一种精准计量的快速配料系统
文献发布时间:2023-06-19 11:24:21
技术领域
本发明涉及塑料颗粒原料配料领域,特别涉及一种精准计量的快速配料系统。
背景技术
目前中国已成为世界上的塑料制品的制造大国,塑料制品生产总量稳步提升,并且塑料制造产品质量有着越来越好的趋势。为满足不同的使用要求及使用性能,需要将多种塑料原料及添加剂按一定比例进行混合,通过混合后生产的产品才能满足特定使用功能与要求。特别对于多层共挤吹膜设备,需要根据要求挤出生产不同性能的薄膜,而不同的原料配方,生产出来的薄膜性能可能千差万别。配料比例的不准确,不仅可能导致材料的性能达不到要求,甚至可能失效,严重影响产品的质量,也将造成大量的资源浪费。因此,确保输出原料严格按照给定配方生产对于保证生产产品的质量与性能具有重要意义。
另一方面,随着塑料产品的需求向好发展,各生产商开始扩大产能,增加生产设备数量,一台配料供给设备需要完成多台挤出生产线的配料输送,原有配料系统难以适应生产设备的增加,系统配料速度不能满足生产塑料制品时的配料消耗速度,提升配料系统的配料速度也成为生产商越来越关注的问题之一。
塑料薄膜的生产流程如下:1.根据生产薄膜的性能及要求确定所需原料的种类以及比例;2.根据产品产量及生产效率确定单批次所需原料配方的质量;3.根据配方比例确定本批次配方需要参与的料仓及输出原料重量;4.从料仓中依次输送所需原料进入称量系统进行称量计量;5.将所有称量好的物料输送进入混料机,并混合搅拌均匀;6.将混合均匀的物料输送进入加工设备料斗进行加工生产。
从塑料薄膜的生产流程可以看出,配方中各原料输出的称重计量对于保证配方的精确性具有举足轻重的影响。在实际生产中,对于固体颗粒原料,由于气力输送的特点,在料仓阀门关闭后,为防止管道堵塞,还需要将管道中残留的物料继续输送进入称重系统,导致各原料实际输送的质量偏大,因此,对于固体粒料的输出难以精确计量。
此外,参与配料的原料不能通过一次性称量快速输送到混料系统,需要逐一进行称量并输送到混料系统,导致花费在物料输送上的时间大大增加,极大程度上影响了配料速率。
目前,固体原料的配料方式按自动化程度主要分为两种。一种是人工参与配料,对于配料比例要求不高的系统,可以通过人工或机械将原料按大致比例倒入混料机,混合均匀后送入生产设备。另一种是系统自动化配料,通过PLC系统控制原料的输送,其根据原理结构的不同其也有多种配料形式。一种方案是带回收装置的配料系统,待称重系统达到所需重量后,管道中的多余物料回收返回原料仓,以此实现固体颗粒原料的计量,但此种方案系统结构复杂,控制麻烦,同时原料回收时也带来大量的能源浪费。另一种方案是提前对称重系统进行误差补偿,不带物料回收装置的配料。生产之前对配料系统进行试机调试,以确定误差补偿量。但即便是通过提前对称重系统进行补偿的系统,也因为原料种类繁多,不同原料,系统中不同管道压力,不同管道结构之间质量补偿也将不同,难以形成统一的补偿标准,同时需要花费大量时间进行补偿量调试,在实际生产中带来极大不便,配料系统物料精度也不能较好控制,对于配料精度要求严格的系统并不适用。
发明内容
本发明实施例所要解决的技术问题在于,提供一种精准计量的快速配料系统,以解决现有配料系统中配料输出难以精确计量,并且配料时间过长的问题,以使得配方中各物料快速按给定比例混合并输送到加工设备。
为达到上述目的,本发明公开了一种精准计量的快速配料系统,包括配料系统、混料系统、送料系统,所述配料系统包括多个料仓、多个称重装置,所述称重装置包括称重斗主体,所述称重斗主体包括第一称重斗,所述第一称重斗的进料口与所述料仓的下料口之间设置有第一下料管道,所述称重装置与所述混料系统之间设置有输料管道,所述料斗内的物料输入相应的所述第一称重斗内,使其对物料进行称重计量,所述第一称重斗内的物料在所述配送系统的作用下通过所述输料管道进入所述混料系统内进行多种物料混合,使所述送料系统将混合的物料输送至加工系统进行加工。
