用于辊冲成形的上模压边圈一体化的成形模具
文献发布时间:2023-06-19 11:21:00
技术领域
本发明涉及板材成形领域,具体地,涉及一种用于辊冲成形的上模压边圈一体化的成形模具。
背景技术
辊冲工艺是一种复合成形工艺,其本质是将冲压工艺与辊弯工艺相结合。由于板料成形过程中,金属流动不均匀,容易发生起皱等缺陷。对于传统的冲压工艺,压边圈装置可以很好的抑制板料的成形缺陷。目前冲压工艺中采用了双动式压边圈装置(CN209124717U一种凹模与压边圈导向的双动拉伸模具),但是该专利中结构复杂,并且压边圈的移动需要液压机,无法使用于辊冲成形工艺。另外一种是单动式压边圈装置(CN10692652 B一种拉延成形工艺及其冲压模具),但是该专利中压边圈的定位方式复杂,辊冲成形工艺中模具是离散化运动,无法进行此类压边圈的布置。专利(CN 204974977 U一种带可动式压边圈拉深下出料模具)提出了弹簧形式将上模和压边圈连接的形式,但是其模具压边圈定位装置的刚度较差,无法用于辊冲成形工艺中模具旋转渐进成形。
不但上述现有技术无法满足辊冲成形工艺中对于压边圈的布置要求,且目前尚未有关于辊冲成形采用压边圈装置的模具的专利提出。并且辊冲成形过程,成形空间较为狭小,成形过程较为复杂,传统的压边机构无法满足工艺成形要求。并且辊冲成形工艺加工出来的零件存在起皱等缺陷。因此亟待开发适用于辊冲成形工艺的带压边圈成形装置,进而抑制加工过程中的成形缺陷。本发明中对于辊冲成形的应用和变截面零部件的加工具有极其重要的指导意义。
发明内容
针对现有技术中的缺陷,本发明的目的是提供一种用于辊冲成形的上模压边圈一体化的成形模具。
根据本发明提供的一种用于辊冲成形的上模压边圈一体化的成形模具,包括上模具组和下模具组,上模具组和下模具组对应加工一个零件;其中:
所述上模具组包括多个上模具块和多个下模具块,每个上磨具块对应一个下模具块;
上模具块的顶部和下模具块的底部分别安装在辊冲成形设备上;上模具块的底部为成形表面,下模具块的顶部为所述成形表面匹配的凹面;
上模具组中至少有一块模具为压缩量可调节的弹性上模具块。
优选地,所述弹性上模具块包括压边块、可调上模具块、弹簧以及连接螺栓,其中:
可调上模具块能够在压边块的限位下向下运动;
连接螺栓穿过可调上模具块和压边块;
弹簧套设在连接螺栓上,弹簧一端抵住可调上模具块,另一端抵住下边块。
优选地,所述可调上模具块包括顶部、轴部以及按压部,其中:
顶部设置在压边块的上方;
按压部设置在压边块的下方,并在压边块的限位下上下运动;
轴部连接顶部和按压部。
优选地,所述压边块包括左压边块和右压边块,分别设置在轴部的两侧;
左压边块和右压边块呈L型,包括竖直边和水平边,竖直边的底部抵在下模具块的上表面;水平部上设置有第一通孔。
优选地,所述第一通孔内设置有滚珠轴套。
优选地,所述顶部在所述第一通孔的竖直方向上的对应位置设置有第二通孔,所述连接螺栓依次穿过第二通孔和第一通孔并连接按压部的上表面。
优选地,所述弹簧套设在连接螺栓上,弹簧一端抵在顶部的下表面,另一端抵在水平边的上表面。
优选地,所述竖直边的长度大于所述按压部的厚度。
优选地,弹簧完全压缩时,按压部的底部和下模具块的凹面完全接触。
优选地,所述上模具块与下模具块的边角均设置有倒角。
与现有技术相比,本发明具有如下的有益效果:
1、本发明中充分利用辊冲成形机的空间,将压边圈装置和上模具块巧妙连接,抑制了辊冲成形工艺中起皱等缺陷;
2、本发明中是对最小单元模具块设计,所以可以只对危险截面零件处设置带压边圈装置的上模具块,降低了压边圈装置的成本,提高模具的使用寿命;
3、本发明结构简单、使用方便,具有较高的灵活性。
附图说明
通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
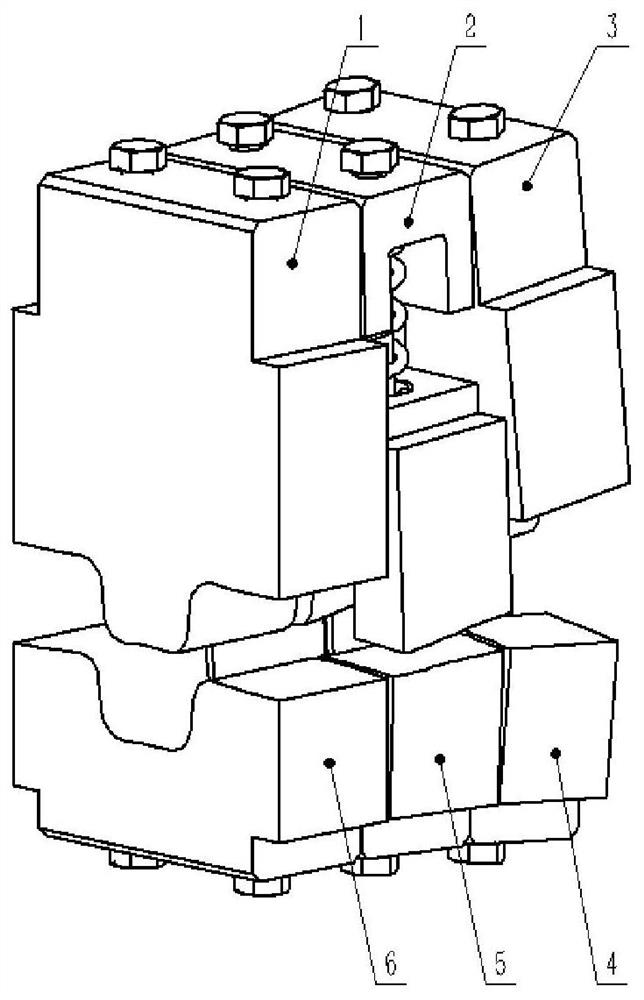
图1为本发明提供的上模压边圈一体化的成形模具示意图;
图2为上模具组示意图;
图3为运动初始情况下,带压边圈装置的上模具块和其匹配的下模具块正视图;
图4为运动初始情况下,带压边圈装置的上模具块和其匹配的下模具块俯视图;
图5为运动初始情况下,带压边圈装置的上模具块和其匹配的下模具块俯视图A-A截面图;
图6为运动最终情况下,带压边圈装置的上模具块和其匹配的下模具块正视图;
