一种高平整度的热塑性聚氨酯泡沫制品及其制备方法和应用
文献发布时间:2023-06-19 11:24:21
技术领域
本发明属于发泡高分子材料领域,尤其涉及一种高平整度的热塑性聚氨酯泡沫制品及其制备方法和应用。
背景技术
热塑性聚氨酯弹性体(TPU)具有较宽泛的硬度范围、优异的耐磨性、机械强度、耐水、耐油、耐化学腐蚀、耐霉菌和对环境友好等优点。发泡热塑性聚氨酯弹性体材料在保留TPU基体材料优异性能之外,还具有密度低、隔热隔音、比强度高、弹性高和缓冲等一系列优点,因此在包装业、工业、农业、交通运输业、军事工业、航天工业以及日用品等领域具有广泛的应用前景。
热塑性聚氨酯发泡珠粒(ETPU)及其制备方法已被很多专利文献公开,如专利文献WO2007/082838、WO2010/136398A、CN102276785A等;另外,专利文献WO2007/082838同时公开了ETPU的加工方式,即公开了将发泡热塑性聚氨酯珠粒填充到模具中,然后利用水蒸气进行加热成型可得到模塑发泡制品。目前ETPU模塑制品被广泛应用于鞋材、体育用品和儿童玩具等领域。
但是目前市面上ETPU模塑制品只是通过水蒸气加热成型的工艺将每个ETPU珠粒表面熔融粘接,所得到的ETPU模塑制品表面存在较强的珠粒感,呈现出凹凸不平整的表面,这种现象使得ETPU模塑制品的表面无法进行多样化的外观设计,制品外观种类较为单一,从而限制了其更为广泛的应用前景。
发明内容
本发明为了解决上述背景技术中发泡热塑性聚氨酯弹性体制品的表面凹凸不平整的技术问题,提供一种高平整度的热塑性聚氨酯泡沫制品及其制备方法和应用。
本发明解决上述技术问题的技术方案如下:一种高平整度的热塑性聚氨酯泡沫制品,包括熔程为20-50℃、熔点为90-160℃,优选为100-150℃,特别优选为120-145℃的脂肪族热塑性聚氨酯弹性体,所述的高平整度的热塑性聚氨酯泡沫制品的密度为0.08-0.8g/cm
所述脂肪族热塑性聚氨酯弹性体的熔程和熔点是使用示差扫描量热法(DSC)测试得到的;具体为:使用METTLER公司生产的型号为DSC 1的仪器,采用STARe软件进行数据分析得到的;更具体的:以20℃/min的升温速度将5-10mg的脂肪族热塑性聚氨酯弹性体珠粒从-90℃升温至250℃后,恒温2分钟,然后以10℃/min的速度从250℃降温至-90℃,最后再以20℃/min速度从-90℃升温至250℃,此时将所得的第2次升温时的DSC的熔融峰温度的起始点和终止点的差值作为脂肪族热塑性聚氨酯弹性体珠粒的熔程,将所得到的第2次升温时的DSC曲线的熔解峰峰值温度作为脂肪族热塑性聚氨酯弹性体珠粒的熔点。
当脂肪族热塑性聚氨酯弹性体的熔点低于90℃时,所制备的泡沫制品的热稳定性能损失严重;当脂肪族热塑性聚氨酯弹性体的熔点高于160℃时,在制品成型过程中所需的加工压力偏高,造成蒸汽成本增加,同时脂肪族热塑性聚氨酯弹性体发泡珠粒间的熔接率降低,导致制品强度降低。
