三维(3D)物体打印模拟器
文献发布时间:2023-06-19 11:24:21
本申请为分案申请,其母案的发明名称为“三维(3D)物体打印模拟器”,申请日为2016年1月25日,申请号为201680080106.4。
背景技术
三维(3D)打印是用于从数字模型制作三维立体物体的增材打印过程。3D打印通常用于快速产品原型设计、模具生成和模具基模(mold master)生成中。3D打印技术被认为是增材过程,因为它们涉及连续材料层的施加。3D打印中使用的材料通常使用固化或熔融过程和机器。对于一些材料,这可以使用热辅助挤压或烧结来实现,并且对于其他材料可以使用数字光投影技术来实现。
附图说明
所附附图图示了本文描述的原理的各种示例,并且是说明书的一部分。所图示的示例仅为了说明而给出,并不限制权利要求的范围。
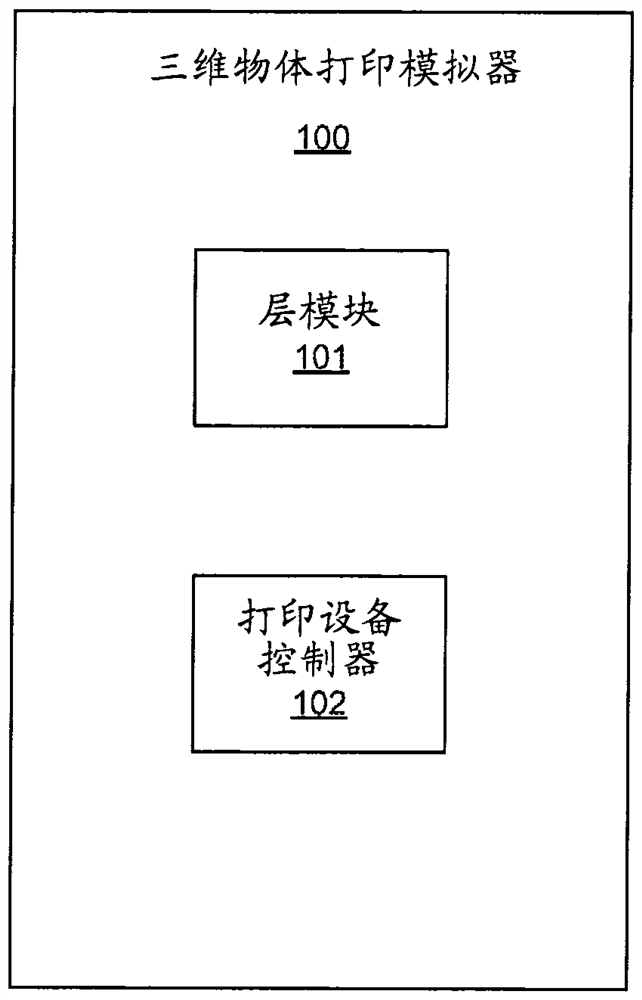
图1是根据本文描述的原理的示例的三维(3D)物体打印过程级别模拟器的框图。
图2是根据本文描述的原理的示例的网络-物理三维(3D)物体打印模拟器的框图。
图3和4是根据本文描述的原理的示例的3D打印模拟系统的框图。
图5是根据本文描述的原理的一个示例的由图3和4的打印模拟系统进行的模拟3D制造过程中的多个模拟层的等距视图。
图6是示出根据本文描述的原理的一个示例的当可烧结材料的新的模拟层被放在表面层的顶部上时层信息从一个层到另一个层的转移的框图。
图7是根据本文描述的原理的一个示例的由打印设备的熔融模块使之发生的模拟熔融过程的示例模型。
图8是示出根据本文描述的原理的一个示例的模拟三维(3D)物体的打印的方法的流程图。
遍及附图,相同的附图标记指定类似但不一定相同的元件。
具体实施方式
关于上述的内容,三维(3D)打印方法的示例包括照亮区处理。在照亮区处理期间,在目标位置处铺设可烧结材料的层。包括粘合剂的聚结分散体选择性地沉积成与可烧结材料的所选区域接触。然后将至少一个层暴露于辐射。这导致其中粘合剂被沉积的可烧结材料的所选区域熔融并硬化成为3D物体的层。聚结分散体可以包括水溶性或水分散性红外或近红外粘合剂。在一些示例中,这些粘合剂能够渗透到可烧结材料的层中并钝化到可烧结材料的外表面上。这些粘合剂还能够吸收电磁辐射并将吸收的电磁辐射转换成热能,热能继而熔化或烧结与粘合剂接触的可烧结材料。这使得可烧结材料熔融、粘合和/或固化,以形成3D物体的层。
确定所产生的3D物体的质量的因素是对被打印的部分的热控制。影响可烧结材料的热剖面的多种因素以及这些因素之间的相互关系可能相对复杂。这些因素中的一些包括打印设备如何处理可烧结材料、可烧结材料的物理/化学特性以及3D打印设备的操作条件。
本说明书描述了可以模拟可烧结材料的打印设备过程和物理/化学反应的系统、方法和设备。在一个示例中,这是为了预测沉积层的热状况而进行的。该系统、方法和设备的潜在使用包括增强打印设备的设计、在参与3D物体的现实生产之前探索硬件组件的不同选项(例如,不同类型的灯)、以及设计和测试固件控制方案(例如,驱动灯的波形、和/或用于各种移动部分的伺服电机)。此外,使用所描述的系统、方法和设备可以帮助开发和优化3D打印过程以及探索未来可烧结材料以构建更好和更高质量的3D物体。
本说明书描述了一种三维(3D)物体打印过程级别模拟器,在示例中,其包括:层模块,用于对要构建的模拟3D物体的多个层进行建模;以及打印设备控制器,用于从层模块接收多个模拟值以模拟3D物体打印过程并基于与打印设备控制器相关联的打印设备的物理特性来调整3D物体打印过程。
本说明书还描述了一种网络-物理三维(3D)物体打印模拟器,在示例中,其包括:打印设备,包括处理器,用于发送描述要如何打印模拟3D物体的指令;以及层模块,用于至少基于多个层的密度来模拟从要打印的3D物体中的多个层的热转移。在示例中,层模块可以基于任何数量的层的密度、任何数量的层的温度、来自多个层中的任何一个的辐射热、以及从多个层中的任何一个向周围环境的任何热损失来模拟从要打印的3D物体中的多个层的热转移。
