一种电商物品拣货系统及方法
文献发布时间:2023-06-19 11:24:21
技术领域
本发明涉及一种仓储物流设备技术领域,具体的来说涉及一种智能化的电商仓储物品拣货系统及工作方法。
背景技术
电商物流领域的兴起,出现很多电商仓储拣货需求。
目前电商仓储的拣货模式为人工手持物料筐到每个物品货架位置进行拣货。
其弊端有:拣货效率低、行走范围大、劳动强度大、拣货不良率高、人力数量需求多、占用场地空间大。
发明内容
本发明目的在于克服现有技术中存在的问题,提供一种电商物品拣货系统,及该系统的工作方法。
为了达到上述目的,本发明的技术方案如下:
一种电商物品拣货系统,包括一用于传送物料框的主滚筒线,主滚筒线两侧设置有拣货辅助滚筒线,主滚筒下方还设置有空物料框回流滚筒线;主滚筒线上设置有检测物料框经过的光电开关,辅助滚筒线前端的主滚筒线上设置有扫描物料框识别码的扫码器,辅助滚筒线平形的主滚筒线上设置有用于移动物料框的伺服移栽机,辅助滚筒线设置有检测物料框经过的光电开关,辅助滚筒线末端设置人工投料工位;主滚筒线、辅助滚筒线、回流滚筒线连接 PLC控制器。
辅助滚筒线为多组,多组辅助滚筒线设置在主滚筒线两侧,辅助滚筒线两侧设置仓储货架。
主滚筒线起始位置处设置有阻挡气缸。
辅助滚筒线投料工位处设置阻挡气缸。
回流滚筒线末端设置阻挡气缸。
主滚筒线、辅助滚筒线、回流滚筒线上设置有若干滚筒驱动马达。
伺服伺服移栽机设置有双道循环传送带,传送带位于滚筒缝隙内,传送带上设置有将物料框左右推动的推板,传送带低于滚筒平面,推板高出滚筒平面。
一种电商物品拣货系统的工作方法,步骤如下:
1)所需周转使用的拣货物料筐的两侧预先粘贴可扫描条码;
2)仓储拣货区在双层拣货滚筒线的两侧预先布置仓储货架;
3)在投料工位安排拣货作业人员;
4)开启所有电源,启动PLC41控制器,连接终端电脑;
5)人工把粘贴好条码的周转物料筐从滚筒线运行方向放入;
6)周转物料筐经过扫码器16扫描后继续前进触发光电开关3,到达伺服移栽机30位置,然后根据PLC控制器指令,经达伺服移栽机到达至投料工位或继续向前运行至后段延长投料工位;
7)周转筐完成拣货作业至双层滚筒线末端后由双层滚筒线下层空筐回流运行方向入口处放上,回收物料筐。
所述步骤2)中,货架上依据拣货物品订单进行待拣物品铺货,每个物品种类的存储区域预先安装灯光拣选数字电子标签提示待拣物品区域。
步骤5)中,周转物料筐前进触发光电开关2,扫码器16执行扫码,将周转物料筐条码信息上传至电脑仓储平台WCS控制系统;
仓储平台WCS控制系统经过一系列的仓储平台系统后台数据处理将订单拣货信息发送给货架数字电子标签和双层滚筒线PLC 41控制器,判定扫描后的周转物料筐行走轨迹。
仓储平台WCS控制系统分别与拣货数字电子标签和PLC 41对接,仓储平台WES系统在接受到物品发货订单信息后便会分别生成每个订单的物品拣货信息,当扫码器16扫描到拣货物料筐上粘贴的条码信息后便会反馈到仓储平台WCS控制系统,WCS控制系统在接收到条码信息后便会生成任务请求信息发送给仓储排序SCS系统,仓储排序SCS系统经过订单排序向仓储平台WES系统生成物品拣货订单请求信息,仓储平台WES系统接收到SCS请求信息后便会向仓储管理系统WMS请求执行信息,仓储管理系统WMS在接收到WES系统的请求执行信息后便会下发物品发货订单任务给WES物品发货订单执行信息,WES然后再下发物品发货订单执行信息到SCS订单排序系统生成物品发货订单排序信息,然后将订单排序信息再下发到WCS控制系统,WCS控制系统在接收到扫码器16反馈的条码信息后便会分别发出指令给双层分拣线PLC 41和拣选数字电子标签拣货货架存储位置。