优选地,所述称重斗主体还包括第二称重斗,所述第二称重斗的进料口与所述料仓的下料口之间设置有第二下料管道,所述料仓内的物料输入相应的所述第二称重斗内,使其对物料进行称重计量,所述第二称重斗内的物料在所述配送系统的作用下通过所述输料管道进入所述混料系统内进行多种物料混合,使所述送料系统将混合的物料输送至加工系统进行加工。
优选地,料仓的下料口均设置有第一插板阀,使其控制所述料仓内物料的输出,所述称重斗主体的下料斗设置有第一截料阀,使其控制所述称重斗主体内物料的输出。
优选地,所述混料系统包括混料机、中间料斗,所述混料机的进料口设置有第一真空吸料机,所述输料管道的一端与所述第一真空吸料机的进料口固定连接,另一端所述称重斗主体的之间均设置有输料支管,所述混料机的下料口与所述中间料斗的进料口管道连接,所述混料机的下料口设置有第二插板阀,使其控制所述混料机内配料的输出,所述中间料斗的下料口设置有第二截料阀,使其控制所述中间料斗内配料的输出。
优选地,所述加工系统包括若干挤出机,所述若干挤出机的进料口上均设置有进料斗,所述进料斗的进料口均设置有第二真空吸料机,所述中间料斗的下料口连接有送料管道,所述送料管道与所述第二真空吸料机之间均设置有送料支管。
优选地,所述送料支管上均设置有第三截料阀。
优选地,所述送料系统包括真空发生器、气动管道,所述气动管道与所述第一真空吸料机之间设置有第一输气管道,所述第一输气管道与所述加工设备之间设置有第二输气管道,所述气动管道上设置有第一截风阀,使其控制送料系统的输送动力,所述第一输气管道上设置有第二截风阀,使其控制所述第一输气管道的通断,所述第二输气管道与所述第二真空吸料机的进气口之间均设置有输气支管,所述输气支管上,所述输气支管上均设置有第三截风阀。
优选地,所述送料系统还包括过滤装置,所述过滤装置包括若干过滤器,所述若干过滤器分别设置于所述第一、第二真空吸料机的进料口内以及气动管道的进气端上。
优选地,任意两个所述料仓固接为一体,并与所述第一称重斗之间分别设置有第三下料管道、第二下料管道,所述第三、第四下料管道上均设置有第三插板阀、第四插板阀。
相比于现有技术,本发明的有益效果在于:
与现有技术相比,本发明基于增重式多称量装置的精确计量配料系统,可实现原料配送过程中的精确计量与快速配料。通过在每个料仓下方紧密安装称量装置,结构简单,操作方便,维护量小,使用稳定,解决了原料称量时计量准确性与配料输送快速性的问题。避免了物料输送中需要反复进行回收操作,减少了能源浪费,提升了物料配送效率。同时,也不需要进行补偿量调试,显著简化了操作流程与控制过程,也减少了系统故障率,提高了配料准确率。通过中间料斗的应用,提升了混料机使用效率,加快了系统配料速度。通过将配方中不会同时出现或不常使用的两种配料储存仓安装在一个称重装置上方,有效降低了成本。本发明还引入第二称重装置,避免了单一称重装置维护时的停机损失,进一步加快了生产效率。尤其适用于塑料挤出生产的固体原料颗粒的配送。
附图说明
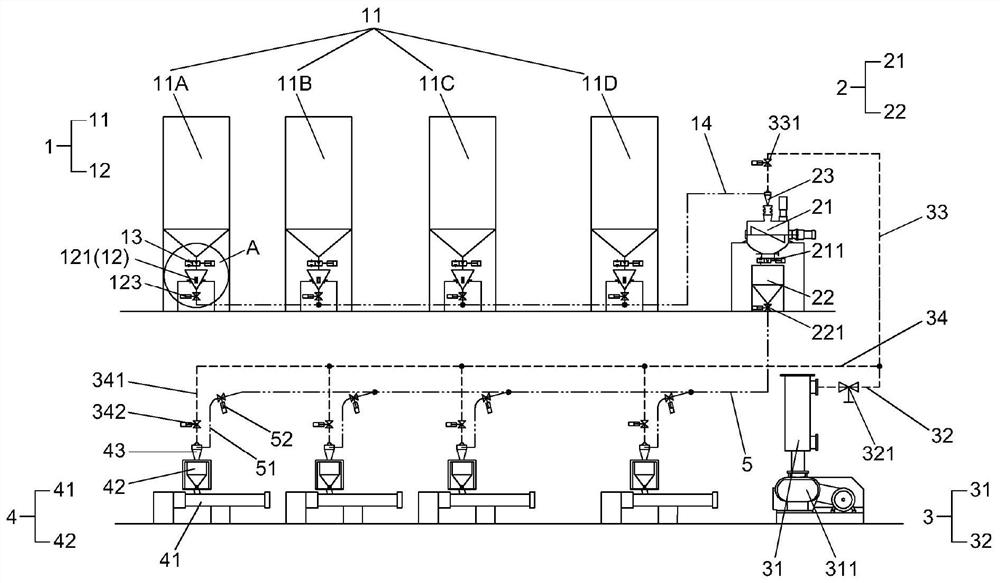
图1为本发明实施例一的整体结构示意图;
图2为本发明实施例二的整体结构示意图;
图3为本发明实施例三的整体结构示意图;
图4为示出图1中的A部结构示意图;
图5为示出图2中的B部结构示意图;
图6为示出图3中的C部结构示意图。
具体实施方式
为使本发明的目的、技术方案和优点更加清楚,下面将结合图1-图6的附图对本发明作进一步地详细描述。