本发明的有益效果是:本发明公开的一种高平整度的热塑性聚氨酯泡沫是采用低熔点的脂肪族热塑性聚氨酯制备得到,原材料较低的熔点,使的发泡得到的ETPU珠粒水蒸气成型时所需的成型压力低,所消耗的蒸汽量少,更为节约成本。而且本发明的一种高平整度的热塑性聚氨酯泡沫制品不但具有更为优异的回弹性性能,而且具有较高的平整度,因此通过模具纹路设计使的高平整度的ETPU模塑制品具有丰富的外观设计。
在上述技术方案的基础上,本发明还可以做如下改进。
进一步,所述脂肪族热塑性聚氨酯弹性体为六亚甲基二异氰酸酯型、异佛尔酮二异氰酸酯型、苯二亚甲基二异氰酸酯型、氢化二苯基甲烷二异氰酸酯型或氢化苯二亚甲基二异氰酸酯型中的至少一种,优选为六亚甲基二异氰酸酯型,苯二亚甲基二异氰酸酯型、氢化苯基二亚甲基二异氰酸酯型,特别优选为六亚甲基二异氰酸酯型。
进一步,所述的脂肪族热塑性聚氨酯弹性体的肖氏硬度为60A-60D,优选为70A-55D,特别优选为75A-95A,最优选为85-95A,其根据ASTM D2240-05测试得到的。
进一步,所述的脂肪族热塑性聚氨酯弹性体的熔融指数为10-250g/10min,优选15-100g/10min,特别优选20-50g/10min,熔融指数是根据ASTM D1238标准,在190℃条件施加5kg重量测试得到的。
本发明还提供一种上述高平整度的热塑性聚氨酯泡沫制品的制备方法,包括以下步骤:
a、将熔程为20-50℃、熔点为90-160℃的脂肪族热塑性聚氨酯弹性体珠粒通过物理气体发泡法制备得到发泡脂肪族热塑性聚氨酯弹性体珠粒;
b、将步骤a中得到的所述发泡脂肪族热塑性聚氨酯弹性体珠粒填充到模具中并通过热源加热的方式使得所述发泡脂肪族热塑性聚氨酯弹性体珠粒相互熔接,得到高平整度的热塑性聚氨酯泡沫制品。
本发明的有益效果是,通过采用窄熔程和低熔点的脂肪族热塑性聚氨酯弹性体制备得到发泡脂肪族热塑性聚氨酯弹性珠粒,然后模塑成型时使得该发泡的ETPU珠粒表面更易熔融,成型后珠粒间的结合缝不明显,从而使得发泡热塑性聚氨酯珠粒成型的泡沫制品具有较高的平整度,进一步使得制品表面具有更多样化的设计。且得到的高平整度的热塑性聚氨酯泡沫制品具有更为优异的回弹性性能。
进一步,在步骤a中,所述的物理气体发泡法为物理气体挤出发泡法进行发泡或高压釜浸渍法。
进一步,所述挤出物理气体进行发泡法为将脂肪族热塑性聚氨酯弹性体珠粒投入挤出机中熔融,然后在挤出机注入0.01-20重量份物理发泡剂,基于所用脂肪族热塑性聚氨酯弹性体珠粒重量份计,控制模头温度为80-180℃,最后通过模头挤出水下切粒得到发泡脂肪族热塑性聚氨酯弹性体珠粒;
所述高压釜浸渍法为将脂肪族热塑性聚氨酯弹性体珠粒投入到耐压容器中,并注入物理发泡剂到耐压容器中,将物料加热至80-150℃,控制耐压容器的压力达到50-150bar,最后泄压至常规压力得到发泡脂肪族热塑性聚氨酯弹性体珠粒。
进一步,所述的物理气体为氮气、二氧化碳、甲烷、丙烷、丁烷和戊烷中的至少一种。