本说明书还描述了一种模拟三维(3D)物体的打印的方法,在示例中,其包括:在控制器处接收描述在3D物体打印过程期间的参数的配置文件、描述在3D打印过程期间要使用的可烧结材料的特性的环境文件、以及描述3D物体的多个层的布局的3D物体图像文件;模拟3D物体的打印;以及生成3D打印过程的层温度数据、密度数据和执行时间。
如在本说明书中和在所附权利要求中所使用的,术语“多个”或类似语言意在广泛地理解为包括1到无穷大的任何正数。
在以下描述中,出于解释的目的,阐述了许多具体细节以便提供对本系统和方法的透彻理解。然而,对于本领域技术人员将清楚明白的是,可以在没有这些具体细节的情况下实践本装置、系统和方法。说明书中对“示例”或类似语言的引用意味着结合该示例描述的特定特征、结构或特性如所描述的那样被包括,但可以不被包括在其他示例中。
现在转到附图,图1是根据本文描述的原理的示例的三维(3D)物体打印过程级别模拟器(100)的框图。三维(3D)物体打印模拟器(100)包括层模块(101)和打印设备控制器(102)。如下面将更详细描述的,层模块(101)对模拟3D物体的多个层进行建模,以基于由打印设备控制器(102)提供的动作来向模拟器提供模拟值。模拟值是离散的,因为它们是从层模块(101)采样的。在示例中,在每个层被模拟的同时以连续的方式向模拟器提供这些模拟值。
用于该过程级别模拟的示例网络-物理系统的应用有助于对三维(3D)物体打印过程级别模拟器的网络部分进行建模,其包括过程控制和计算,如下面将描述的。此外,用于该过程级别模拟的网络-物理系统有助于对三维(3D)物体打印过程级别模拟器的物理部分进行建模,其包括致动器的机械移动和制造过程中使用的这样的供电的材料的热模型的创建。该过程还内部地应对离散信号和信号的转换。
在一个示例中,这些模拟值描述了在铺设可烧结材料的层、聚结分散体和粘合剂被分散在可烧结材料上、并且向层施加电磁辐射之后的模拟3D物体的任何数量的层的温度。在示例中,层模块(101)将这些模拟值提供给3D物体打印模拟器(100),从而使得3D物体打印模拟器(100)经由打印设备控制器(102)调整用于打印3D物体的模拟动作。
在示例中,三维(3D)物体打印模拟器(100)的用户可以看到模拟值并使用该信息来通过例如改变传感器的采样速率来改善3D物体的设计。因此,如下面将更详细描述的,层模块(101)可以模拟值,并且值可以被采样以成为传感器读数。以这种方式,也可以模拟传感器的行为。控制器(102)观察这些传感器读数(在现实3D物体打印状况下这也是如此)并对那些传感器读数作出反应。因此,传感器读数是可以由控制器(102)观察的值的部分。
在示例中,模拟值是由打印设备控制器(102)采取的初始模拟动作的结果。打印设备控制器(102)使得动作被发送到层模块(101),以便开始并继续构建3D物体的模拟。这些动作触发或引发在层模块(101)中的物理和/或化学反应。除其他之外,动作尤其可以包括例如预热动作、可烧结材料沉积动作、粘合剂喷射动作、熔融动作和重新涂覆动作。这些动作中的每个当被提供给层模块(101)时可以引起由层模块(101)提供给打印设备控制器(102)的模拟值的改变。
