适用于轴瓦的三维抓取机构及方法
文献发布时间:2023-06-19 11:17:41
技术领域
本发明涉及抓取装置领域,具体地,涉及一种适用于轴瓦的三维抓取机构及方法。
背景技术
轴瓦喷涂工艺的技术路线按照先后顺序主要包括:表面清洗、表面处理、预热、喷涂、加热固化等。加工工艺之间涉及到轴瓦的抓取搬运,人工搬运会造成工件加工表面污染甚至产生破坏,所以自动化程度高的喷涂机器人成为喷涂加工工艺的首选。
喷涂机器人主要由机器人本体、计算机及其相应的控制系统组成。目前市场上用于轴瓦自动喷涂的喷涂机器人本体多数使用机械手。机械手自动喷涂机构造价高昂,维护成本高并且维修困难,工作空间有限,系统编程难度大,并且机械手的技术指标与其造价直接相关。
公开号为CN210910018U的专利文献公开了一种轴瓦抓取装置,涉及轴瓦制造领域。目前,轴瓦在生产过程中需要经历不同的工序,而不同的工序之间轴瓦的姿态不同,需要根据对于工序改变姿态,在不同的工序之间一般为人工将轴瓦传递和修正姿态,不但效率交底,并且人工成本高。该实用新型的支架上设有升降机构,所述升降机构上设有抓取机构,所述抓取机构包括至少两个滑动设置在升降机构上的夹持件,夹持件滑动对轴瓦进行夹持,升降机构带动轴瓦移动,使轴瓦运输和姿态修正,相比人工作业不但节省了人工成本,并且作业效率提高。但是该实用新型只能实现Z轴方向的抓取动作,无法在抓取工件时进行灵活移动与分类。
发明内容
针对现有技术中的缺陷,本发明的目的是提供一种适用于轴瓦的三维抓取机构及方法。
根据本发明提供的适用于轴瓦的三维抓取机构,包括支架、执行器、位移机构、驱动装置以及计算机;
所述执行器连接位移机构,位移机构设置在支架上,计算机分别连接支架与执行器,驱动装置连接执行器;
所述执行器包括执行器主体、抓取设备以及牵引链,抓取设备设置在执行器主体上,执行器主体通过牵引链连接位移机构,抓取设备连接驱动装置;
所述抓取设备能够在驱动装置的带动下抓取工件,位移机构能够带动执行器位移。
优选地,所述抓取设备包括执行器抓手、吸盘、摆杆以及执行器转动装置;
所述执行器转动装置连接执行器主体并与牵引链同轴设置,执行器转动装置连接摆杆的一端,摆杆的另一端连接执行器抓手,执行器抓手的内侧设置有一个或多个吸盘,吸盘连接驱动装置;
所述执行器转动装置能够带动摆杆以牵引链为轴转动,,吸盘能够在驱动装置的驱动下抓取工件。
优选地,所述摆杆为一个或多个,执行器抓手与摆杆一一对应连接;
所述执行器抓手的内部设置有转轴,执行器抓手通过转轴与摆杆垂直连接。
优选地,所述执行器抓手上设置有激光传感器;
所述激光传感器能够检测工件的尺寸并把该信息发送至计算机。
优选地,所述执行器转动装置与执行器主体之间设置有陀螺仪稳定器;
所述执行器主体上设置有阻尼动力减震器。
优选地,所述执行器还包括位移调节装置、配重块以及重力传感器;
所述位移调节装置与重力传感器均设置在执行器主体上,位移调节装置连接配重块;
所述重力传感器能够检测执行器的重心变化并将该信息发送至计算机,位移调节装置能够在计算机的控制下改变配重块与执行器主体之间的位置与距离。
优选地,所述位移机构包括第一位移装置、第二位移装置以及牵引装置;
所述第一位移装置、第二位移装置以及牵引装置均设置在支架上,第二位移装置连接牵引装置,牵引装置连接牵引链;