进一步,所述的热源加热的方式为蒸汽加热、微波加热和电磁加热中的一种。
本发明还提供一种如上述所述的高平整度的热塑性聚氨酯泡沫制品在鞋底、轮胎、自行车座椅、室内装饰品、缓冲垫、隔音垫和儿童玩具中的应用,所述高平整度的热塑性聚氨酯泡沫制品用于制备鞋底、轮胎、自行车座椅、室内装饰品、缓冲垫、隔音垫和儿童玩具。
本发明的有益效果是,高平整度的热塑性聚氨酯泡沫制品能够作为鞋底、轮胎、自行车座椅、室内装饰品、缓冲垫、隔音垫和儿童玩具的材料制备上述领域,能够提升上述领域的质量和品质。
本发明所述的脂肪族热塑性聚氨酯热塑性珠粒包括脂肪族异氰酸酯、多羟基化合物、扩链剂和添加剂,其中:所述多羟基化合物与所述脂肪族异氰酸酯发生聚合反应,所述脂肪族异氰酸酯、所述多羟基化合物、所述扩链剂和添加剂的重量份的比例为1:(0.2~0.8):(0.02~0.2):(0.005~0.05)。
进一步,所述脂肪族异氰酸酯为六亚甲基二异氰酸酯、异佛尔酮二异氰酸酯、氢化苯二亚甲基二异氰酸酯和氢化二苯基甲烷二异氰酸酯中的至少一种化合物。
采用上述进一步方案的有益效果是,上述确定的脂肪族异氰酸酯能够让本发明公开的热塑性聚氨酯有更好的品质。
进一步,所述多羟基化合物为聚酯多元醇、聚醚多元醇、聚己内酯多元醇和聚碳酸酯多元醇中的至少一种化合物。
采用上述进一步方案的有益效果是,上述确定的多羟基化合物能够让本发明公开的热塑性聚氨酯有更好的品质。
进一步,所述扩链剂为1,2-乙二醇、1,3丙二醇、1,4-丁二醇、1,6己二醇、环己烷二甲醇和苯二酚二羟乙基醚中的至少一种化合物。
采用上述进一步方案的有益效果是,上述确定的扩链剂能够让本发明公开的热塑性聚氨酯有更好的品质。
进一步,所述添加剂为抗氧剂、稳定剂、阻燃剂、防粘剂、增塑剂、润滑剂、颜料、有机填料和无机填料中的至少一种。
采用上述进一步方案的有益效果是,特别优选的添加剂为三价磷的有机化合物,所述三价磷的有机化合物包括亚磷酸酯。所述亚磷酸酯为亚磷酸三苯酯、亚磷酸三(壬基苯基)酯、亚磷酸三(十八烷基)酯、亚磷酸三月桂基酯、亚磷酸三(2,4-二叔丁基苯基)酯、亚磷酸三异癸基酯、亚磷酸苯基二烷基酯、二亚磷酸二异癸基季戊四醇酯、二亚磷酸二(2,4-二叔丁基苯基)季戊四醇酯、二亚磷酸二硬脂基季戊四醇酯、亚磷酸异癸基二苯基酯、亚磷酸二异癸基苯基酯和亚磷酸二聚丙二醇苯基酯中的至少一种。
添加剂也可以优选为无机粉末填料,所述无机粉末填料为高岭土、滑石、碳酸钙、石英、氧化铝、硅酸铝和硅石中的至少两种的混合物。
所述抗氧剂包括1010、1076、1098、3114、126、168和618中的至少一种。
进一步,还包括催化剂,所述催化剂与所述脂肪族异氰酸酯的重量份比例为(0.001~0.05):1。
采用上述进一步方案的有益效果是,催化剂可以大大提供了热塑性聚氨酯的制备速度,有利于产品的生产效率。
进一步,所述催化剂为三乙胺、二甲基环己基胺、N-甲基吗啉、2-(二甲氨基乙氧基)乙醇、钛酸酯、二乙酸亚锡、二月桂酸亚锡、二乙酸二丁锡和二月桂酸二丁锡中的至少一种化合物。