在一个示例中,层模块(101)可以是相对于编译、与其他单元组合以及加载而可标识和离散的程序单元。在示例中,层模块(101)可以采用计算机可用程序代码的形式,所述代码当由处理器执行时可以对模拟3D物体构建的多个层进行建模,接收基于3D图像文件要执行的动作,并将模拟值提供给打印设备控制器(102)。在示例中,层模块(101)可以是ASIC,其对模拟3D物体构建的多个层进行建模,接收基于3D图像文件要执行的动作,并将模拟值提供给打印设备控制器(102)。虽然图1示出层模块(101)和打印设备控制器(102)都作为3D物体打印模拟器(100)的部分,但本说明书考虑层模块(101)和打印设备控制器(102)存在于单独和协作的计算设备中,其中这些计算设备中的每个通过网络进行通信以实现本文描述的方法。
图2是根据本文描述的原理的示例的网络-物理三维(3D)物体打印模拟器(200)的框图。网络-物理三维(3D)物体打印模拟器(200)可以包括包含控制器(202)的打印设备(201)和层模块(203)。网络-物理三维(3D)物体打印模拟器(200)可以是包括控制物理实体(除其他之外,尤其是可烧结材料、粘合剂、电磁辐射源)的协同计算元件(打印设备(201)的控制和过程)的网络-物理设备。网络部分可以通过打印过程触发物理部分的模拟物理和/或化学反应,同时还通过模拟传感器感知物理部分的当前模拟状态(例如,表面层温度)。
如上所述,打印设备(201)的控制器(202)可以使得动作被生成,从而引起对层模块(203)中的3D物体的模拟层的物理和/或化学反应。模拟值可以由层模块(203)提供给控制器(202),以供控制器(202)感知模拟层的状态,并且在一个示例中,调整要发送回到层模块(203)的动作的特性。
在模拟期间,控制器(202)引导3D物体的任何数量的模拟层被创建,同时从层模块(203)接收模拟值。层的数量可以变化,并且在一个示例中,除打印过程的其他特性之外,网络-物理三维(3D)物体打印模拟器(200)尤其可以通过例如调整物理3D打印设备(201)的各种组件的速度、要使用的可烧结材料的类型、要使用的粘合剂的类型、要施加到单独层中的每个的电磁辐射的量和类型、以及层的施加之间的冷却时段来提供关于如何改善3D物体打印过程的建议。这允许网络-物理三维(3D)物体打印模拟器(200)的用户在实际打印单个3D物体之前调整3D物体打印过程的不同参数。作为结果,可以节省3D打印材料,可以减少物理打印时间,并且可以运行使用替代烧结材料和粘合剂的实验设计。
图3和4是根据本文描述的原理的示例的3D打印模拟系统(300)的框图。如上所述,3D打印模拟系统(300)可以包括打印设备(图3,301)和层模块(图4,309)。在示例中,打印设备(图3,301)可以包括控制器(302)。在示例中,控制器(302)可以与打印设备(图3,301)分离,并且可以是经由例如网络通信地耦合到打印设备(图3,301)的处理器。如本文将描述的,在一个示例中,打印设备(图3,301)可以不执行3D物体的制造,而取而代之是经由控制器(302)参与3D物体的模拟制造。在该示例中,打印设备(图3,301)的各方面和特性可以由控制器(302)使用来作为用于模拟打印过程的参数。打印设备(图3,301)的这些方面和特性中的一些可以包括用于在固化或烧结过程期间提供电磁辐射的电磁源的类型和能力。此外,打印设备(图3,301)的方面或特性可以包括粘合剂喷射设备(诸如喷墨打印头)的速度和喷射能力。
层模块(图4,309)可以采取完全硬件示例或组合计算机可读程序代码和硬件方面的示例的形式,其在本文中通常都可以称为“层模块”。在其中层模块(图4,309)是计算机可读程序代码和硬件方面的组合的示例中,可以使用控制器或处理器来执行该软件。控制器(302)可以是通用计算机、本文描述的打印设备(图3,301)或专用计算机的部分。
