一种激光轧制复合增材制造装置及制造方法
文献发布时间:2023-06-19 11:17:41
技术领域
本发明属于激光增材制造技术领域,具体涉及一种激光轧制复合增材制造装置及制造方法。
背景技术
激光增材制造(Laser Additive Manufacturing,LAM)技术是一种基于分层制造原理,以高能激光束为能量源,通过把材料逐层累加的方法,直接将数字化模型制造为实体零件的一种新型制造技术。
激光增材制造技术在制造复杂形状的零件时,拥有传统制造技术无法比拟的优点,可实现近净成形,更加节约材料,不需要模具和专用夹具,生产周期短,非常适合用来生产结构复杂的定制化零件。
目前金属材料的增材制造技术主要有两种:基于粉末床的选区激光熔化技术和基于同步送粉的激光立体成形技术。选区激光熔化技术是利用高能量的激光束,按照预定的扫描路径对预先铺覆好的金属粉末扫描,将其完全熔化,再经冷却凝固后成形的一种技术。激光立体成形技术是利用快速原型制造的基本原理,以金属粉末为原材料,采用激光作为能量源,按照预定的加工路径,将同步送给的金属粉末进行逐层熔化、快速凝固和逐层沉积,从而实现金属零件的直接制造。
此外,还有一种超声增材制造技术,该技术通过金属箔片间的高频振动摩擦实现材料的高强度的原子间固相结合,同时配合精密的数控机械加工等减材制造技术实现零件的近净成形。
但是,上述增材制造技术存在一些问题,如:激光立体成形技术所制备的零件内部容易出现孔隙、气孔夹杂物等冶金缺陷,并且晶粒组织较为粗大;选区激光熔化技术的成形效率较低;超声增材制造技术难以应用于导热系数较大的金属材料(铜、铝等),并且容易出现能量不足,连接强度下降的问题。这无疑限制了激光增材制造技术的推广应用,为解决上述问题,有必要提出一种新的激光增材制造装置及制造方法来满足实际生产应用中的需求。
发明内容
本发明的目的在于提供一种激光轧制复合增材制造装置及制造方法,极大提高金属原材料的利用率,提高成形效率,细化晶粒,以金属箔带为原材料,采用高能量的激光作为能量源,激光熔化同步送给的金属箔带的基材的结合界面附近,与此同时,在金属箔带未熔化的一侧,使用轧辊以较高的向下压力碾压箔带,如此反复,按照预定的路径,对金属箔带进行逐层堆积,从而实现金属零件的增材制造。
为达到上述目的,提出以下技术方案:
一种激光轧制复合增材制造装置,主要包括控制台、送带和轧辊单元、冷却单元和激光发射单元;所述的激光发射单元的出光口对准由送带和轧辊单元引出的金属箔带与基材的结合处;所述送带和轧辊单元包括出带部分和轧辊部分,送带部分安装在送带与轧辊单元的前端,轧辊部分安装在送带和轧辊单元底部前端,所述轧辊部分用于将金属箔带碾压在基材上;所述冷却单元通过控制台与送带和轧辊单元连接。
进一步地,所述激光发射单元包括用于产生激光的激光器、控制光路的激光头和连接激光器与激光头的光纤。
进一步地,所述的光纤设于第二管套内,激光头安装在机床或机械手的运动机构上,激光器安装于控制台的内部,激光器与控制台电连接或者信号连接。
进一步地,所述的激光头发出的激光光斑为矩形,宽度比金属箔带的宽度略宽。
进一步地,所述的激光头的保护镜片下方通过管道连接有气瓶,保护气流由管道通入,防止激光照射产生的金属蒸汽污染光路系统。
进一步地,所述的轧辊部分上设有用于固定金属箔带的凹槽。
进一步地,所述的凹槽的深度低于金属箔带的厚度,宽度略微小于或等于金属箔带的宽度,使得金属箔带与凹槽间形成过盈配合,由此固定,金属箔带由送带部分送出后,直接绷紧并固定于轧辊部分的凹槽内,金属箔带在此之间所处的直线与增材前进方向在一个平面内。
进一步地,所述的冷却单元包括水冷箱、进水管道和出水管道,水冷箱通过进水管道和出水管道与控制台连接,通入激光器的水冷管道,防止激光器过热,控制台又通过第一管套内的水冷管道以及第二管套内的水冷管道分别与轧辊部分和激光头的水冷管道连接。