周转物料筐若根据仓储平台WCS控制指令是继续前进,阻挡气缸18缩回,马达23启动将周转物料筐运行至后段延长投料工位处。
周转物料筐经过扫码器16扫描后继续前进触发光电开关3,到达伺服移栽机30位置,周转物料筐若根据仓储平台WCS控制指令前进至拣货辅组滚筒线41位置,阻挡气缸18伸出将周转物料筐阻挡在伺服移栽机30处,伺服移栽机30启动将周转物料筐移至拣货辅组滚筒线41位置,周转物料筐前进滚筒旋转前进至投料工位31处,作业人员触动货架数字电子标签显示出当前周转物料筐需拣物品种类,作业人员将需拣物品放入投料工位31处的当前周转物料筐内,当前投料工位31处订单物品拣货完成后人工将周转物料筐推送至双层滚筒线主线位置上进行下一段延长拣货工位的作业。
当投料工位31的拣货作业人员拣货速度跟不上时,还没完成拣货作业的状态下,第二个待拣货物料周转筐会仓储平台WCS控制系统运行至光电开关12处,触发光电开关12,阻挡气缸20伸出,将第二个待拣货周转物料筐阻挡在当前位置,等待投料工位31当前的周转物料筐完成拣货作业,以此类推,第三个、第四个、第五个、周转物料筐分别触发光电开关11、光电开关10、光电开关9,拣货辅组滚筒线的5个光电开关相继触发后,拣货辅组滚筒线停止转动,伺服移栽机位置如有推送至拣货辅助滚筒线41的拣货周转筐将在当前位置等待,投料工位31处的当前拣货周转物料筐完成拣货作业,人工将拣货周转筐移至双层滚筒线主线上前进至下一段延长投料工位拣货处,拣货周转物料筐离开投料工位31处,光电开关13断开,阻挡气缸20缩回,第二个待拣货周转物料筐前进至投料工位31处,第三个待拣货周转物料筐前进触发光电开关12,阻挡气缸20伸出,以此类推循环完成拣货作业。
步骤7)中,空的物料筐运行至触发光电开关33处,马达35转动停止,阻挡气缸39伸出挡住回流周转空筐,光电开关34触发阻挡气缸36伸出;人工将光电开关33位置周转物料筐取处,马达35转动,阻挡气缸36缩回,马达37、38转动,回流空周转物料筐运行至光电开关33位置,完成循环作业。
有益效果:本发明改变了以往人工手持物料筐行走到物品货架拣货的作业模式,实现由一条滚筒输送线将物料空筐输送至物品货架拣货工位位置,人工小范围行走即可完成的拣货作业模式。优点如下:
1.拣货效率高
2.行走范围小
3.人力数量少
4.占用场地空间小
5.拣货作业错误率低
6.自动化成度提高
7.依据SKU数量可扩展双层滚筒线的长度和拣货辅组滚筒线投料工位的数量。
本发明解决了:以往人工手持物料筐行走到物品货架拣货的作业模式,结合PLC控制程序和电商仓储平台系统实现由一条滚筒输送线将物料空筐输送至物品货架拣货工位位置,人工小范围行走即可完成的拣货作业模式。
附图说明
图1为本发明所述的电商物品拣货系统俯视平面结构示意图;
图2为本发明所述的电商物品拣货系统截面结构示意图;
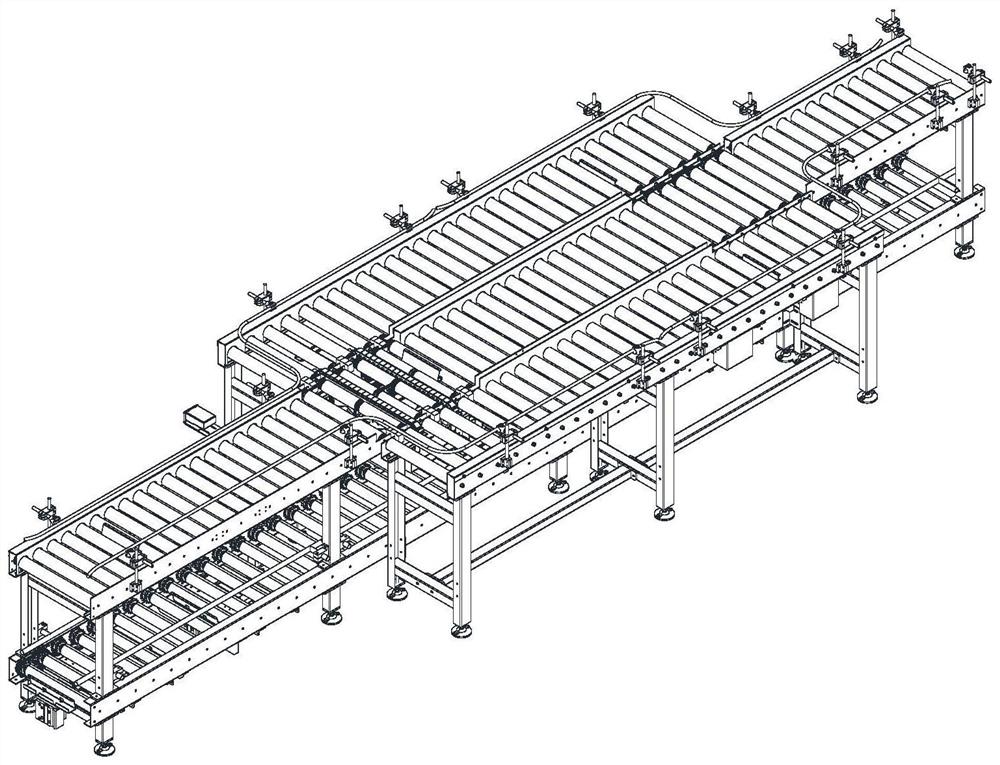
图3为本发明所述的电商物品拣货系统立体状态结构示意图;
图4为本发明所述的私服移栽机结构示意图;
图5为本发明所述的电商物品拣货系统工作控制原理图;
图6为本发明所述的电商物品拣货系统扩展多个拣货工位示意图。
具体实施方式
下面结合具体实施例,进一步阐述本发明。
