拱形波纹钢板切边、拼接及成孔装配及系统
文献发布时间:2023-06-19 11:17:41
技术领域
本发明涉及装配式波纹钢地下综合管廊领域,特别涉及一种拱形波纹钢板切边、拼接及成孔装配及系统。
背景技术
本公司发明了有上下左右四块外拱的波纹钢板墙板构成的钢结构方拱形地下综合管廊及公路通道的管件结构,每块波纹钢板是由多块小的波纹钢板单元板片及四周的法兰或者螺栓连接而成。小块的波纹钢板单元板片在轧制过程中,波高、波距存在误差及累计误差,导致拱度很难完全一致,切边时不易掌控精度,拼焊时装配困难、校形困难,加工螺栓孔时难以定位。
发明内容
发明目的:本发明的目的是提出一种拱形波纹钢板切边、拼接及成孔装配,可以使波纹钢板在拼焊过程中保持拱度一致,降低拼焊难度,提高拼焊精度。
本发明的另一目的是提出一种由上述拱形波纹钢板切边、拼接及成孔装配组成的系统,可以连续生产出外拱的波纹钢板墙板。
技术方案:本发明所述的拱形波纹钢板切边、拼接及成孔装配,包括:箱式框架,由多根型钢或梁体构成框架结构;多个支座,并排设置于所述箱式框架的下主梁或者两条下主梁之间的横向次梁上,所述支座的具有可调节高度及角度的支点;多个第一液压杆,与多个所述支座一一对应设置于所述箱式框架的上主梁或两条上主梁之间的横向次梁上。
进一步的,所述上主梁及下主梁均为波纹腹板梁。
本发明所述的拱形波纹钢板切边、拼接及成孔系统,包括多个上述的拱形波纹钢板切边、拼接及成孔装配,其中第一加工装置上设有切割机构,第二加工装置上设有焊接机构,第三加工装置上设有轴向法兰打孔机构,所述第一加工装置、第二加工装置及第三加工装置之间顺次通过水平递送机构连接。
进一步的,所述切割机构包括:切割导轨,设置于沿所述第一加工装置的下主梁方向上的至少一侧,所述切割导轨为拱形且所述切割导轨的拱线与待加工的波纹钢板的设计拱线一致;切割设备,可沿所述切割导轨滑动切割待加工的波纹钢板。
进一步的,所述第二加工装置上还设有对接机构,所述对接机构包括至少两套上标准波形模具及下标准波形模具,所述上标准波形模具设置于所述第二加工装置的上部,所述上标准波形模具包括多个液压杆,所述上标准波形模具可间隔压在波纹钢板的上部,所述下标准波形模具对应设置于所述第二加工装置的下部,所述下标准波形模具包括多个支撑结构,间隔顶在波纹钢板的底部,所述上标准波形模具可以伸缩往复运动。
进一步的,所述焊接机构可沿被加工的两块波纹钢板之间的拼接缝往复运动。
进一步的,所述轴向法兰打孔机构包括:弧形装置,设置于所述第三加工装置的上主梁上,所述弧形装置可相对于所述第三加工装置在垂直方向上往复运动,所述弧形装置的弧度与待加工的波纹钢板的设计外拱的弧度一致;多个液压冲孔机,间隔设置于所述弧形装置上,所述液压冲孔机的加工平面与波纹钢板的轴心方向垂直。
