用于制造内窥镜的插入管的方法及具有插入管的内窥镜
文献发布时间:2023-06-19 11:26:00
发明内容
本发明涉及用于制造内窥镜的插入管的方法以及涉及包括插入管的内窥镜
内窥镜是通过其可以检查生物机体内部以及技术腔的装置。内窥镜的重要部分是挠性插入管。对插入管的要求较高且各不相同。一方面,它必须是挠性的,以便它可以插入人体。另一方面,插入管必须显示出特定的刚性。在检查期间,医师必须能够通过控制主体推动和旋转插入管。因此,插入管的刚性必须使它不纽结或旋转。因此,常规插入管包括极其复杂的结构和高生产成本以满足上述要求。
为了满足所有要求,插入管必须具有各种特征。插入管最重要的三种特征是挠性、抗扭强度和尺寸稳定性。一方面,它必须是可弯的,以便可以将其插入到进行检查的(例如,人)体内。另一方面,插入管必须具有高抗扭强度以将通过使用者转动控制主体所产生的扭矩进一步传递至远端。此外,当它弯曲或旋转时,插入管不可变形。
插入管必须同时具有上述特征的要求本身是技术矛盾。当具有高抗扭强度时,元件通常是刚性和尺寸稳定的。然而,当元件具有高挠性时,它不具有高抗扭强度并且不是尺寸稳定的。
为了满足上述要求,开发人员长期以来尝试设计具有多种组件的插入管的基底区域。图25显示了构建插入管的基底区域的已知方式。
在图25的已知方案中,将3种不同组件连接以获得插入管1000的基底区域的相关特征,即高挠性、高抗扭强度和高尺寸稳定性。
加热塑料涂层1004直至内表面材料部分熔化并渗透金属网1003的缺口。这种组合赋予插入管1000的基底区域高抗扭强度和高柔韧性。然而,仍缺少尺寸稳定性。因此,使用了以相对方向布置的两个金属叶片螺旋1001和1002。金属叶片螺旋1001和1002确保插入管成为尺寸稳定的。现在,所描述的组合赋予插入管1000三种的必需特征:即高柔韧性、高抗扭强度和高尺寸稳定性。
这种复杂结构的缺点在于经济方面。三种组件在昂贵的生产过程中相连。材料和生产过程两者导致了高生产成本。
本发明的目标是提供用于制造内窥镜的插入管的方法以及包括插入管的内窥镜,其不太复杂并且有助于降低成本。
关于该方法,通过包含根据权利要求1所述的特征的方法实现所述目标。在权利要求11中示出了包括插入管的内窥镜。有利的发展是从属权利要求的主题。
本发明涉及一种由管状元件制造内窥镜的插入管的方法。插入管具有近端被动挠性部分和远端偏转部分。在近端被动挠性部分,提供了切口以使得近端被动挠性部分能够弯曲。在近端被动挠性部分中配置这些切口,从而使得相邻的切口彼此之间不具有相同的距离。
在根据本发明的插入管中,产生了不具有相同距离的切口。因此,在插入管中产生的切口之间的距离彼此不同。可以垂直于插入管的轴产生切口。
在一个实例中,当在插入管的纵向方向上观察时,可以产生多个相邻切口,从而第一和第二相邻切口之间的距离是预定距离,而第二和第三相邻切口之间的距离小于或大于预定距离。
在另一个实例中,当在插入管的纵向方向上观察时,可以产生多个相邻切口,从而第一和第二相邻切口之间的距离是预定距离,并且第二切口和第三相邻切口之间的距离等于预定距离,但是第三切口和第四相邻切口之间的距离小于或大于预定距离。
切口的不同距离在插入管的纵向方向上产生了在切口之间具有较大距离的区域和在切口之间具有较小距离的区域。在切口之间具有较大距离的区域确保了高弯曲稳定性和高抗扭强度。在切口之间具有较小的距离的区域确保了高可弯性和高挠性。可以根据需要选择距离的准确尺寸。
在近端被动挠性部分中,可以提供在近端被动挠性部分的纵向方向上彼此之间具有相同距离的主切口,并且邻近于主切口,可以在近端被动挠性部分中提供第二切口,其在近端被动挠性部分的纵向方向上的布置使其与第二切口的另一侧上的相邻主切口相比,更靠近第二切口的一侧上的相邻主切口。