打印设备(图3,301)可以包括有限状态机(303),其控制在描述打印设备(图3,301)的每种模式或状态的行为的模态模型中打印设备(图3,301)的过程。有限状态机(303)可以考虑从层模块(图4,309)接收的关于任何模拟打印层和在其之下正打印层的任何模拟打印环境(例如,单独层的表面温度)的信息。如将描述的,有限状态机(303)在模拟之下还1)引导预热模块(305)进行预热;2)当预热完成时,引导粘合剂喷射模块(306)喷射粘合剂;3)当剂喷射完成时,向熔融模块(307)发送命令以熔融多个层当中的表面层;4)当熔融完成时,引导重新涂覆模块(308)在已经沉积的层的顶部上重新涂覆可烧结材料的层。
虽然图3将模块(305-308)描绘为使用单个有限状态机(303),但是在示例中,每个模块(305-308)可以为了本文描述的目的而实现它们自己的有限状态机。在示例中,这可以允许模块彼此独立地操作以及在彼此分开的物理上不同的计算设备和打印设备(301)内操作。在示例中,有限状态机(303)可以引导每个模块(305-308),而单独模块(305-308)中的每个还可以包括它们自己相应的有限状态机以引导它们相应的过程。在该示例中,有限状态机(303)帮助从控制器(302)接收的指令,而用于单独模块(305-308)中的每个的个性化有限状态机可以帮助它们自己的过程。
作为示例,打印设备(图3,301)的过程的模型包括熔融过程,其中过程的状态包括空闲状态,其中热阵列最初未移动,然后移动以熔融(移动以熔融(movingToFuse)状态)沉积在打印设备(图3,301)的供应床上的可烧结材料。一旦在层模块(图4,309)处接收到用于熔融过程的命令,则完成热阵列的移动(movingToFuse状态)。虽然供应床上的可烧结材料经受来自热阵列的电磁辐射热(熔融状态),但是针对层模块(图4,309)生成动作。热阵列在熔融之后移动(熔融后移动(movingAfterFuse)状态)到其最终位置。本文描述的打印设备(图3,301)的每个过程可以具有由有限状态机(303)创建的模态模型。
打印设备(图3,301)还可以包括多个处理模块(304),包括预热模块(305)、粘合剂喷射模块(306)、熔融模块(307)和重新涂覆模块(308)。控制器(303)和处理模块(304-308)可以通过命令(327)和完成(328)信号彼此通信。控制器(302)可以将用于3D打印的3D物体打印规范(基于3D图像文件)发送到处理模块(204),并且可以确定所述处理的流。处理模块(204)可以生成动作命令,其生成在层模块(图4,309)中的物理和/或化学反应。控制器(302)可以经由由层模块(图4,309)产生的模拟值接收层模块(图4,309)中的3D图像文件的多个模拟层的状态更新。以这种方式,控制器(302)借助于有限状态机(303)参与3D物体制造过程的模拟。
如上所述,打印设备(图3,301)并且具体地处理模块(204-208)可以将动作(329)发送到层模块(图4,309)以便模拟层模块(图4,309)的模拟层中的物理和/或化学反应。任何数量的模拟层可以存在于层模块(图4,309)中,并且基于由控制器(302)接收和处理的3D图像文件中描述的层的数量。在图4所示的示例中,层模块(图4,309)模拟四种单独类型的层:表面层(310)、第一内部层(315)、第二内部层(319)和底块层(323)。为了减少模拟层的数量,3D物体的模拟制造包括这三种类型的层:表面层(310)、内部层(315、319)和底块层(323)。使用这三种类型的层减少了所使用的处理资源的量,并且消除了可能对由任何给定层所经历的温度的任何改变没有显著贡献的那些单独层。
表面层(310)表示要制造的3D物体的模拟层,其是任何给定时间处的最顶层。表面层(310)可以包括表面层温度模型(311),其包括部分区域温度模型(312)和可烧结材料区域温度模型(313)。部分区域温度模型(312)和可烧结材料区域温度模型(313)分别描述了其中粘合剂已经被沉积的可烧结材料层上的位置的平均温度以及其中粘合剂还未被沉积的模拟可烧结材料的平均温度。
