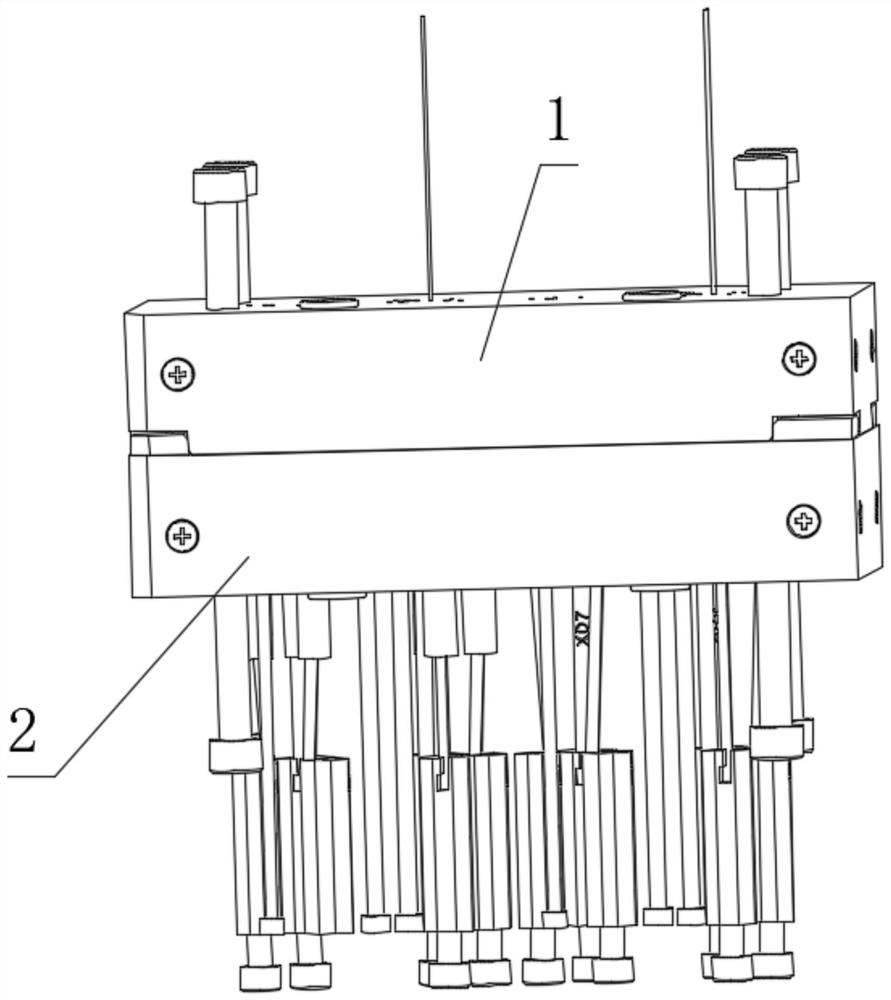
图1是本发明的整体结构示意图;
图2是本发明中下模仁的俯视结构示意图(含天线钢片);
图3是本发明中下模仁的俯视结构示意图(不含天线钢片)。
具体实施方式
下面对本发明的实施例作详细说明,本实施例在以本发明技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本发明的保护范围不限于下述的实施例。
本实施例提供一种技术方案:一种内置模内注塑天线装置,包括上模仁1、下模仁2、天线钢片6、钢片定位组件、球面定位组件、所述上模仁1、所述下模仁2上设置有与球面壳体形状匹配的模镶件,所述上模仁1、所述下模仁2合模时形成模腔,所述天线钢片6设置在所述模腔中,所述天线钢片6通过所述钢片定位组件实现在所述模腔中的定位工作,通过所述球面定位组件使所述天线钢片6的外表面与球面壳体的表面高度平行。该内置模内注塑天线装置,通过钢片定位组件、球面定位组件的设置,可以满足球面壳体的一体成型天线,比起现有的金属天线在球面壳体上会出现贴合不到位的情况,容易造成表面出现褶皱和破损的情况。
在本实施例中,所述钢片定位组件包括设置在所述天线钢片6上的多个钢片定位孔、贯穿所述下模仁2设置的多个第一定位镶针32,所述钢片定位孔与所述第一定位镶针32的外形尺寸相匹配。通过所述钢片定位孔、第一定位镶针32的匹配插接,能够很好地将天线钢片6的位置固定,防止在注塑过程中天线钢片6出现水平移位等现象,保证了天线钢片6水平位置的稳定性。
在本实施例中,所述钢片定位孔包括多个第一定位孔311、两个第二定位孔312,所述第一定位孔311相对均匀地分布在天线钢片6上,所述第二定位孔312分别设置在所述天线钢片6的两个馈入端。通过所述第一定位孔311、所述第二定位孔312的配合,能够实现对整个天线钢片6的水平位置定位功能。
在本实施例中,所述球面定位组件包括多个成型支撑柱,所述成型支撑柱贯穿所述下模仁2设置,使用时与所述天线钢片6的下表面接触,起到支撑作用。