所述支架上设置有相互垂直的轨道和轨道横杠,第一位移装置设置在轨道上,第二位移装置设置在轨道横杠上,轨道横杠连接第一位移装置;
第一位移装置能够带动轨道横杠沿轨道往复运动,第二位移装置能够带动执行器沿轨道横杠往复运动,牵引装置能够带动执行器沿竖直方向往复移动。
优选地,所述支架上设置有摄像头检测器;
所述摄像头检测器能够检测工件的位置并把该信息发送至计算机;
所述驱动装置包括气压装置。
根据本发明提供的适用于轴瓦的三维抓取方法,采用所述的适用于轴瓦的三维抓取机构,包括如下步骤:
步骤1:摄像头检测器工作,检测工件的位置,将工件的位置信息反馈给计算机;
步骤2:计算机接收工件的位置信息并进行处理,计算机控制第一位移装置、第二位移装置以及牵引装置工作,使执行器到达指定位置;
步骤3:计算机控制执行器转动装置工作,使激光传感器朝向工件,激光传感器检测工件的尺寸后将信息反馈给计算机;
步骤4:,计算机接收工件的尺寸信息并进行处理,计算机控制摆杆与执行器抓手转动,使吸盘贴附于工件表面;
步骤5:计算机控制驱动装置工作,使吸盘吸附工件,完成对工件的抓取;
步骤6:重力传感器工作,检测工件的质量,将工件的质量信息反馈给计算机;
步骤7:计算机接收工件的质量信息并进行处理,计算机控制第一位移装置、第二位移装置以及牵引装置工作,使执行器搬运工件到达相应位置,完成对工件的分类。
优选地,所述重力传感器实时检测执行器的重心变化并将该信息发送至计算机;
计算机接收该信息并对其进行处理,计算机控制位移调节装置改变配重块与执行器主体之间的位置与距离,使得执行器的重心保持在执行器的平衡点附近。
与现有技术相比,本发明具有如下的有益效果:
1、本发明结构简单,操作方便,能够实现工件的快速抓取与移动,且结构设计简化可靠,运行稳定,与如今经常使用的机械手相比,具有更大的工作空间与更好的稳定性。
2、本发明采用了通过摄像头检测器与计算机组成了反馈系统的技术手段,能够实现执行器自动抓取工件的效果,提高了自动化程度。
3、本发明采用了通过位移调节装置、配重块以及重力传感器来调整执行器重心的技术手段,能够实时检测执行器的重心位置并对其进行调整,有效减少了执行器重心偏离的情况。
4、本发明采用了激光传感器检测工件尺寸的技术手段,能够使执行器自动调整姿态,以适配的姿态对工件进行抓取,实现了本机构对不同尺寸的工件的适配。
附图说明
通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
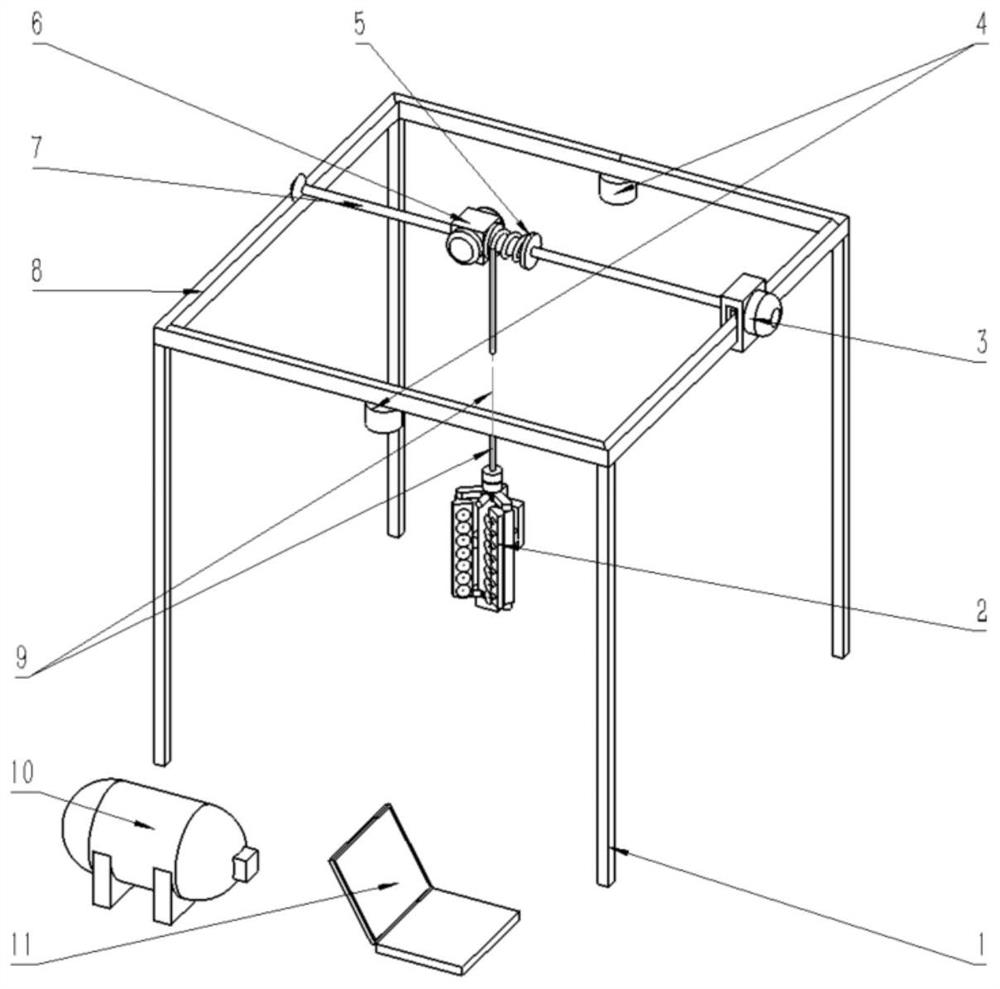
图1为本发明的结构示意图;
图2为本发明的主视结构示意图;
图3为本发明中执行器的结构示意图;
图4为本发明中执行器的侧视结构示意图。
图中示出:
支架1 牵引链9 激光传感器17
执行器2 气压装置10 位移调节装置18
第一位移装置3 计算机11 配重块19
摄像头检测器4 执行器抓手12 阻尼动力减震器20
牵引装置5 吸盘13 执行器主体21
第二位移装置6 摆杆14 重力传感器22
轨道横杠7 执行器转动装置15
轨道8 陀螺仪稳定器16
具体实施方式
下面结合具体实施例对本发明进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变化和改进。这些都属于本发明的保护范围。