一种激光轧制复合增材制造装置的制造方法,其特征在于,包括以下步骤:
1)开启冷却箱,形成循环冷却通道;
2)由送带和轧辊单元以稳定的速度送出金属箔带,轧辊部分压在基材上;
3)激光头在控制台控制下出光,发射出的光斑照射在金属箔带与基材的结合处;
4)在激光头开始照射的同时,送带和轧辊单元开始往需要增材的方向移动,激光头也随之移动,轧辊部分提供一个较大的向下的压力,并朝着运动方向碾压;
5)随着轧辊部分的不断碾压,金属箔带的热量被冷却水不断带走,金属箔带随之与基材结合在一起,实现增材制造;
6)完成一道增材路径后,使用激光将金属箔带在轧辊部分上固定位置的后方熔断,再进行下一道增材路径操作,由此不需要手动重现装载金属箔带。
本发明的有益效果在于:和激光立体成形技术的送粉方式相比,极大提高了金属原材料的利用率,减少甚至避免了金属原材料的浪费;激光立体成形技术在增材零件内部会出现孔隙、气孔夹杂物、晶粒组织粗大等缺陷,本发明使用轧辊对熔化中的金属箔带进行轧制,轧制提供的较大的压力可消除孔隙和气体杂夹物,且成形的致密度高;此外,轧辊中的循环冷却水不断将液体金属箔带的热量带走,增大了凝固时的冷却速度,即增加了结晶时熔体的过冷度,由此,起到了细化晶体的作用。与选区激光熔化技术相比,本发明拥有更高的成形率,与超声增材制造技术相比,提高了金属箔片与基材的结合强度,本发明直接使用激光作为能量源,同时熔化金属箔带和基材,通过液态凝固结合在一起,结合强度强。
附图说明
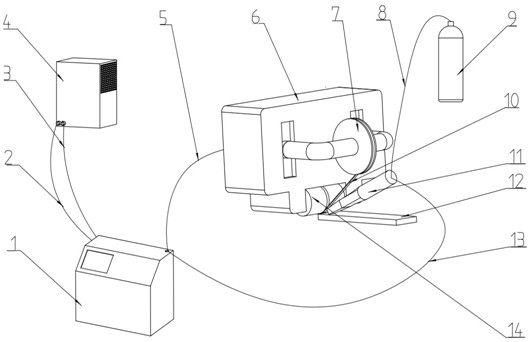
图1为本发明的结构示意图;
图2为本发明的增材试样示意图。
图中:1-控制台;2-进水管道;3-出水管道;4-水冷箱;5-第一管套;6-送带与轧辊单元;7-送带部分;8-管道;9-气瓶;10-金属箔带;11-激光头;12-基材;13-第二管套;14-轧辊部分。
具体实施方式
下面结合说明书附图和实施例对本发明进行进一步地说明,但本发明的保护范围并不仅限于此。
如图1所示,一种激光轧制复合增材制造装置,主要包括控制台1、水冷箱4、送带和轧辊单元6、气瓶9、金属箔带10、激光头11、基材12;控制台1通过进水管道2和出水管道3与水冷箱4连接,送带和轧辊单元6包括送带部分7和轧辊部分14,送带部分7安装于送带和轧辊单元6的前端,轧辊部分14安装于送带和轧辊单元6的底部前端,控制台1中的激光器通过第二管套13内的光纤与激光头11相互连接,激光头11的出光口对准金属箔带10与基材12的结合处,金属箔带10由送带部分7引出,再嵌入轧辊部分14的凹槽,固定于轧辊部分14上,轧辊部分14用于将金属箔带10碾压在基材12上;水冷箱4连接控制台1,控制台1又分别通过第一管套5中的水冷管道和第二管套13中的水冷管道分别连接送带和轧辊单元6和激光头11的水冷管道。
开启冷水箱4,形成循环冷却系统,送带部分7送出金属箔带10,轧辊部分14压在基材12上,激光头11由控制台1中的激光器出光,发射出的矩形的光斑照射在金属箔带10与基材12的结合处,光斑在金属箔带10与基材12上对称分布,激光将金属箔带10厚度的一半与基材12共同熔化,在激光头11照射的同时,送带和轧辊单元6开始往需要增材的方向移动,激光头11也随之运动,轧辊部分14提供一个较大的向下的压力,并朝着运动方向碾压而去,随着不断碾压和金属箔带10的热量被轧辊中的冷却水不断带走,晶体不断向液体中生长,金属箔带10与基材12结合在一起,当一道增材路径走完时,使用激光将金属箔带10在轧辊部分14上固定位置后方熔断,再进行下一道增材路径操作,经过此工艺制备得到的增材效果如图2所示。
- 一种激光轧制复合增材制造装置及制造方法
- 一种用于钛合金成型的激光选区熔化的增材制造方法及增材制造装置