表面层(310)还可以包括部分区域密度模型(314)。部分区域密度模型(314)可以从表面层温度模型(311)接收峰值温度读数(331)。峰值温度读数(331)可以由部分区域密度模型(314)使用来估计部分区域密度(332)。如下面将更详细描述的,正被制造的3D物体的一部分的密度影响在新的可烧结材料层沉积在表面层(310)上之后的表面层(310)的温度。
在示例中,可以通过诸如托勒密(Ptolemy) II的建模工具来模拟本文描述的所有模型。托勒密 II是一组开源Java包,其支持异构的、并发的建模和设计。托勒密 II由加州大学伯克利分校处的爱德华·李(Edward Lee)等人开发。在示例中,定义托勒密 II的计算机可用程序代码可以由如上所述的控制器(302)执行以实现本文描述的方法和过程。
层模块(图4,309)还可以包括3D物体的多个其他模拟层,包括第一内部层(315)、第二内部层(319)和底块层(323)。这些层(315、319和323)中的每个包括层温度模型(316、320、324),每个还包括部分区域温度模型(317、321、325)和可烧结材料区域温度模型(318、322、326)。这些部分区域温度模型(317、321、325)和可烧结材料区域温度模型(318、322、326)还分别描述了其中粘合剂已经被沉积的可烧结材料层上的位置的温度以及其中粘合剂还未被沉积的模拟可烧结材料的温度。所有这些部分区域温度模型(317、321、325)和可烧结材料区域温度模型(318、322、326)预测其相应的层中的每个的各个部分的温度并提供描述这些温度的数据以与由表面层温度模型(311)的部分区域温度模型(312)和可烧结材料区域温度模型(313)提供的数据相组合。该数据表示可能在制造过程中影响其他层的温度的每个层的那些温度。
当数据由层模块(图4,309)的单独模块和模型模拟时,数据可以被累积并以模拟值(330)的形式发送到打印设备(图3,301)的控制器(302)。控制器(302)使用这些模拟值来调整发送到处理模块(304)的命令(327)。当模拟表面层(310)的顶部上的附加层的构建时,根据这些调整的命令(327),处理模块(304)调整呈现给层模块(图4,309)的动作(329)。打印设备(图3,301)和层模块(图4,309)之间的动作(329)和模拟值(330)的这种交换可以继续,直到已经模拟而创建了模拟3D物体的所有层。
作为该模拟过程的结果,打印设备(图3,301)的控制器(302)向用户提供关于当使用打印设备(图3,301)制造现实3D物体时可以预期的内容的有用信息。在一个示例中,打印设备(图3,301)可以经由图形用户界面向用户提供例如在模拟制造过程期间的每个层的每个部分的温度的图形表示。此外,打印设备(图3,301)可以经由图形用户界面向用户提供正被制造的3D物体的每个部分的部分区域密度的图形表示。此外,打印设备(图3,301)可以经由图形用户界面向用户提供每个层的制造时间和整个3D物体的制造时间。利用该信息,用户可以调整制造过程的某些参数并再次运行模拟,以便获得期望的结果和产品。除用于制造3D物体的设备和材料的其他方面之外,这尤其允许用户利用不同类型的烧结材料、粘合剂、聚结剂和电磁辐射源来实验。