实施例一:
参照图1所示,一种精准计量的快速配料系统,包括配料系统1、混料系统2、送料系统3。
参照图1、图4所示,配料系统1包括多个料仓11、多个称重装置12,本发明优选采用四组料仓11A、11B、11C、11D,称重装置均设置于第一、第二、第三、第四料仓11A、11B、11C、11D的下方,称重装置12包括称重斗主体,称重斗主体包括第一称重斗121,第一称重斗121的进料口分别与第一、第二、第三、第四料仓11A、11B、11C、11D的下料口之间设置有第一下料管道111,第一下料管道111上设置有第一插接板13,使其通过控制相应第一插接阀13的状态来控制对应料仓11中物料的输出,本发明根据多层共挤吹膜过程所需原料配方打开对应的第一插接板,使相应料仓内的物料落入对应的第一称重斗121内,通过第一称重斗121对进入的物料进行计量,当物料达到所需的重量时,第一插板阀13随之关闭,停止物料输入,称重斗主体12的下料斗设置有第一截料阀123,通过打开对应的第一截料阀123,称重装置12与混料系统2之间设置有输料管道14,使对应的第一称重斗121内的物料输入混料系统2内,使其将不同物料进行均匀混合。
混料系统2包括混料机21、中间料斗22,混料机21的进料口设置有第一真空吸料机23,输料管道14的一端与第一真空吸料机23的进料口固定连接,另一端与称重斗主体之间均设置有输料支管141,通过送料系统3控制物料输入混料机21内,送料系统3包括真空发生器31、气动管道32,气动管道32与第一真空吸料机23之间设置有第一输气管道33,气动管道32上设置有第一截风阀321,使其控制送料系统的输送动力,第一输气管道33上设置有第二截风阀331,使其控制第一输气管道33的通断,通过真空发生器31使内部产生负压形成真空气流,使得第一真空吸料机23内部产生真空,使相应的第一称重斗内的物料在第一真空吸料机23的作用下进入混料机21内,通过启动混料机21使其将内部不同物料进行混合均匀,混料机21的下料口与中间料斗22的进料口管道连接,混料机21的下料口设置有第二插板阀211,当物料混合均匀后,第二插板阀211随之打开,使混料机21内的物料在自重作用下落入中间料斗22内等待分配。
加工系统4包括多个挤出机41,挤出机41的进料口上均设置有进料斗42,进料斗42的进料口均设置有第二真空吸料机43,中间料斗22的下料口连接有送料管道5,中间料斗22的下料口设置有第二截料阀221,使其控制中间料斗22内配料的输出,送料管道5与第二真空吸料机43之间均设置有送料支管51,送料支管51上均设置有第三截料阀52,第一输气管道33与第二真空吸料机43之间设置有第二输气管道34,第二输气管道34与第二真空吸料机43的进气口之间均设置有输气支管341,输气支管341上均设置有第三截风阀342,通过打开第二截料阀221以及相应的第三截料阀52、第三截风阀342,使中间料斗22内的配料在相应的第二真空吸料机43的作用下输入对应的进料斗42内,使进料斗42内的物料在自重作用下落入挤出机41内。
第一真空吸料机23、第二真空吸料机43的进料口或气动管道32的进气端上均设置有过滤器,有效防止管道中杂物进入。
本发明的具体实施先后顺序为:当系统收到配料信号时,确定需要参与配料的料仓11及其预计输出原料重量,打开对应第一插板13使塑料颗粒原料通过重力作用进入第一称重斗121,当料仓11中输出的物料达到预计输出重量后,关闭该第一插板阀13停止该物料输送。