可以彼此平行切割主切口。
可以沿近端被动挠性部分的外周以中断的方式切割主切口,从而将未切割的支撑物(non-cut stays)保留在位于外周线上的主切口部分之间。
可以邻近于位于外周线上的主切口部分之间的各个支撑物切割第二切口。
可以在邻近于支撑物的近端被动挠性部分的纵向方向上在支撑物的一侧分别切割一个第二切口。
作为另外一种选择,可以在邻近于支撑物的近端被动挠性部分的纵向方向上在支撑物的两侧分别切割两个第二切口。
可以将主切口切割的比第二切口更宽。
整体的插入管可以由一个单独的管状元件制成,其包括位于控制主体的近端被动挠性部分的连接区域、近端被动挠性部分、位于近端被动挠性部分和偏转部分之间的过渡区域、和偏转部分。
可以通过激光切割整体的插入管
在该方法的一个实例中,仅必须提供一个管状元件。省略了近端被动挠性部分和远端偏转部分之间的连接操作。生产成本低于先前用于制造插入管的方法。
在这种方法中,可以通过激光从一个单个的管状元件切割包括偏转部分的整体的插入管。激光加工使得能够高精度设计整体的插入管。
在这种方法中,可以在管状元件中制作各个切口。这使得生产容易且廉价。
在这种方法中,远端偏转部分具有向内弯曲的导向突出部分,在其上支撑拉缆;其中从远端偏转部分的外周壁切下向内弯曲的导向突出部分,然后使其向内弯曲。因此,以简单的方式在偏转部分内部外周侧产生了拉缆的导向。
在这种方法中,插入管包括,位于近端被动挠性部分和远端偏转部分之间的过渡部分的向内弯曲片,在其上支撑导向弹簧;从插入管的外周壁切下向内弯曲片,然后使其向内弯曲。在其上支撑了导向弹簧的向内弯曲片的数目对应于导向弹簧的数目并因此对应于拉缆的数目。以这种方式,以简单的方式在插入管的内部外周侧产生了导向弹簧的导向。
在这种方法中,可以通过切割在远端偏转部分的外周壁中产生多个联接。以简单且廉价的方式产生了形成单独的体并且彼此强制连接(positively connected)的各个联接。
在这种方法中,通过切割所产生的各个联接包括偶联部分,其偶联至通过切割所产生的相邻联接,从而阻断了该联接彼此之间的轴向移动,但是不阻断径向移动,和导向部分,其以使得该联接彼此之间有可能轴向移动的方式接合通过切割所产生的相邻联接。偶联部分帮助将相邻联接彼此偶联,而导向部分使得相邻联接彼此之间轴向可移动。
在这种方法中,通过垂直于管状元件的纵向延伸所做出的各个侧向切开来产生近端被动挠性部分。因此,可以快速且简单地生产近端被动挠性部分。
在这种方法中,在管状元件的纵向延伸中,近端被动挠性部分具有至少两个子部分,其包括在管状元件的纵向延伸中处于彼此不同的距离的各个侧切开(切口)。因此,可以在近端被动挠性部分中形成彼此之间具有不同的挠性和可弯性的多个单独的子部分。
在这种方法中,可以从不锈钢生产管状元件。可以容易地产生切口。材料成本低。
在这种方法中,可以从塑料材料生产管状元件。可以使用具有足够强度的任何适合的塑料材料。塑料材料仅必须能够产生制成插入管的可弯性。
在这种方法中,拉缆的布置可以是距管状元件的内部外周侧上的近端被动挠性部分近端布置的控制主体,将拉缆在远端偏转部分的最远端布置的联接上导向通过管状元件壁中的第一缝隙至管状元件的外部外周,围绕管状元件的外部外周导向至管状元件壁中的第二缝隙至管状元件的内部外周,其中第二缝隙与第一缝隙成180度相对,并且使拉缆回到管状元件内部外周侧上的控制主体。以这种方式,可以实现拉缆在偏转部分的远端侧上的特别廉价的锚定。
根据本发明的内窥镜包括插入管。插入管包括近端被动挠性部分和远端偏转部分。在近端被动挠性部分中,提供了切口以使得近端被动挠性部分弯曲。在近端被动挠性部分中,相邻切口不具有相同距离。