图5是根据本文描述的原理的一个示例的由图3和图4的打印模拟系统进行的模拟3D制造过程中的多个模拟层(500)的等距视图。多个因素可能影响每个模拟层(500)并且具体是表面层(310)的温度。这些因素包括源自预热和熔融源(501)的辐射能量(502);来自粘合和聚结剂喷射设备(504)的粘合和聚结剂(503)喷射效果;向周围环境的热损失(505);在单独层之间通过传导的热转移(506);以及由表面层(310)之上的新的可烧结材料层的分层过程(507)所吸收的热。这些因素中的一些增加了传导到表面层(310)中的热量,而一些减少了由表面层(310)感到的热量。在任一情况下,由表面层(310)感到的温度的这些变化由例如层模块(图4,309)考虑,并且关于这些温度的恒定实时更新被提供给打印设备(图3,301)的控制器(302)作为模拟值(330)。在示例中,可以使用时间计算模型(MoC)并且随时间积分所有上述热转移因素,以计算用于所有部分区域温度模型(312)的部分区域以及用于所有可烧结材料区域温度模型(313)的可烧结材料区域的温度。在示例中,对于内部层(315、319)以及底层(323),即使在这些层被覆盖新的可烧结材料层之后,通过传导转移的热(506)仍然可以影响表面层(310)的温度。
如上所述,可以将多个层聚合在一起以形成单个底块层(323)。这减少了模拟3D物体构建过程期间的模拟层的数量。然而,当可烧结材料的新模拟层被放置在表面层(310)之上时,关于这些不同层的信息确实会变化。图6是示出根据本文描述的原理的一个示例的当可烧结材料的新模拟层被放在表面层(310)的顶部上时该信息从一个层到另一个层的转移的框图。在示例中,层模块(图4,309)在模拟3D物体制造期间实时向打印设备(图3,301)提供所有当前的和新的层数据。
在图6中,示出了预分层的一组层(310-1、315-1、319-1、323-1)将包括温度数据的当前数据提供给后分层的一组层(310-2、315-2、319-2、323-2)中的相应的新层。数据转移的过程(600)可以开始于在当前表面层(310-1)之上放置(601)新的可烧结材料层。当这完成时,描述表面层(310-1)的当前温度的数据被转移(602)到新的第一内部层(315-2),其在新的可烧结材料层的放置(601)之前是表面层(310-1)。此时,层模块(图4,309)开始模拟新的可烧结材料层的温度,并将该新的可烧结材料层分配为新的表面层(310-2)。
类似地,在新的可烧结材料层的放置(601)之前与第一内部层(315-1)相关联的温度被转移(603)到现在由层模块(图4,309)这样标记的新定义的第二内部层(319-2)。再次,层模块(图4,309)开始模拟新的第二内部层(319-2)的温度,并以模拟值(图4,330)的形式向打印设备(图3,301)提供该数据。
与第二内部层(319-1)相关联的温度可以和与底层(323-1)相关联的温度进行平均。在示例中,对这两个层(319-1、323-1)求平均可以经由以下等式完成:
其中A是在底层(323-1)中形成的层的数量;T
在该过程(600)期间发生许多温度改变。在示例中,由于来自新的第一内部层(315-2)的热传导,新的表面层(310-2)可能开始变热。此外,新的底层(323-2)的热容量增加,而电导率减小,这是由于距表面层(310-2)的增加的距离而导致。
参考图3,图7是根据本文描述的原理的一个示例的由熔融模块(图3,307)使之发生的模拟熔融过程(700)的示例模型。该过程(700)包括热阵列(701)和其中可烧结材料(703)和聚结分散体和粘合剂(704)被沉积的供应床(702)之间的相互作用。如上所述,熔融模块(图3,307)可以由控制器(图3,302)引导以将动作发送到层模块(图4,309),以便模拟3D物体的制造。熔融过程(700)可以开始于热阵列(701)在远离供应床(702)的位置中被置于空闲状态(705),使得没有来自其的电磁辐射与供应床(702)以及沉积在其上的任何可烧结材料(703)和/或聚结分散体和粘合剂(704)进行接触。然后,当由控制器(图3,302)指令时,熔融模块(图3,307)可以将模拟动作发送到层模块(图4,309),其已把热阵列(701)置于使得热阵列(701)朝向供应床(702)移动的“移动到熔融”状态(706)中。