图7为运动最终情况下,带压边圈装置的上模具块和其匹配的下模具块俯视图;
图8为运动最终情况下,带压边圈装置的上模具块和其匹配的下模具块俯视图B-B截面图。
图中示出:
第一上模具块1
带压边圈装置的上模具块2
左压边块201
滚珠轴套202
连接螺栓203
上模具块204
顶部2041
轴部2042
按压部2043
弹簧205
右压边块206
第三上模具块3
第三下模具块4
第二下模具块5
第一下模具块6
具体实施方式
下面结合具体实施例对本发明进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变化和改进。这些都属于本发明的保护范围。
如图1至图8所示,根据本发明提供的用于辊冲成形的上模压边圈一体化的成形模具,包括上模具组和下模具组,一组上下模具组即对应加工一个复杂零件。上模具组和下模具组中模具块的数量由所加工零件的长度决定,在此以上下共六个模具块为例子,但本发明内容,不仅限于此数目。上模具组包含三个上模具块,分别为依次连接的第一上模具块1、带压边圈装置的上模具块2、第三上模具块3;所述下模具组包含三个下模具块,分别为依次连接的第三下模具块4、第二下模具块5、第一下模具块6,上述下模具块的顶面分别与第三上模具块3、带压边圈装置的上模具块2、第一上模具块1的底面相互匹配。所述上模具块与下模具块均包括有螺栓孔结构,以与辊冲成形设备配合;所述上模具块与下模具块包含倒角特征,以避免旋转成形过程中的干涉现象。
进一步的,带压边圈装置的上模具块2包括左压边块201、滚珠轴套202、连接螺栓203、上模具块204、弹簧205以及右压边块206,上模具块204包括顶部2041、轴部2042以及按压部2043,顶部2041设置在压边块的上方;按压部2043设置在压边块的下方,并在压边块的限位下上下运动;轴部2042连接顶部2041和按压部2043,按压部2043的底部为成型表面。左压边块201和右压边块206对称设置在轴部2042的两侧;左压边块201和右压边块206呈L型,包括竖直边和水平边,竖直边的底部抵在下模具块的上表面;水平部上设置有第一通孔。第一通孔内设置有滚珠轴套202,滚珠衬套202与压边块通过螺钉连接。压边块可以在连接螺栓203中轻松滑动。弹簧205处于初始状态时,左压边块201和右压边块206的底面高度低于按压部2043的底部高度。左压边块201和右压边块206的底面应作为上模具块204的底面的延伸模面;顶部2041在所述第一通孔的竖直方向上的对应位置设置有第二通孔,所述连接螺栓203依次穿过第二通孔和第一通孔并连接按压部2043的上表面。弹簧205套设在连接螺栓203上,弹簧205一端抵在顶部2041的下表面,另一端抵在水平边的上表面。弹簧205可以使用圆形截面。弹簧205完全压缩时,按压部2043的底部和下模具块的凹面完全接触。
本发明中上模压边圈一体化模具具体的成形过程如下:
步骤一:判断成形过程中零件的危险截面,并将带压边圈装置的上模具块2安装到成形危险截面位置处,其他位置安装普通辊冲成形模具块;
步骤二:成形模具的第一上模具块1和第一下模具块6与板料相接触,并带动板料进行直线运动;
步骤三:带压边圈装置的上模具块2的压边块率先其上模具块204的最低点与板料上面进行接触,板料底部与第二下模具块5接触,此时上下两个模具块将板料固定。
步骤四:辊冲成形设备带动带压边圈装置的上模具块2逐步压入,其内部弹簧205产生压边力,长度逐步缩短。左压边块201和右压边块206和第二下模具块5依旧将夹紧板料的两侧。
步骤五:当弹簧205被压到最短时,为该上下两个模具块合模的最低点。此时完成危险截面的成形过程。
步骤六:上下模具脱开的过程,为步骤四、五的逆过程。
本发明基于上述的上模压边圈一体化模具可以满足辊冲成形中的压边圈的要求。当成形复杂零件时,使用此模具块可以抑制起皱缺陷。对于推广辊冲成形工艺具有重要的现实意义,并填补了国内板材辊冲成形极限领域的空白。
以上对本发明的具体实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变化或修改,这并不影响本发明的实质内容。在不冲突的情况下,本申请的实施例和实施例中的特征可以任意相互组合。
- 用于辊冲成形的上模压边圈一体化的成形模具
- 门槛内板连接件冲压模的压边圈模与上模的导向结构