在这种内窥镜中,近端被动挠性部分可以包括在近端被动挠性部分的纵向方向上彼此之间具有相同距离的主切口,并且近端被动挠性部分可以包括邻近于主切口,在近端被动挠性部分的纵向方向中布置的第二切口,与第二切口的另一侧上的相邻主切口相比,其更靠近第二切口的一侧上的相邻主切口。
在这种内窥镜中,主切口可以彼此平行。
在这种内窥镜中,主切口可以沿近端被动挠性部分外周以中断的方式延伸,从而使未切割的支撑物保留在位于外周线上的主切口部分之间。
在这种内窥镜中,可以邻近于位于外周线上的主切口部分之间的各个支撑物布置第二切口。
在这种内窥镜中,可以在邻近于支撑物的近端被动挠性部分的纵向方向上在支撑物的一侧分别布置第二切口。
在这种内窥镜中,作为另外一种选择,可以在分别邻近于支撑物的近端被动挠性部分的纵向方向上在支撑物的两侧布置两个第二切口。
在这种内窥镜中,主切口可以比第二切口更宽。
在这种内窥镜中,可以由一个单独的管状元件制造整体的插入管,其包括位于控制主体的近端被动挠性部分的连接区域、近端被动挠性部分、位于近端被动挠性部分和偏转部分之间的过渡区域、和偏转部分。
在这种内窥镜中,可以通过激光切割整体的插入管。
此外,可以由一个单一管状元件形成包括被动挠性部分和偏转部分的整体的插入管。
远端偏转部分可以具有在其上支撑拉缆的向内弯曲的导向突出部分。
插入管可以包括,位于近端被动挠性部分和远端偏转部分之间的过渡部分的向内弯曲片,在向内弯曲片上支撑导向弹簧。
可以在远端偏转部分的外周壁中形成多个联接。
每个联接可以包括偶联部分,其偶联至相邻联接,从而阻断了联接彼此之间的轴向移动,但是不阻断径向移动,和导向部分,其接合相邻联接,从而使得联接彼此之间能够轴向移动。
可以从不锈钢或塑料材料生产管状元件。
可以从近端被动挠性部分近端布置的控制主体将拉缆布置在管状元件的内部外周侧上,将拉缆在远端偏转部分的最远端布置的联接处导向通过管状元件壁中的第一缝隙至管状元件的外部外周,围绕管状元件的外部外周导向至管状元件壁中的第二缝隙至管状元件的内部外周,其中第二缝隙与第一缝隙成180度相对,并且使拉缆回到管状元件内部外周侧上的控制主体。
可以以适合的方式组合本发明的上述方面。
附图说明
图1示出了可以对其应用本发明的内窥镜的示意性侧视图。
图2示出了根据本发明的插入管的片段示意图。
图3示出了根据本发明的第一实施方式的插入管的近端被动挠性部分的一部分的片段示意性侧视图;
图4示出了图3的近端被动挠性部分的一部分的片段透视图。
图5示出了图3的近端被动挠性部分的细节以用于显示抗弯强度。
图6示出了在弯曲期间,相对于抗弯强度,变形和管切口之间的距离之间的关系。
图7示出了图3的近端被动挠性部分的细节以用于进一步显示抗弯强度。
图8示出了在弯曲期间,相对于抗扭强度,变形和管切口之间的距离之间的关系。
图9示出了图3的近端被动挠性部分的细节以用于显示抗扭强度。
图10示出了在扭转应力下,图3的第一实施方式的近端被动挠性部分的一部分的片段透视图。
图11示出了根据本发明的插入管的远端偏转部分和近端被动挠性部分之间的过渡区域的片段示意图,其中显示了导向弹簧固定部分。
图12示出了从另一侧看来自图11的导向弹簧固定部分的片段透视图。
图13示出了根据本发明的插入管的偏转部分的一部分的片段示意图。
图14示出了根据本发明的插入管的偏转部分的一部分的片段示意图,其显示了来自图13从箭头I方向看的视图。
图15示出了根据本发明的插入管的偏转部分的一部分的片段示意图,其中显示了导缆器。
图16示出了图14的导缆器的片段透视图。
图17示出了根据本发明的插入管的偏转部分的片段示意性侧视图。
图18示出了图17的偏转部分的片段示意性俯视图。
图19至21中的每一幅示出了偏转部分远端的片段透视图。
图22示出了锚定在偏转部分远端的拉缆的片段透视图。
图23示出了从另一侧看对应于图22的视图。