此时,加热粘合材料(704)和熔融可烧结材料(703)的效果由层模块(图4,309)模拟。可以使热阵列(701)模拟完全熔融状态(707)。实时地,熔融模块(图3,307)的模拟传感器发送单独层(310、315、319、323)的温度读数,其指示要施加多少电磁辐射以及电磁辐射要施加多长时间。来自熔融模块(图3,307)的动作可以在由控制器(图3,302)提供给熔融模块(图3,307)的指令下更新。然后,熔融模块(图3,307)可以发送动作以将热阵列(701)置于使得层模块(图4,309)模拟在其之下热阵列(701)从供应床(702)上方移除的条件的熔融后移动状态,由此加顶材料的熔融过程。
除了与熔融模块(图3,307)有关的上述示例之外,其他模块(305、306和308)中的每个可以各自通过控制器(图3,302)的引导向层模块(图4,309)呈现动作,以便模拟在3D物体制造过程期间进行的其他类型的动作。因此,本说明书考虑呈现给层模块(图4,309)的任何模拟动作,以便完成整个3D物体的模拟构建。
图8是示出根据本文描述的原理的一个示例的模拟三维(3D)物体的打印的方法(800)的流程图。方法(800)可以通过在控制器(图3,302)处接收(801)描述在3D物体打印过程期间的参数的配置文件、描述在3D打印过程期间要使用的可烧结材料的特性的环境文件、以及描述3D物体的多个层的布局的3D物体图像文件而开始。除其他之外,配置文件中描述的3D物体打印过程期间的参数尤其可以包括预热目标温度、热阵列(701)速度和由热阵列(701)提供的电磁辐射的强度。环境文件还可以描述上述的粘合剂的特性。
方法(800)可以通过模拟(802)如上所述的3D物体的打印过程而继续。这是通过使用被呈现给处理模块(304)的命令信号(327)来实现的。这些命令信号(327)引导处理模块(304)将某些动作发送到层模块(图4,309),以供层模块(图4,309)实现。
方法(800)可以通过生成(803)3D打印过程的层温度数据、密度数据和执行时间而继续。如上所述,该数据由层模块(图4,309)生成,并以模拟值(330)的形式被发送到处理模块(304)。
本文参考根据本文描述的原理的示例的方法、装置(系统)和计算机程序产品的流程图图示和/或框图描述了本系统和方法的各方面。流程图图示和框图的每个框以及流程图图示和框图中的框的组合可以由计算机可用程序代码实现。计算机可用程序代码可以被提供给通用计算机、专用计算机或其他可编程数据处理装置的处理器以产生机器,使得计算机可用程序代码在经由例如打印设备(301)或其他可编程数据处理装置的控制器(图3,302)执行时,实现流程图和/或框图一个或多个框中指定的功能或动作。在一个示例中,计算机可用程序代码可以体现在计算机可读存储介质中;计算机可读存储介质是计算机程序产品的部分。在一个示例中,计算机可读存储介质是非暂时性计算机可读介质。
说明书和附图描述了3D物体打印模拟器。所描述的3D物体打印模拟器可以使用描述用于形成3D物体的任何类型的打印设备或材料的特性来模拟3D打印过程。作为模拟的结果,用户可以调整用于在现实应用中实现相对优秀结果的设备和材料的参数。这减少了在对所使用的材料和打印设备进行调整之前的在打印实验性的3D物体中的材料和能量的使用。因为当模拟附加层时本模拟器将任何数量的层聚合成单个底层,所以处理速度可以更快,从而导致比任何其他类型的模拟过程快10个数量级的模拟速度。此外,可以引入新模块以尝试改进过程,并且可以相对快速地进行这些模块的模拟。
已经呈现了前面的描述来说明和描述所描述的原理的示例。该描述并不旨在是穷举的或将这些原理限制于所公开的任何精确形式。根据上述教导,许多修改和变化是可能的。
- 三维(3D)物体打印模拟器
- 三维(3D)物体打印模拟器