采用上述进一步方案的有益效果是,上述确定的催化剂能够让本发明公开的热塑性聚氨酯有更好的品质,合成速度更快。
进一步地,上述脂肪族热塑性聚氨酯弹性体的制备方法。包括以下步骤:
A、将脂肪族异氰酸酯、多羟基化合物、扩链剂和添加剂混合均匀得到混合物;
B、将步骤A中得到的混合物投入双螺杆反应挤出机中进行连续反应合成后得到热塑性聚氨酯弹性体,得到的热塑性聚氨酯弹性体的熔融指数MFR为5~250g/10min,得到的热塑性聚氨酯弹性体的熔点为100~160℃。
进一步,在步骤B中,所述连续反应合成的温度为80~260℃。
采用上述进一步方案的有益效果是,适宜的反应温度由于制备过程的继续,提高了生产效率。
进一步,在步骤A中,添加催化剂。
采用上述进一步方案的有益效果是,催化剂能够有效的加快反应的速率,提升反应的效率。
附图说明
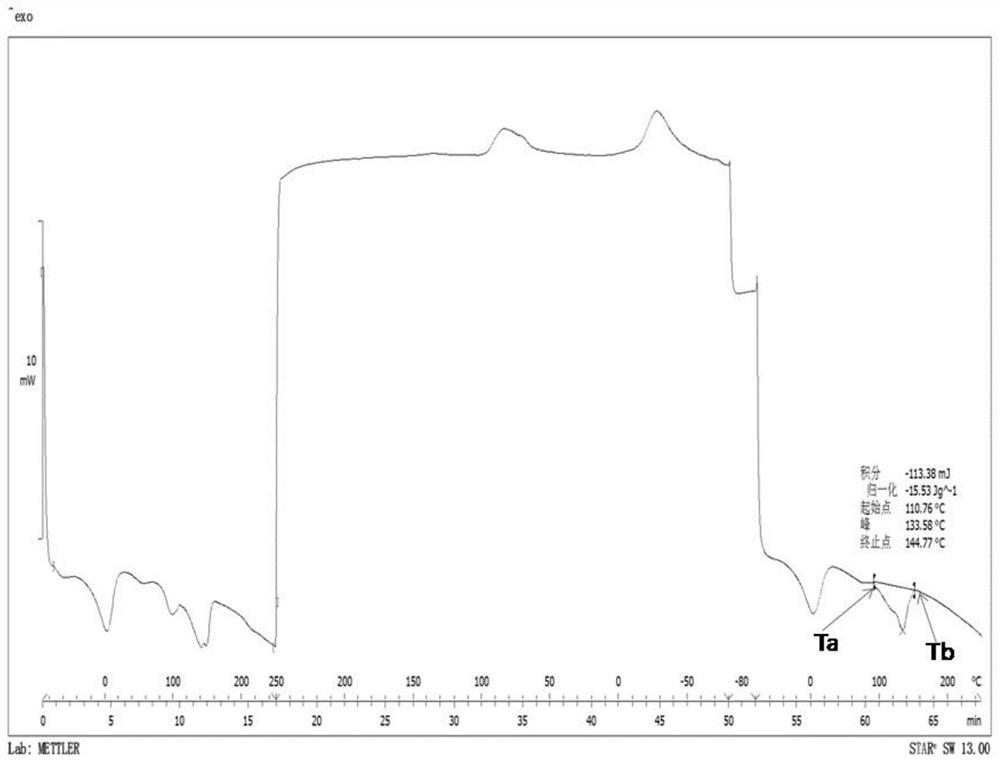
图1本发明实施例1制备的TPU珠粒的DSC测试曲线,其中熔程=Tb-Ta,熔点为Tm。
具体实施方式
以下结合附图对本发明的原理和特征进行描述,所举实例只用于解释本发明,并非用于限定本发明的范围。
实施例1、
本实施例的高平整度发泡珠粒制品用的热塑性聚氨酯弹性体的制备方法,包括以下步骤:
a、将1重量份的平均摩尔数1000g/mol的聚四亚甲基醚、0.38重量份的氢化二苯基甲烷二异氰酸酯(HMDI)、0.043重量份的1,4丁二醇、0.005重量份的二月桂酸亚锡和0.01重量份的抗氧剂1010通过齿轮泵输送至浇注系统混合均匀,得到混合物;
b、将步骤a中的混合物浇注于双螺杆挤出机上连续反应合成得到热塑性聚氨酯弹性体。挤出机各区温度分别为:一区和二区均为150℃,三区、四区和五区均为170℃,六区、七区和八区均为180℃,九区和十区均为200℃,机头温度为205℃,螺杆转速为200rpm。
将得到的热塑性聚氨酯弹性体经过冷却和切粒,得到热塑性聚氨酯弹性体(TPU)珠粒,对其进行性能测试,测试结果见表1。DSC测试曲线如图1所示,其中熔程=Tb-Ta=144.77-110.76=34℃,熔点为Tm为133℃。以下实施例所制备的TPU珠粒的DSC谱图与本实施例类似,此处不一一列举。
发泡TPU珠粒的制备:将10Kg上述TPU珠粒、4Kg二氧化碳和20kg水加入到500L的高压反应釜中形成悬浮液,然后升温至90℃,保持压力为90bar,将压力容器内的悬浮液排放到大气环境中,干燥处理发泡得到TPU珠粒,评价其性能,如表1数据所示。
TPU泡沫制品的成型制备:将上述得到的发泡TPU珠粒填充到长300mm×宽250mm×厚50mm的模具中。采用0.5bar压力的水蒸气沿模具厚度方向压缩10%使粒子粘结成型,最终得到模塑泡沫制品,然后将模塑泡沫制品在70℃烘箱烘干6h,然后室温放置2h,评价其性能,如表1数据所示。
实施例2、
本实施例的高平整度发泡珠粒制品用的热塑性聚氨酯弹性体的制备方法,包括以下步骤:
a、将1重量份的平均摩尔数3000g/mol的聚己二酸丁二醇酯、0.24重量份的异佛尔酮二异氰酸酯(IPDI)、0.09重量份的1,6己二醇、0.004重量份的二乙酸二丁锡和0.005重量份的滑石粉通过齿轮泵输送至浇注系统混合均匀,得到混合物;
b、将步骤a中的混合物浇注于双螺杆挤出机上连续反应合成得到热塑性聚氨酯弹性体。挤出机各区温度分别为:一区和二区均为150℃,三区、四区和五区均为160℃,六区、七区和八区均为170℃,九区和十区均为180℃,机头温度为185℃,螺杆转速为300rpm。
将得到的热塑性聚氨酯弹性体经过冷却和切粒,得到热塑性聚氨酯弹性体(TPU)珠粒,对其进行性能测试,测试结果见表1。
发泡TPU珠粒的制备:将10Kg上述TPU珠粒、4Kg二氧化碳和20kg水加入到500L的高压反应釜中形成悬浮液,然后升温至102℃,保持压力为75bar,将压力容器内的悬浮液排放到大气环境中,干燥处理得到发泡TPU珠粒,评价其性能,如表1数据所示。
TPU泡沫制品的成型制备:将上述得到的发泡TPU珠粒填充到长300mm×宽250mm×厚50mm的模具中。采用0.8bar压力的水蒸气沿模具厚度方向压缩10%使粒子粘结成型,最终得到模塑泡沫制品,然后将模塑泡沫制品在70℃烘箱烘干6h,然后室温放置2h,评价其性能,如表1数据所示。
实施例3、
本实施例的高平整度发泡珠粒制品用的热塑性聚氨酯弹性体的制备方法,包括以下步骤:
a、将1重量份的平均摩尔数1500g/mol的聚四亚甲基醚、0.34重量份的六亚甲基二异氰酸酯(HDI)、0.12重量份的1,4丁二醇、0.002重量份的三乙胺和0.01重量份的抗氧剂1098通过齿轮泵输送至浇注系统混合均匀,得到混合物;
b、将步骤a中的混合物浇注于双螺杆挤出机上连续反应合成得到热塑性聚氨酯弹性体。挤出机各区温度分别为:一区和二区均为150℃,三区、四区和五区均为180℃,六区、七区和八区均为185℃,九区和十区均为200℃,机头温度为205℃,螺杆转速为250rpm,
将得到的热塑性聚氨酯弹性体经过冷却和切粒,得到热塑性聚氨酯弹性体(TPU)珠粒,对其进行性能测试,测试结果见表1。
发泡TPU珠粒的制备:将10Kg上述TPU珠粒、4Kg二氧化碳和20kg水加入到500L的高压反应釜中形成悬浮液,然后升温至110℃,保持压力为110bar,将压力容器内的悬浮液排放到大气环境中,干燥处理得到发泡TPU珠粒,评价其性能,如表1数据所示;
TPU泡沫制品的成型制备:将上述得到的发泡TPU珠粒填充到长300mm×宽250mm×厚50mm的模具中。采用1.2bar压力的水蒸气沿模具厚度方向压缩10%使粒子粘结成型,最终得到模塑泡沫制品,然后将模塑泡沫制品在70℃烘箱烘干6h,然后室温放置2h,评价其性能,如表1数据所示。
对比实施例1、