图24示出了第二实施方式中的近端被动挠性部分的片段示意图。
图25示出了现有技术的插入管的片段透视图。
在下文中,将通过实施方式参照附图详细描述本发明。
具体实施方式
第一实施方式
在下文中,参考图1至23,将描述本发明的第一实施方式。
首先,图1显示了本发明对其可应用的内窥镜1的示意性侧视图。从图1可以推断,这种内窥镜1包括布置在控制主体3的远端侧上的插入管2。控制主体3用作内窥镜1的操作单元。
插入管2是圆柱管状或软管状结构。
在下文中,在其中将其插入患者中的方向更详细地描述了插入管2。将插入管2远端向前插入。
在远端侧上,插入管2具有远端偏转部分A。偏转部分A可以通过一根或多根控制线(控制缆)相对于插入管2的近端部分横向偏转。控制线或控制缆(在下文中仅称为控制线)在插入管2内部支撑在插入管2的内部外周表面上以在插入管2的延伸方向上导向。
将控制线远端锚定在偏转部分A的远端侧上。将控制线的近端连接至布置在控制主体3中的控制元件。控制元件拉伸控制线以导致偏转部分A所期望的偏转。
在偏转部分A的近端,将插入管2设计为形成近端被动挠性部分20的挠性软管件。在插入管2插入期间,挠性部分20跟随偏转部分A。
图1显示沿其纵向方向将挠性部分20设计为具有不同挠性的区域。例如,当在近端方向观察时,挠性部分20具有第一区域B、第二区域C和第三区域D。第一区域B形成远端区域,第二区域C形成中央区域并且第三区域D形成近端区域。
在图2的片段图示中,未显示第三区域D。
为了避免偏转部分A和第一区域B之间的纽结,优选地提供了在挠性部分20的区域中具有最大挠性的第一区域B。由于第一区域B配备了极高的挠性,因此在偏转部分A和第一区域B之间不存在挠性的突变。
第二区域C具有比第一区域B低的挠性。第三区域D相应地具有比第二区域C低的挠性。
根据本发明的插入管2由整体形成。也就是说,在偏转部分A至挠性部分20的过渡中,不存在联接的两个元件。因此,通过一个单一管或软管的3个区域B、C和D形成了远端偏转部分A和近端被动挠性部分20。
在近端侧,将插入管2固定在控制主体3的远端。插入管2可以固定至控制主体3,例如,通过锁环、密封环或直接固定。插入管2可以通过胶水粘合或通过螺钉连接(例如)至控制主体3。控制主体3包括作为第一控制元件用于控制控制线或缆的第一控制轮F和作为第二控制元件用于控制控制线或缆的第二控制轮G。第一控制轮F可以通过拉动控制线或缆(例如,图1中朝向观察者和远离观察者)使偏转部分A在第一平面中偏转。第二控制轮G可以通过拉动控制线或缆(例如,图1中向上和向下)使偏转部分A在垂直于第一平面的第二平面中偏转。
偏转部分A可以偏转(例如)约200-270度。这对于大多数应用是足够的。在特殊形式中,偏转部分A可以偏转甚至约300度。
在下文中,更详细地描述了根据本发明的插入管2及其制备。
整体的插入管2由一个单独的管状元件或软管件(在下文中,将其简单地称为管状元件)形成。管状元件是由优选地相对硬质的材料制成的管。由不锈钢制成的管是特别优选的。然而,还可以应用由硬塑料制成的管。原理上,可以使用适合于医学目的的任何材料。
在管状元件中,通过激光切割机提供切口,如以下进一步详细说明的。在提供切口后,如以下进一步详细说明的,使管状元件的特定段弯曲。除了提供切口和弯曲外,完整的插入管2的基底体的生产不需要其它处理步骤。然后,插入管2的基底体可以提供有控制线并且可以通过夹套元件包覆。
在下文中,将详细描述插入管2的各个部分。
挠性部分20
挠性部分20形成了根据本发明的插入管2的近端部分。挠性部分20包括分别具有不同挠性的3个区域B、C和D。