进一步的,所述第三加工装置上还设有整形机构,所述整形机构位于波纹钢板的临近拱角的端部,所述整形机构包括支撑座、多个波纹模座及多个第二液压杆,所述支撑座设置于所述第三加工装置的下横梁上,多个所述波纹模座等间隔设置于支撑座上,多个所述第二液压杆等间隔设置于所述第三加工装置的上横梁上,所述第二液压杆与所述波纹模座相互对应。
进一步的,所述第三加工装置的两侧靠近波纹钢板的拱角端外设有侧边导轨,所述侧边导轨上设有用于加工波纹钢板拱角端的连接结构的冲孔机或法兰焊接机。
进一步的,所述轴向法兰打孔机构、所述整形机构及所述冲孔机或法兰焊接机互不干涉,可以同时工作。
有益效果:与现有技术相比,本发明具有如下优点:
1、可以在框架上设置加工设备。
2、装置通用性强,可适用于多种拱度、多种长度的波纹钢板墙板的加工。
3、效率高,可实现生产线式的连续生产。
4、轴向法兰孔与波纹端面螺栓孔的装配位置精确对应,四个方向的螺栓孔一次性定位,完成加工。
5、零件平移递送,不用翻转,节省工序。
6、各单元板片之间的拼接焊缝可实现单面焊接双面成形。
附图说明
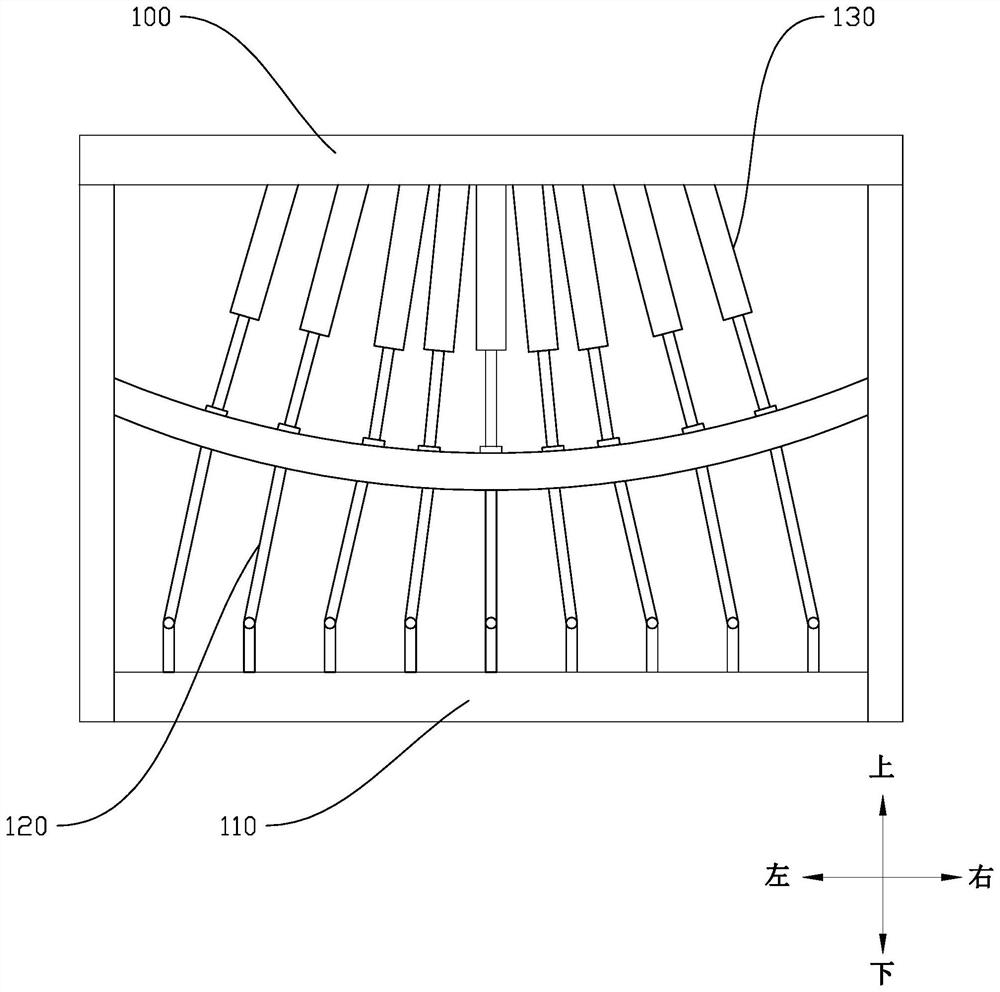
图1为本发明的加工装置的正面结构示意图;
图2为本发明的加工系统的示意图;
图3为本发明的第一加工装置的正面结构示意图;
图4为本发明的第二加工装置的对接机构的结构示意图;
图5为本发明的第三加工装置的正面结构示意图;
图6为本发明的第三加工装置的轴向法兰打孔机构的侧面结构示意图;
图7为本发明的第三加工装置的整形机构的侧面结构示意图。
具体实施方式
下面结合附图对本发明的技术方案作进一步说明。
参照图1,根据本发明实施例的拱形波纹钢板切边、拼接及成孔装配,包括箱式框架、多个支座120及多个第一液压杆130。其中箱式框架为由多根型钢或者梁体拼接而成的框架结构。多个支座120并排设置于箱式框架的下主梁110上,每个支座120具有可调节角度及高度的支点。箱式框架的上主梁100上与多个支座120相对应的设有多个第一液压杆130。
根据上述技术方案的拱形波纹钢板切边、拼接及成孔装配,通过调整支座120的支点的高度及角度,使支座120的支点之间的连线与需要的波纹钢板墙板的外拱的拱线一致,再将波纹钢板单元板片送入到箱式框架的上主梁100及下主梁110之间,使波纹钢板单元板片的波纹方向与上主梁100或者下主梁110方向一致并由支座120支撑,再启动第一液压杆130,即可将波纹钢板单元板片压制成所需要的拱度。装置通用性强,可以在箱式框架上安装自动焊接设备或者自动切割设备210,实现对波纹钢板单元板片的切割及拼接等操作,形成适用于多种拱度及长度的波纹钢板墙板的加工。多个安装了不同设备的加工装置之间可以形成系统式的生产线,实现波纹钢板墙板的产线式生产。可以理解的是,支座120可以由活塞杆或者齿条配合齿轮及万向节来实现可以调节高度及角度的支点,并配合紧固螺栓或者支撑杆实现调节结果的固定。第一液压杆130可以垂直设置于上主梁100上,也可以呈一定角度设置于上主梁100上。