参看图1、图2、图3和图4,一种电商物品拣货系统,包括一用于传送物料框的主滚筒线,主滚筒线两侧设置有拣货辅助滚筒线41或42,主滚筒下方还设置有空物料框回流滚筒线。主滚筒线上设置有检测物料框经过的若干光电开关,辅助滚筒线前端的主滚筒线上设置有扫描物料框识别码的扫码器16,辅助滚筒线平形的主滚筒线上设置有用于移动物料框的伺服移栽机30,辅助滚筒线设置有检测物料框经过的若干光电开关,辅助滚筒线末端设置人工投料工位;主滚筒线、辅助滚筒线、回流滚筒线连接PLC41控制器。
主滚筒线起始位置处设置有阻挡气缸。
辅助滚筒线投料工位处设置阻挡气缸。
回流滚筒线末端设置阻挡气缸。
主滚筒线、辅助滚筒线、回流滚筒线上设置有若干滚筒驱动马达。
伺服伺服移栽机设置有双道循环传送带,传送带位于滚筒缝隙内,传送带上设置有将物料框左右推动的推板,传送带低于滚筒平面,推板高出滚筒平面。
具体如下:
1、依据拣货物料筐大小进行双层拣货输送线尺寸设计制作
2、所需周转使用的拣货物料筐的两侧预先粘贴可扫描条码,把每个物料筐分别身份信息绑定
3、仓储拣货区在双层拣货滚筒线的两侧预先布置仓储货架,货架上依据拣货物品订单进行待拣物品铺货,每个物品种类的存储区域预先安装灯光拣选数字电子标签提示待拣物品区域
4、在双层拣货滚筒线的投料工位31和投料工位32各自安排一位拣货作业人员
5、参看图5,双层拣货滚筒线与仓储平台管理控制系统逻辑关系如下:仓储平台WCS 控制系统分别与拣货数字电子标签和PLC 41对接,仓储平台WES系统在接受到物品发货订单信息后便会分别生成每个订单的物品拣货信息,当扫码器16扫描到拣货物料筐上粘贴的条码信息后便会反馈到仓储平台WCS控制系统,WCS控制系统在接收到条码信息后便会生成任务请求信息发送给仓储排序SCS系统,仓储排序SCS系统经过订单排序向仓储平台WES系统生成物品拣货订单请求信息,仓储平台WES系统接收到SCS请求信息后便会向仓储管理系统 WMS请求执行信息,仓储管理系统WMS在接收到WES系统的请求执行信息后便会下发物品发货订单任务给WES物品发货订单执行信息,WES然后再下发物品发货订单执行信息到SCS 订单排序系统生成物品发货订单排序信息,然后将订单排序信息再下发到WCS控制系统, WCS控制系统在接收到扫码器16反馈的条码信息后便会分别发出指令给双层分拣线PLC 41 和拣选数字电子标签拣货货架存储位置。
WCS全称是Warehouse Control System,中文意思是仓库控制系统。也叫仓库分拣控制系统。是介于WMS系统和PLC系统之间的一层管理控制系统。可以协调各种物流设备,如输送机、码垛机、穿梭车以及机器人、引导车等物流设备之间的运行。主要实现对各种设备系统接口的集成、统一调度和监控。
WES仓库执行系统(Warehouse Execution System)是一种通过结合WMS和WCS中物流作业及设备物流作业相关要素,为物流中心运作提供全局性调度优化及实时决策的软件系统)、 SCS(顺序控制系统SCS(Sequence Control System),是指按照规定的时间或逻辑的顺序,对某一工艺系统或主要辅机的多个终端控制元件进行一系列操作的控制系统。
6、具体拣货作业顺序如下:
a)分别启动PLC电箱控制柜41电源和双层滚筒线两侧货架数字电子标签电源,连接终端电脑。
b)人工把粘贴好条码的周转物料筐从滚筒线运行方向放入,周转物料筐前进触发光电开关2,扫码器16执行扫码,将周转物料筐条码信息上传至电脑仓储平台WCS控制系统。
