一种压缩机上盖的连续冲压模具
文献发布时间:2023-06-19 11:17:41
技术领域
本发明涉及空调压缩机上盖加工设备的技术领域,具体涉及一种压缩机上盖的连续冲压模具。
背景技术
压缩机上盖的生产加工需要多台位置不连续的设备分别进行加工以完成不同的加工工序,此种加工方式成本高,工序流程更为复杂,生产效率低下。
因此,需要进一步改进。
发明内容
本发明的目的在于克服上述现有技术存在的不足,而提供一种压缩机上盖的连续冲压模具,旨在至少在一定程度上解决现有技术中的上述技术问题之一。
本发明的目的是这样实现的:
一种压缩机上盖的连续冲压模具,包括用于对上盖料片拉伸为盖体的第一模组,用于对盖体的端面冲孔的第二模组,用于在盖体的侧壁加工外扣部的第三模组,第一模组,第二模组和第三模组依次相邻排列分布;
所述第一模组包括第一上模板和第一下模板,第一上模板上设有第一上凹模,第一上凹模上设有定位槽,第一下模板上设有第一下凸模,第一下凸模上设有与定位槽对应且用于对料片定位的定位柱,第一上模板和第一下模板之间设有夹板,夹板,第一上凹模和第一下凸模之间形成用于把料片拉抻为盖体的拉伸腔;
所述第二模组包括第二上模板和第二下模板,第二上模板上设有第二上凹模和冲孔柱,第二下模板设有设有与第二上凹模对应的第二下凸模,第二上凹模与第二下凸模之间形成与盖体形状对应的冲孔腔,第二下凸模上设有与冲孔柱对应的冲孔槽;
所述第三模组包括第三上模板和第三下模板,第三上模板上设有第三上凹模,第三下模板上设有与第三上凹模对应的第三下凸模,第三上凹模与第三下凸模之间形成与盖体对应的加工腔,第三下模板上对应加工腔外侧的位置上设有用于在盖体的侧壁加工外扣部的加压部,加压部对应加工腔的另一侧设有传动滑块,第三上模板上设有推杆,加压部与推杆通过传动滑块联动,推杆推动传动滑块使加压部向加工腔的方向运动。
所述冲孔槽贯穿第一下凸模和第二下模板,第二下模板的底部对应冲孔槽的位置设有边料收集腔。
所述第三下凸模上设有定位凸块,第三上凹模上设有与定位凸块对应的定位凹口。
所述第三下模板上对应加工腔的周边位置上设有定位块,定位块与第三下模板通过螺钉装置连接固定。
所述定位块上设有用于对其位置进行微调的安装螺孔。
所述第一上模板,第二上模板和第三上模板分别固定连接有顶板,第一上模板,第二上模板和第三上模板在顶板的作用下同步作上下方向的往返运动。
所述第一模组,第二模组和第三模组各自的数量相同且为多个。
本发明的有益效果是:
通过把不同加工功能的第一模组,第二模组和第三模组整合,使上盖料片可以快速地加工为压缩机上盖,简化了压缩机上盖加工的流程,提高生产效率,降低生产成本。
本发明的附加方面和优点将在下面的描述部分中变得明显,或通过本发明的实践了解到。
附图说明
图1为本发明实施例的剖面结构示意图。
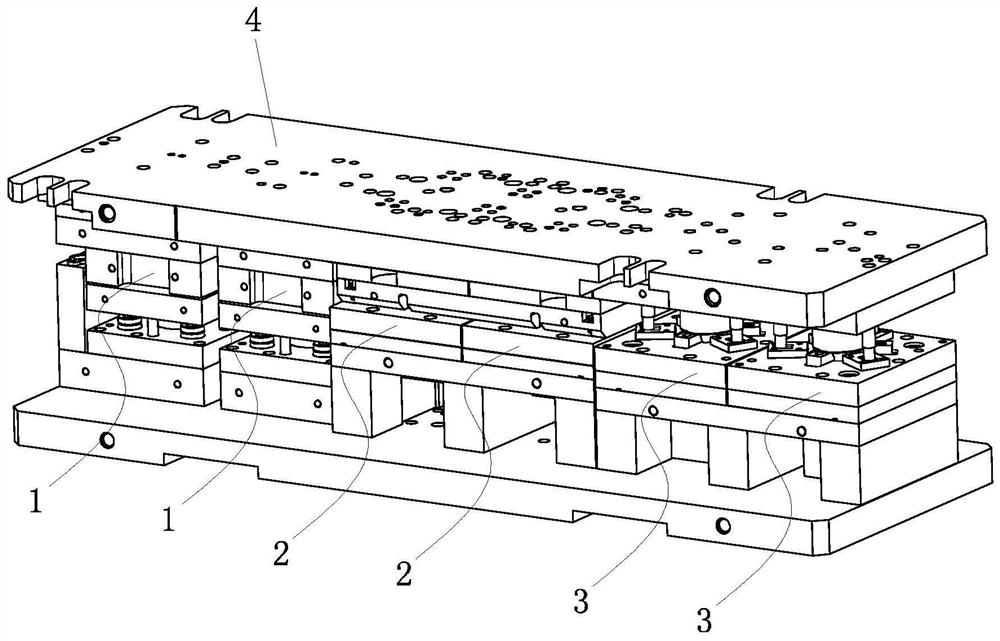
图2为本发明实施例的立体图。
图3为本发明实施例第三模组的剖面结构示意图一。
图4为本发明实施例第三模组的剖面结构示意图二。
图5为本发明实施例A处的放大视图。
图6为本发明实施例B处的放大视图。
图7为本发明实施例C处的放大视图。
图8为本发明实施例D处的放大视图。
图9为本发明实施例E处的放大视图。
图10为本发明实施例上盖料片的立体图。
图11为本发明实施例盖体经过第一模组加工后的示意图。
图12为本发明实施例盖体经过第三模组加工后的示意图。
具体实施方式
下面结合附图及实施例对本发明作进一步描述。
参见图1-图12,本压缩机上盖的连续冲压模具,包括用于对上盖料片51拉伸为盖体52的第一模组1,用于对盖体52的端面冲孔的第二模组2,用于在盖体52的侧壁加工外扣部54的第三模组3,第一模组1,第二模组2和第三模组3依次相邻排列分布,通过把不同加工功能的第一模组1,第二模组2和第三模组3整合,使上盖料片51可以快速地加工为压缩机上盖,简化了压缩机上盖加工的流程,提高生产效率,降低生产成本。
第一模组1包括第一上模板11和第一下模板12,第一上模板11上设有第一上凹模111,第一上凹模111上设有定位槽112,第一下模板12上设有第一下凸模121,第一下凸模121上设有与定位槽112对应且用于对料片定位的定位柱122,第一上模板11和第一下模板12之间设有夹板13,夹板13,第一上凹模111和第一下凸模121之间形成用于把料片拉抻为盖体52的拉伸腔14。