在一些实施例中,参照图1所示,箱式框架可以为长方体结构,上下分别设有一对上主梁100及一对下主梁110,上主梁100之间及下主梁110之间分别通过两根横梁140连接,上主梁100与对应的下主梁110之间通过立柱连接。为了加强箱式框架的结构强度,在一些实施例中,上主梁100之间及下主梁110之间均设有多个次梁,次梁上也可以设置自动切割设备210或者自动焊接设备等。
在一些实施例中,为了进一步地加强箱式框架的结构强度,箱式框架的上主梁100及下主梁110均采用波纹腹板梁。
参照图2,根据本发明的实施例的拱形波纹钢板切边、拼接及成孔系统,包括多个上述的拱形波纹钢板切边、拼接及成孔装配,其中第一加工装置200上设有切割机构,第二加工装置300上设有焊接机构,第三加工装置400上设有轴向法兰打孔机构,第一加工装置200、第二加工装置300及第三加工装置400顺次连接。第一加工装置200及第二加工工装置和第二加工装置300及第三加工装置400之间均通过水平递送机构500连接。
根据上述技术方案的拱形波纹钢板切边、拼接及成孔系统,通过水平递送机构500或者人力将需要加工的波纹钢板单元板片送入到第一加工装置200内,由第一加工装置200将待加工的波纹钢板单元板片加工成需要的拱度并切除不需要的边角料,并通过水平递送机构500送至第二加工装置300进行拼装,最后送至第三加工装置400进行轴向法兰的打孔,即可制成具有所需外拱拱线的波纹钢板墙板。由于每个加工装置都具有支座120及第一液压杆130,加工过程中可以对波纹钢板单元板片进行持续的施压,保证波纹钢板单元板片外拱的拱线。根据上述技术方案的系统,加工效率高,通用性强的同时,轴向法兰及波纹端面螺栓孔的装配位置精确对应,四个方向的螺栓孔可以一次性定位,完成加工。同时个单元板片之间的拼接焊缝可以实现单元焊接双面成型,单元板件之间通过水平递送机构500平移递送,不用翻转,节省加工工序。可以理解的是,水平递送机构500可以为传送带、传送滚筒或者传送板链。可以理解的是,加工系统之间还可以增加更多的装设有不同设备的加工装置及水平递送机构500实现更多的加工功能。
参照图3,在一些实施例中,切割机构设置于第一加工装置200的前后至少一侧,包括切割导轨220及滑动设置于切割导轨220上的切割设备210。切割导轨220为拱形且切割导轨220的拱线与待加工的波纹钢板的设计拱线一致,切割设备210可以沿切割导轨220运动,切割波纹钢板单元板片轴向端部的废边或者边角料。可以理解的是,切割设备210可以由电机驱动自动沿切割导轨220运动。
参照图4,在一些实施例中,第二加工装置300上还设有对接机构。对接机构包括至少两套上标准波形模具320及下标准波形模具310。上标准波形模具320及下标准波形模具310即与待加工的波纹钢板单元板片的标准波纹匹配的上下模具。上标准波形模具320设置于第二加工装置300的上部,下标准波形模具310包括多个与波纹钢板波形匹配的支撑结构,设置于第二加工装置300的下部,上标准波形模具320可以往复伸缩运动。