一种毛坯减重的轮毂模具
文献发布时间:2023-06-19 11:24:21
技术领域
本发明涉及轮毂模具技术领域,具体涉及一种毛坯减重的轮毂模具。
背景技术
汽车轮毂是汽车零部件的一个重要组成部分,随着我国汽车工业的发展,轮毂行业也逐渐发展壮大。轮毂是指汽车轮胎内以轴为中心用于支撑轮胎的圆柱形金属部件,就是车轮中心安装车轴的部位,是连接制动鼓、轮盘和半轴的重要零部件。轮毂在通过轮毂模具铸造成轮毂毛胚时,轮辋表面容易出现一些铸造缺陷,因此轮毂在涉及时需要加大铸造腔,增加轮毂毛胚的厚度,后期再通过车削削去轮毂表面的铸造缺陷,加工成轮毂成品。但是这种铸造腔加大的模具在铸造轮毂毛坯时所需的铝合金原料也较多,后期还需要削去毛坯上大量的铝合金才能达到预定尺寸,浪费原料多,导致轮毂生产企业的成本提高。
发明内容
本发明的目的是为了解决现有技术中的问题,提供一种毛坯减重的轮毂模具,通过侧模内壁上的补缩槽,可以在轮毂毛坯铸造时快速升温和降温,减少铸造缺陷,从而使轮毂模具制作时可以减小铸造腔,节约制作轮毂毛坯的成本。
为了达到上述目的,本发明的技术方案是:
一种毛坯减重的轮毂模具,包括由上模、底模和侧模组成的模具本体,所述上模和底模上下对应设置,所述侧模环绕上模和底模设置且侧模的上下两侧分别连接上模和底模,所述上模、底模和侧模之间形成铸造腔;所述铸造腔内的侧模内壁上纵向环绕开设有补缩槽,所述补缩槽为两端窄中间宽的结构。
优选的,所述补缩槽等间距开设在侧模内壁上,相邻两个补缩槽之间的间隔距离为20mm。
优选的,所述补缩槽的槽深为2~5mm。
优选的,所述上模顶部设置有固定板,所述上模顶部两侧的固定板上分别设置有上模联机柱和脱模装置。
优选的,所述脱模装置包括与固定板垂直连接的导柱,所述导柱上滑动套装有导套,所述导柱顶部固定设置有限位挡圈,所述导套上固定卡接有脱模压板,所述脱模压板上设置有中心顶杆和侧顶杆,所述中心顶杆的下端穿过上模延伸至铸造腔中心处的上方,所述侧顶杆的下端穿过上模延伸至铸造腔侧边的上方。
优选的,所述导柱一侧的脱模压板上安装有导正销,所述导正销下方的固定板上通过卡块安装有导正销套,所述导正销与导正销套滑动套装连接。
优选的,所述脱模压板包括固定连接的上脱模压板和下脱模压板,所述导套卡接固定在上脱模压板和下脱模压板之间。
优选的,所述侧模的侧面设置有侧模拉钩座,所述侧模拉钩座上设置有边模风管接头,所述边模风管接头贯通侧模拉钩座。
优选的,所述底模的侧面设置有吊装螺钉。
本发明的有益效果是:本发明的一种毛坯减重的轮毂模具,包括由上模、底模和侧模组成的模具本体,上模、底模和侧模之间形成铸造腔,铸造腔内的侧模内壁上纵向环绕开设有补缩槽,补缩槽为两端窄中间宽的结构;在制作轮毂模具时,先将侧模的内壁做厚,然后通过数控机床刻制补缩槽,相比原有的轮毂模具,减小了铸造腔的空间,节约铸造轮毂模具的成本;而且内凹的补缩槽增加了侧模的内壁面积,在铝合金液体进入铸造腔内时,使模具可以快速升温,而在轮毂毛坯冷却成型时,模具上的水冷或风冷装置也可以使轮毂毛坯从上到下快速且有序的冷却,提高轮毂毛坯的质量,减少铸造缺陷。
附图说明