在本申请的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本申请和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请的限制。
本发明提供了一种适用于轴瓦的三维抓取机构,如图1、图2所示,包括支架1、执行器2、位移机构、驱动装置以及计算机11;所述执行器2连接位移机构,位移机构设置在支架1上,计算机11分别连接支架1与执行器2,驱动装置连接执行器2;所述执行器2包括执行器主体21、抓取设备以及牵引链9,抓取设备设置在执行器主体21上,执行器主体21通过牵引链9连接位移机构,抓取设备连接驱动装置;所述抓取设备能够在驱动装置的带动下抓取工件,位移机构能够带动执行器2位移。本发明中支架1的尺寸能够根据工况进行改善,因此本发明工作空间能够远大于喷涂机器人。
本发明要解决的技术问题是,针对现有技术存在的缺陷,提供了一种适用于轴瓦的三维抓取机构,实现对不同尺寸的轴瓦在三维空间中的批量抓取并分类,操作简单,结构可靠。
如图3、图4所示,所述抓取设备包括执行器抓手12、吸盘13、摆杆14以及执行器转动装置15;所述执行器转动装置15连接执行器主体21并与牵引链9同轴设置,执行器转动装置15连接摆杆14的一端,摆杆14的另一端连接执行器抓手12,执行器抓手12的内侧设置有一个或多个吸盘13,吸盘13连接驱动装置;所述执行器转动装置15能够带动摆杆14以牵引链9为轴转动,,吸盘13能够在驱动装置的驱动下抓取工件。
所述摆杆14为一个或多个,执行器抓手12与摆杆14一一对应连接;所述执行器抓手12的内部设置有转轴,执行器抓手12通过转轴与摆杆14垂直连接。优选地,一对执行器抓手12通过上下两对摆杆14连接在执行器主体21上,若干个吸盘13固连在执行器抓手12上,由气压装置10进行气体的输送,实现利用气压进行抓取工件的功能。
所述执行器抓手12上设置有激光传感器17;所述激光传感器17能够检测工件的尺寸并把该信息发送至计算机11。通过计算机11的控制调节执行器抓手12与摆杆14实现吸盘13之间的角度与距离的调节以适配于不同尺寸的工件。
所述执行器转动装置15与执行器主体21之间设置有陀螺仪稳定器16;所述执行器主体21上设置有阻尼动力减震器20。所述陀螺仪稳定器16能够使得执行器2在移动过程中保持稳定,阻尼动力减震器20能够有效减少因外部干扰引起的振动。
所述执行器2还包括位移调节装置18、配重块19以及重力传感器22;所述位移调节装置18与重力传感器22均设置在执行器主体21上,位移调节装置18连接配重块19;所述重力传感器22能够检测执行器2的重心变化并将该信息发送至计算机11,位移调节装置18能够在计算机11的控制下改变配重块19与执行器主体21之间的位置与距离,以调节执行器2的重心位置并保证执行器2工作过程中的重心平衡,通过重力传感器22还能够通过检测工件的质量以此计算不同喷涂批次的工件的涂层厚度,计算机11收集并分析数据,控制执行器2自动将喷涂完成的工件进行分类。
所述位移机构包括第一位移装置3、第二位移装置6以及牵引装置5;所述第一位移装置3、第二位移装置6以及牵引装置5均设置在支架1上,第二位移装置6连接牵引装置5,牵引装置5连接牵引链9;所述支架1上设置有相互垂直的轨道8和轨道横杠7,第一位移装置3设置在轨道8上,第二位移装置6设置在轨道横杠7上,轨道横杠7连接第一位移装置3;第一位移装置3能够带动轨道横杠7沿轨道8往复运动,第二位移装置6能够带动执行器2沿轨道横杠7往复运动,牵引装置5能够带动执行器2沿竖直方向往复移动。优选地,牵引链9与牵引装置5固连,牵引装置5与第二位移装置6固连。