使用时将需要对接的两块波纹钢板单元板片分别放置于第二加工装置300的支座120上,分别用两组上标准波形模具320下降来夹持住波纹钢板单元板片的一端的最后一个波纹,从而实现两片波纹钢板单元板片的焊缝的对接。可以理解的是,两组上标准波形模具320及下波形标准模具之间的距离应该恰好等于两片波纹钢板单元板连接后焊缝两边相邻波形的距离,上标准波形模具320可以通过液压杆、气缸或者伺服电机配合丝杠副实现伸缩往复运动。
在一些实施例中,焊接机构可以为包括横向架设于两片波纹钢板焊缝上的轨道及焊接设备,焊接设备通过电机驱动沿轨道运动实现对焊缝进行焊接。焊接设备也可以以波纹钢板单元板片的波峰或波谷为轨道,沿两片波纹钢板单元板片的拼接缝运动。焊接机构也可以为架设于第二加工装置300上的自动焊接机器人。
参照图5及图6,在一些实施例中,轴向法兰打孔机构包括弧形装置410及多个液压冲孔机420。弧形装置410设置于第三加工装置400的上主梁100上,弧形装置410可相对于第三加工装置400在垂直方向上往复运动,弧形装置410的弧度与待加工的波纹钢板单元板片的外拱弧度一致,多个液压冲孔机420间隔设置于弧形装置410上,液压冲孔及420的加工平面与波纹钢板的轴心垂直。使用时,待加工的波纹钢板单元板片被第一液压杆130压紧于支座120上后,降下弧形装置410,使液压冲孔机420的冲头对准波纹钢板单元板片的轴向法兰需要冲孔的位置,并在轴向法兰上冲出螺栓孔。
参照图7,在一些实施例中,第三加工装置400上还设有整形机构,整形机构设置于波纹钢板的临近拱角的端部。整形机构包括支撑座450、多个波纹模座440及第二液压杆430。支撑座450设置于第三加工装置400的下部的横梁140上,多个波纹模座440等间隔地设置于支撑座450上,支撑座450的形状与波纹钢板单元板片的标准波峰及波谷形状匹配。多个第二液压杆430等间隔地设置于第三加工装置400的上部的横梁140上,第二液压杆430与波纹模座440在垂直方向上位置一一相互对应。使用时,待第三加工装置400的第一液压杆130压下后,轴向法兰打孔机构在为波纹钢板单元板片的轴向法兰打孔时,第二液压杆430压下,对波纹钢板单元板片的波纹进行整形,使其满足设计标准的波纹形状。可以理解的是,第二液压杆430的活塞杆端部可以设置与波纹钢板单元板片标准波纹匹配的压头。
在一些实施例中,第三加工装置400对波纹钢板单元板片加工时,可以同时人工或者通过自动化设备对波纹钢板单元板片的侧向端面的螺栓孔进行加工,或者焊接平板法兰。第三加工装置400的两侧靠近波纹钢板的拱角端外设有侧边导轨,侧边导轨上设有用于加工波纹钢板拱角端的连接结构的冲孔机或者法兰焊接机,用于加工波纹钢板拱角端的螺栓孔或者法兰。轴向法兰机构、整形机构和冲孔机或法兰焊接机互相之间不会发生运动干涉,可以同时工作对波纹钢板进行加工。
- 拱形波纹钢板切边、拼接及成孔装配及系统
- 一种错位预埋波纹管成孔竖向连接装配式剪力墙