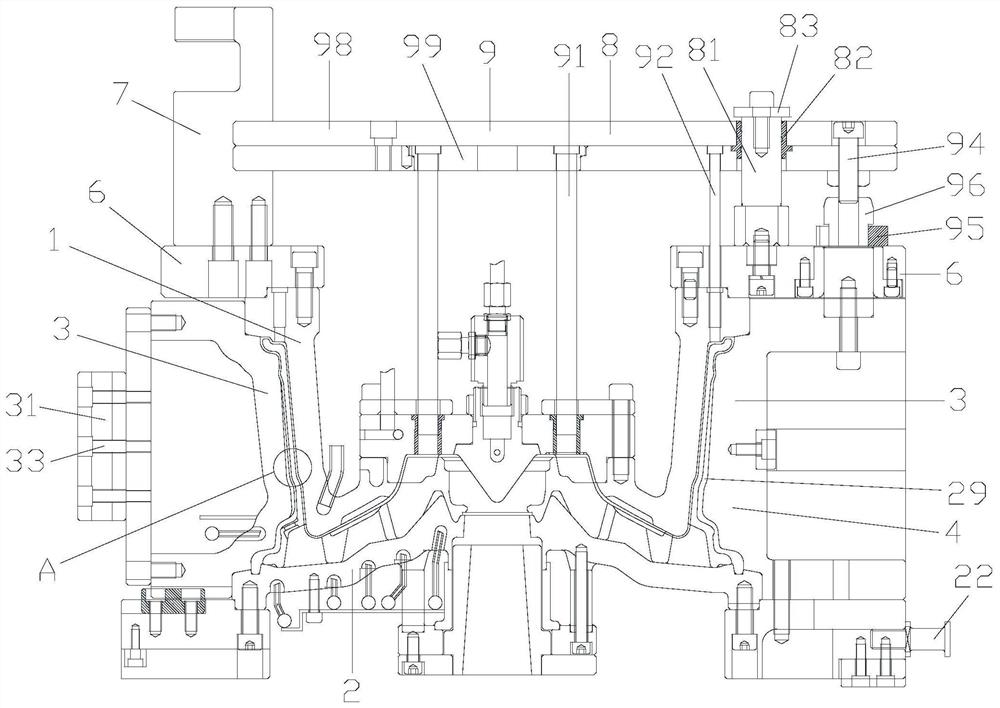
图1为本发明的结构示意图;
图2为图1中A处的放大图;
图3为本发明轮毂模具铸造产生的轮毂毛胚结构图。
具体实施方式
为了使本技术领域的人员更好地理解本发明方案,下面结合附图和实施方式对本发明创造作进一步的详细说明。
如图1-图3所示的一种毛坯减重的轮毂模具,包括由上模1、底模2和侧模3组成的模具本体4,所述上模1和底模2上下对应设置,所述侧模3环绕上模1和底模2设置且侧模3的上下两侧分别连接上模1和底模2,所述上模1、底模2和侧模3之间形成铸造腔29。所述铸造腔29内的侧模3内壁上纵向环绕开设有补缩槽5,所述补缩槽5为两端窄中间宽的结构。所述补缩槽5优选为等间距开设在侧模3内壁上,相邻两个补缩槽5之间的间隔距离为20mm,所述补缩槽5的槽深为2~5mm。在制作轮毂模具时,先将侧模3的内壁做厚,然后通过数控机床刻制补缩槽5,相比原有的轮毂模具,减小了铸造腔29的空间,节约铸造轮毂模具的成本。而且内凹的补缩槽5增加了侧模3的内壁面积,在铝合金液体进入铸造腔29内时,使模具可以快速升温,而在轮毂毛坯冷却成型时,模具上的水冷或风冷装置也可以使轮毂毛坯从上到下快速且有序的冷却,提高轮毂毛坯的质量,减少铸造缺陷。成型后的轮毂毛坯的轮辋上会存在等间距环绕排列的补缩条55,在轮毂毛坯后续加工中只需削去补缩条55和部分轮辋外表即可,大大减少了铝合金的损耗。
所述上模1顶部设置有固定板6,所述上模1顶部两侧的固定板6上分别设置有上模联机柱7和脱模装置8。所述脱模装置8包括与固定板6垂直连接的导柱81,所述导柱81上滑动套装有导套82,所述导柱81顶部固定设置有限位挡圈83,所述导套82上固定卡接有脱模压板9。所述脱模压板9上设置有中心顶杆91和侧顶杆92,所述中心顶杆91的下端穿过上模1延伸至铸造腔29中心处的上方,所述侧顶杆92的下端穿过上模1延伸至铸造腔29侧边的上方。所述脱模压板9包括固定连接的上脱模压板98和下脱模压板99,所述导套82卡接固定在上脱模压板98和下脱模压板99之间,脱模压板9可以在导柱81的引导下上下移动。上模联机柱7上可以安装控制脱模压板9下压和抬升的推动装置,脱模压板9在下压时中心顶杆91和侧顶杆92同时撞击成型在上模1上的轮毂毛坯,使轮毂毛坯与上模1脱离。
作为一种优选方案,所述导柱81一侧的脱模压板9上安装有导正销94,所述导正销94下方的固定板6上通过卡块95安装有导正销套96,所述导正销94与导正销套96滑动套装连接。导正销94和导正销套96组合起到第二重的导向机构,与导柱81配合可以起到限制脱模压板9定向上下的作用。
所述侧模3的侧面设置有侧模拉钩座31,所述侧模拉钩座31上设置有边模风管接头33,所述边模风管接头33贯通侧模拉钩座31。侧模拉钩座31便于连接拉钩以控制侧模3的移动,模风管接头33用于连接风冷管,对轮毂模具进行降温冷却。所述底模2的侧面设置有吊装螺钉22,便于底膜2的移动。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种毛坯减重的轮毂模具
- 一种两片式铝合金轮毂的旋压轮辋毛坯及其铸造模具