c)仓储平台WCS控制系统经过一系列的仓储平台系统后台数据处理将订单拣货信息发送给货架数字电子标签和双层滚筒线PLC 41,判定扫描后的周转物料筐行走轨迹。
d)周转物料筐经过扫码器16扫描后继续前进触发光电开关3,到达伺服移栽机30位置,周转物料筐若根据仓储平台WCS控制指令是继续前进,阻挡气缸18缩回,马达23启动将周转物料筐运行至后段延长投料工位处。
e)周转物料筐经过扫码器16扫描后继续前进触发光电开关3,到达伺服移栽机30位置,周转物料筐若根据仓储平台WCS控制指令前进至拣货辅组滚筒线41位置,阻挡气缸18伸出将周转物料筐阻挡在伺服移栽机30处,伺服移栽机30启动将周转物料筐移至拣货辅组滚筒线41位置,周转物料筐前进滚筒旋转前进至投料工位31处,作业人员触动货架数字电子标签显示出当前周转物料筐需拣物品种类,作业人员将需拣物品放入投料工位31处的当前周转物料筐内,当前投料工位31处订单物品拣货完成后人工将周转物料筐推送至双层滚筒线主线位置上进行下一段延长拣货工位的作业。
f)由于人工把粘贴好条码的周转物料筐连续从滚筒线运行方向放入,如果投料工位31 的拣货作业人员拣货速度跟不上,还没完成拣货作业的状态下,那么第二个待拣货物料周转筐会仓储平台WCS控制系统运行至光电开关12处,触发光电开关12,阻挡气缸20伸出,将第二个待拣货周转物料筐阻挡在当前位置,等待投料工位31当前的周转物料筐完成拣货作业。以此类推,第三个、第四个、第五个、周转物料筐分别触发光电开关11、光电开关10、光电开关9,拣货辅组滚筒线的5个光电开关相继触发后,拣货辅组滚筒线停止转动,伺服移栽机位置如有推送至拣货辅助滚筒线41的拣货周转筐将在当前位置等待,投料工位31处的当前拣货周转物料筐完成拣货作业,人工将拣货周转筐移至双层滚筒线主线上前进至下一段延长投料工位拣货处,拣货周转物料筐离开投料工位31处,光电开关13断开,阻挡气缸20缩回,第二个待拣货周转物料筐前进至投料工位31处,第三个待拣货周转物料筐前进触发光电开关12,阻挡气缸20伸出,以此类推循环完成拣货作业作业。
g)拣货辅助滚筒线42与拣货辅组滚筒线41拣货作业完全一样。
h)周转筐完成拣货作业至双层滚筒线末端后由双层滚筒线下层空筐回流运行方向入口处放上,运行至触发光电开关33处,马达35转动停止,阻挡气缸39伸出挡住回流周转空筐,光电开关34触发阻挡气缸36伸出。
i)人工将光电开关33位置周转物料筐取处,马达35转动,阻挡气缸36缩回,马达37、 38转动,回流空周转物料筐运行至光电开关33位置,完成循环作业。
参看图6,依据SKU数量可扩展双层滚筒线的长度和拣货辅组滚筒线投料工位的数量。图5中,设置了三组辅助滚筒线。
SKU是一种表示库存进出计量的单位,例如,盒,件。如今的sku被广泛引申为某款产品的统一编号的简称,每一个产品都有它独一无二的sku号。sku号包括其商品的品牌、型号、等级、配置、单位、用途、产地、价格、生产日期、保质期等等一系列属性,每一件商品的这些属性与其他任何商品都不一样,这样的商品称为一个单品,其sku号是独一无二的。)
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明专利要求保护的范围由所附的权利要求书及其等同物界定。
- 一种基于RFID的电商自动拣货系统及其拣货方法
- 一种电商物品拣货系统