所述支架1上设置有摄像头检测器4;所述摄像头检测器能够检测工件的位置并把该信息发送至计算机11;计算机11控制执行器2自动进行抓取动作。优选地,所述驱动装置包括气压装置10。
本发明提供了一种适用于轴瓦的三维抓取方法,采用所述的适用于轴瓦的三维抓取机构,包括如下步骤:
步骤1:摄像头检测器4工作,检测工件的位置,将工件的位置信息反馈给计算机11;
步骤2:计算机11接收工件的位置信息并进行处理,计算机11控制第一位移装置3、第二位移装置6以及牵引装置5工作,使执行器2到达指定位置;
步骤3:计算机11控制执行器转动装置15工作,使激光传感器17朝向工件,激光传感器17检测工件的尺寸后将信息反馈给计算机11;
步骤4:,计算机11接收工件的尺寸信息并进行处理,计算机11控制摆杆14与执行器抓手12转动,使吸盘13贴附于工件表面;
步骤5:计算机11控制驱动装置工作,使吸盘13吸附工件,完成对工件的抓取;
步骤6:重力传感器22工作,检测工件的质量,将工件的质量信息反馈给计算机11;
步骤7:计算机11接收工件的质量信息并进行处理,计算机11控制第一位移装置3、第二位移装置6以及牵引装置5工作,使执行器2搬运工件到达相应位置,完成对工件的分类。步骤7中,根据计算机11中已知工件的质量与激光传感器17检测到的工件尺寸计算涂层的厚度,计算机11将预计工件厚度划分区间并在工作空间内指定相应的存放位置。
在执行步骤1之前,需要先进行安装步骤,所述安装步骤包括:
1)组装执行器部件步骤:在执行器主体21上安装两对摆杆14、陀螺仪稳定器16、激光传感器17、位移调节装置18与配重块19、阻尼动力减震器20、重力传感器22,摆杆14安装之前确定好执行器抓手12的位置,进行摆杆14安装时一并进行安装,然后将吸盘13安装到执行器抓手12上,最后组装执行器转动装置15与牵引链9到执行器主体21上。
2)总体组装步骤:安装好支架1后在支架1相应位置铺设轨道8,在支架1两侧安装摄像头检测器4,将第一位移装置3、牵引装置5、第二位移装置6与轨道横杠7进行配合将其装配到轨道8上,将执行器2通过牵引链9连接到牵引装置5上,连接好计算机11与气压装置10。
在计算机11控制执行器2移动时,重力传感器22实时检测执行器2的重心变化并将该信息发送至计算机11;
计算机11接收该信息并对其进行处理,计算机11控制位移调节装置18改变配重块19与执行器主体21之间的位置与距离,使得执行器2的重心保持在执行器2的平衡点附近。
本发明提出的一种适用于轴瓦的三维抓取机构实现了更大的工作空间,不仅具有自动定位抓取轴瓦的功能,可以适配于不同尺寸的轴瓦,自动检测轴瓦涂层厚度并将轴瓦进行分类,结构设计简化可靠,运行稳定,操作容易。
以上对本发明的具体实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变化或修改,这并不影响本发明的实质内容。在不冲突的情况下,本申请的实施例和实施例中的特征可以任意相互组合。
- 适用于轴瓦的三维抓取机构及方法
- 适用于食用菌菌包的调距抓取机构及上下架机与方法