在本实施例中,所述成型支撑柱分为两种,一种为圆柱形支撑柱41,另一种为方形支撑柱42,所述圆柱形支撑柱41、方形支撑柱42均贯穿所述下模仁2设置,所述方形支撑柱42设置在所述天线钢片6的中部下方位置,所述圆柱形支撑柱41均匀均与分布在天线钢片6的整体下方位置。其中,方形支撑柱42起到主要的支撑作用,圆柱形支撑柱41起到辅助支撑作用。通过前面钢片定位组件的固定后,模具上根据金属天线产品弧度的位置,找到均匀的受力点,放置成型顶针(成型支撑柱),使得天线钢片6的外表面和球面壳体(塑胶外壳)的表面高度平行。
在本实施例中,所述圆柱形支撑柱41、所述方形支撑柱42的上端面均为弧形,能够更好地起到保证天线钢片6的外表面和球面壳体(塑胶外壳)的表面高度平行的作用,即竖直位置定位作用。
在本实施例中,所述内置模内注塑天线装置还包括多组T形定位组件,所述T形定位组件设置所述天线钢片6与球面壳体结合处的边缘。
在本实施例中,所述T形定位组件包括与所述天线钢片6一体的T形定位脚51、第二定位镶针52,所述第二定位镶针52贯穿所述下模仁2设置,所述T形定位脚51上设置有与所述第二定位镶针52相匹配的通孔。使用时第二定位镶针52穿过T形定位脚51的通孔,可保证塑胶注塑成型以后天线钢片6两边的T形定位脚51可以很好地被塑胶包裹,保证天线钢片6和塑胶之间的完整结合提高其牢固性。
在本实施例中,需要说明的是,本实施例的上模仁1、下模仁2之间设置有两个成型工位,一次可实现两个金属天线产品的成型。
工作原理:先将天线钢片6放置到下模仁2上,放置时通过钢片定位组件、球面定位组件、T形定位组件实现对天线钢片6的定位工作,然后将下模仁2与上模仁1合模,通过注塑口向模腔内注入熔融的原材料,经过一段时间后,打开模具取出产品即可。
综上所述,该内置模内注塑天线装置,可以满足球面壳体的一体成型天线,避免了现有的金属天线在球面壳体上会出现贴合不到位以及容易造成表面出现褶皱和破损的情况;对比LDS镭雕技术可以减少镭雕和化镀工序,相对比较环保和降低成本;由本装置制造出的金属天线产品的可靠性比高,提高产品的耐磨性和良好的导通性能,并且不会出现断线以及破损等情况;本装置研发主要在解决球面壳体的成型问题点,通过产品球面外观的展平分析,再到模具设计,主要针对钢片定位和固定方式以及受力点,通过模具顶针的支撑,模具的成型时间,压力等关键参数设计,保证产品的成型后没有变形、漏胶、批锋等不良问题点出现。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
- 一种内置模内注塑天线装置
- 一种模内注塑成型方法及模内注塑成型装置