加工时,把带孔的料片通过定位柱122放置在第一下凸模121上,料片在第一上凹模111和第一下凸模121的共同作用下在拉伸腔14内被挤压拉伸成具有特定预设形状的盖体52。
第二模组2包括第二上模板21和第二下模板22,第二上模板21上设有第二上凹模211和冲孔柱212,第二下模板22设有设有与第二上凹模211对应的第二下凸模221,第二上凹模211与第二下凸模221之间形成与盖体52形状对应的冲孔腔23,第二下凸模221上设有与冲孔柱212对应的冲孔槽222。
空调压缩机上盖的盖体52需要开设通孔53,以方便外接相应的管道,现有的空调压缩机上盖的盖体52一般通过冲孔机完成开设通孔53的工序,操作麻烦,而且加工效率低下。
当第一模组1对盖体52完成加工后,盖体52可以通过手动或者移栽设备(例如机械臂)转移至第二下凸模221上,由于盖体52的形状与冲孔腔23对应,因此,冲孔的位置也可以固定,在冲孔柱212和冲孔槽222配合下,盖体52的特定位置上可以加工对应的通孔53。
第三模组3包括第三上模板31和第三下模板32,第三上模板31上设有第三上凹模311,第三下模板32上设有与第三上凹模311对应的第三下凸模321,第三上凹模311与第三下凸模321之间形成与盖体52对应的加工腔33,第三下模板32上对应加工腔33外侧的位置上设有用于在盖体52的侧壁加工外扣部54的加压部322,加压部322对应加工腔33的另一侧设有传动滑块323,第三上模板31上设有推杆312,加压部322与推杆312通过传动滑块323联动,推杆312推动传动滑块323使加压部322向加工腔33的方向运动。
为了简化空调压缩机上盖与空调压缩机主体之间的装配结构,一般会在空调压缩机上盖的盖体52外则位置上设置若干个呈下凹形状的外扣部5454,配合设置在空调压缩机主体上的扣勾,可以实现盖体52与空调压缩机主体之间的快速装配,但是,现有空调压缩机上盖的盖体52的外扣部54一般需要在车床上进行再加工,操作麻烦,而且加工效率低下。
当第二模组2对盖体52完成加工后,盖体52可以通过手动或者移栽设备(例如机械臂)转移至第三下凸模321上,由于盖体52的形状与加工腔33对应,因此,冲孔的位置也可以固定,第三下凸模321和第三上凹模311在合模的过程中(如图3、图4、图8、图9所示),推杆312可以同时推动传动滑块323,使加压部322向成型腔体的方向运动,从而可以在盖体52上快速形成外扣部54,盖体52无需再运送至车床上进行加工,简化了空调压缩机上盖的加工工序,提高其加工效率。
进一步地,冲孔槽222贯穿第一下凸模121和第二下模板22,第二下模板22的底部对应冲孔槽222的位置设有边料收集腔24,冲孔柱212在盖体52上冲孔产生的边料会进入冲孔槽222,在重力的作用下进入边料收集腔24内,方便用户收集边料。
进一步地,第三下凸模321上设有定位凸块324,第三上凹模311上设有与定位凸块324对应的定位凹口313,第三下凸模321和第三上凹模311合模时,定位凸块324穿过盖体52的通孔53后进入定位凹口313,提高合模的精度。
进一步地,第三下模板32上对应加工腔33的周边位置上设有定位块34,定位块34与第三下模板32通过螺钉装置连接固定,定位块34在加工过程中对盖体52起到定位的效果,有利于提高整体加工精度。
进一步地,定位块34上设有用于对其位置进行微调的安装螺孔341,方便定位块34适应不同厚度的空调压缩机上盖,提高模具的适应性。
进一步地,第一上模板11,第二上模板21和第三上模板31分别固定连接有顶板4,第一上模板11,第二上模板21和第三上模板31在顶板4的作用下同步作上下方向的往返运动,顶板4可以使第一上模板11,第二上模板21和第三上模板31同步运动,便于盖体52在第一模组1,第二模组2和第三模组3之间快速切换,提高生产效率。
进一步地,第一模组1,第二模组2和第三模组3各自的数量相同且为多个,每次合模、分模过程可以同时完成多个盖体52的加工,提高生产效率。
上述实施例只是本发明的优选方案,本发明还可有其他实施方案。本领域的技术人员在不违背本发明精神的前提下还可作出等同变形或替换,这些等同的变型或替换均包含在本申请权利要求所设定的范围内。
- 一种压缩机上盖的连续冲压模具
- 一种压缩机上盖冲压模具