按照与实施例1类似的方法,区别在于,只是将0.38重量份的氢化二苯基甲烷二异氰酸酯(HMDI)、0.043重量份的1,4丁二醇更换为0.55重量份的芳香族异氰酸酯MDI和0.11重量份的1,4丁二醇。测试结果见表1。
对比实施例2、
按照与实施例2类似的方法,区别在于,只是将0.24重量份的异佛尔酮二异氰酸酯(IPDI)、0.09重量份的1,6己二醇更换为0.41重量份的芳香族异氰酸酯(MDI)和0.15重量份的1,6己二醇,测试结果见表1。
对比实施例3、
按照与实施例3类似的方法,区别在于,只是将0.34重量份的六亚甲基二异氰酸酯(HDI)、0.12重量份的1,4丁二醇更换为0.64重量份的二苯基甲烷二异氰酸酯(MDI)和0.17重量份的1,4丁二醇,测试结果见表1。
对比实施例4、
按照与实施例3类似的方法,区别在于,只是将0.34重量份的六亚甲基二异氰酸酯(HDI)、0.12重量份的1,4丁二醇更换为0.44重量份的六亚甲基二异氰酸酯(HDI)、0.17重量份的1,4丁二醇,测试结果见表1。
表1测试结果
备注:(1)脂肪族热塑性聚氨酯弹性体的熔程和熔点是使用示差扫描量热法(DSC)测试得到的;具体为:使用METTLER公司生产的型号为DSC 1的仪器,采用STARe软件进行数据分析得到的;更具体的:以20℃/min的升温速度将5-10mg的脂肪族热塑性聚氨酯弹性体珠粒从-90℃升温至250℃后,恒温2分钟,然后以10℃/min的速度从250℃降温至-90℃,最后再以20℃/min速度从-90℃升温至250℃,此时将所得的第2次升温时的DSC的熔融峰温度的起始点和终止点的差值作为脂肪族热塑性聚氨酯弹性体珠粒的熔程,将所得到的第2次升温时的DSC曲线的熔解峰峰值温度作为脂肪族热塑性聚氨酯弹性体珠粒的熔点。
(2)泡沫制品平整度评估是采用无纹路平整模具将发泡珠粒模塑成型至制品,然后通过定长度直尺法测量制品表面平整度,以直尺基准面距离制品表面最大间隙表示路面平整度,以㎜计,每个制品测试10个数据取平局值,每个实验测试10个制品的平整度取平均值。
由表1的数据来看,采用本发明技术方案的实施例1、实施例2和实施例3,相比对比实施例1、对比实施例2、对比实施例3和对比实施例4,得到的发泡热塑性聚氨酯弹性体珠粒的水蒸气模塑成型压力均较低,节约了成本。另外,本发明技术方案所制备得到的发泡热塑性聚氨酯弹性体珠粒制品不仅保持了各项优异性能,而且所得的发泡热塑性聚氨酯弹性体珠粒制品表面平整度均为最佳,解决了目前现有的发泡热塑性聚氨酯弹性体珠粒制品表面不平整的技术问题,大大的提升了产品的品质。
在本说明书的描述中,术语“一个实施例”、“一些实施例”、“具体实施例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或实例。而且,描述的具体特征、结构、材料或特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种高平整度的热塑性聚氨酯泡沫制品及其制备方法和应用
- 一种高力学损耗因子热塑性聚氨酯泡沫的制备方法