当该批次配方中所有物料称量完成后,打开对应第一截料阀123与第一截风阀321,对应第一称重斗121中的物料在第一真空吸料机23作用下输送进混料机21,待第一称重斗121中该批次配料全部进入混料机21后,关闭对应第一截料阀123及第一截风阀321,同时开始对输送进混料机21中的本批次配料进行混合操作。
接着,当混料机21混料操作完成后,打开第二插板阀211,使混料机21中混合均匀的物料在重力作用下快速进入下方的中间料斗22,待混料机21中物料全部排出后,关闭第二插板阀211。
最后,打开第二截料阀221,对应送料支管51上的第三截料阀52,以及第三截风阀342,通过第二真空吸料机43将中间料斗22接收的配料输送进入相应的挤出机41内,通过挤出机41将配料挤出成型,通过多个称重装置的应用,多种参与配料的原料能同时进行称重并输送至混料系统内,也使得称重装置能与料仓紧密接触,避免了料仓外接管道对称重质量的影响,大大提高了物料称重计量时的准确性与配料输送的快速性,同时,操作与控制简单,结构稳定,维护量小。
实施例二:
参照图2、图5所示,本实施例与实施例一的不同之处在于,称重斗主体还包括第二称重斗122,第一称重斗121与第二称重斗122对称设置,且第一、第二称重斗121、122与料仓11之间分别设置有第一下料管道111、第二下料管道112,第一、第二下料管道111、112上均设置有第一插板阀13、第二插板阀14,使其分别控制料仓11内的物料落入第一称重斗121内或者落入第二称重斗122内,当系统中第一称重斗121出现故障或进行维护情况时,系统控制第二称重斗122进行称重,或当需要称量的原料超过第一称重斗121的量程时,同时使用第一称量斗121与第二称量斗122用于该原料的称重计量。
具体地,第一、第二、第三、第四料仓11A、11B、11C、11D任意料仓中的第一称重斗不能工作时,料仓11接收到来自控制系统的配料消息时,打开第一插板阀13,使料仓11中物料排放到第二称重斗122内进行称重计量。当料仓11中排放到该第二称重斗122中的原料到达预计称量值时,关闭对应第一插板阀13,停止物料排放。
通过第二称重斗122的应用,减少了配料系统的称重装置出现故障时采取停机而进行维护的时间,减少了停机产生的原料浪费,提高了生产效率。同时,避免了配料单个原料所占比例较大而超出称重量程的情况,使该精确计量配料系统能适应性更复杂的情况下的配料。
实施例三:
参照图3、图6所示,本实施例与实施例一的不同之处在于,本发明中配料系统的料仓11优选采用四组11A、11B、11C、11D,第三、第四料仓11C、11D之间固接为一体形成独立的料仓,第三、第四料仓11C、11D与第一称重斗121之间分别设置有第三下料管道113、第四下料管道114,第三、第四下料管道113、114上均设置有第三插板阀15、第四插板阀16,配料系统根据原料使用频率及搭配情况的不同,料仓11中原料不常使用或配方中不会同时出现的两种原料(如甲原料、乙原料)共同使用一个称重装置称量,当需要添加第三料仓11C中的甲原料时,系统随之打开第三插板15,使第三料仓11C内的甲原料通过第三下料管道113落入第一称重斗121内进行称重,当需要添加第四料仓11D中的乙原料时,系统随之打开第四插板16,使第四料仓11D内的乙原料通过第四下料管道114落入第一称重斗121内进行称重,通过将不常用原料或配方中不会同时使用的原料共同使用一套称重装置计量的方式,减少了称重装置的数量,在不影响配料效率的情况下,有效节约了配料系统成本。
当然上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围,凡根据本发明主要技术方案的精神实质所做的修饰,都应涵盖在本发明的保护范围之内。
- 一种精准计量的快速配料系统
- 一种基于slimSSD模型的水表计量快速精准识别方法