为清楚起见,图1显示了似乎沿插入管2的纵向方向,3个区域B、C和D的长度彼此相等的近端被动挠性部分,当然,情况并非如此。中央区域C比过渡区域B和连接区域D更长。在3个区域B、C和D中,近端被动挠性部分20中的中央区域C是最长的区。换言之,通过中央区域C的结构形成真实的近端被动挠性部分20。通过中央区域C的结构实现了近端被动挠性部分20的弯曲特征、弹性和抗扭强度。
在下文中,将通过图3至10详细描述中央区域C的结构以及因此实际的近端被动挠性部分20的结构。
图3显示了根据本发明的第一实施方式的插入管的近端被动挠性部分的一部分的片段示意性侧视图。
图4显示了图3的近端被动挠性部分的一部分的片段透视图。
根据图3和4,根据本发明的第一实施方式的切口设计是显而易见的。
当生产切口设计时,将管2用作原材料。管2具有轴和纵向延伸。管2由足够硬的材料组成。例如,可以使用不锈钢。同样可以使用塑料材料或镍-钛合金,如镍钛诺合金(Nitinol)。随后,管2构成了根据本发明的插入管。
管2呈起初非挠性的形状。管2具有高抗扭强度和高尺寸稳定性。
在该管2中,以预定距离H,优选地通过激光在外周方向上在外周产生主切口98。外周方向的方向表示与管2的轴成直角延伸的方向。沿管2,各个距离H相等。
主切口98穿透管2夹套的厚度。主切口98在管2的外周方向上延伸超过外周长度的约一半。因此,对于每条外周线,产生了在外周方向上连续的两个主切口部分98A、98B。在各个主切口部分98A、98B之间提供了支撑物97,在此不切割管2的材料。当从管2的纵向方向观察时,通过支撑物97连接各个主切口98之前和之后(近端和远端)的区域。因此,在主切口98的每条外周线上,提供了两个支撑物97。两个支撑物97在主切口98的每个外周线上径向相反布置。当在外周方向观察时,一段主切口部分98A、98B加一段支撑物97正好为180°。主切口部分98A的长度和主切口部分98B的长度彼此相等。
如根据图3和4显而易见地,沿管2的纵向方向,从主切口98到下一个主切口98,支撑物相对于彼此偏移约90°。
在管2的纵向方向,在每个支撑物97的近端和远侧产生了第二切口99。第二切口99平行延伸至主切口部分98A,98B。第二切口99在外周方向上的长度大于支撑物97在外周方向上的长度。各个第二切口99的长度彼此相等。
在管2的纵向方向上,每个第二切口99距其相邻主切口部分98A,98B的距离N小于主切口98的距离H。因此,近端第二切口99和远端第二切口99与由两个主切口部分98A,98B组成的每个主切口98有关。
在管2的纵向方向上,每个第二切口99距其相邻主切口部分98A,98B的距离N同样小于每个第二切口99距与下一个主切口98有关的其相邻第二切口99的距离M,参见图9。
通过主切口98和第二切口99改变管2的特征。管2变得挠性。管2的挠性及其它特征强烈依赖于(尤其是)切口98、99的设计。更准确地说,管切口的切割宽度、切割长度和距离尤其是(除材料外)对管2特征有影响的关键因素。
在区域X中,提供了切口设计,其导致产生了管2的高挠性。
在下文中,将解释在弯曲期间变形和管切口之间的距离之间的关系。
在没有任何切口的其原始形状中,管具有特定抗弯强度。一旦切割该管,则抗弯强度相应于该管中所提供的切口形状和数目而降低。图6中的图示显示了当管弯曲时,变形和管切口之间的距离之间的关系。
图6显示了设置有切口的管的弯曲模拟结果。显示了弯曲操作期间,设置有切口的管的变形。
双点划线表示切口距其相邻切口的距离。
实线表示管在弯曲期间的变形。
每个纵座标和横坐标显示长度单位(例如,mm)。
根据图6,能够看出以下情况:管切口之间的距离越大,则抗弯强度变得越大(变形变得越小)。如果管切口之间的距离变得无限大,则管2达到其最初最大抗弯强度。
由于内窥镜的插入管需要低抗弯强度(和因此的高挠性),因此管切口之间的距离必须尽可能小。
根据本发明,设计区域X,从而切口98和99彼此靠近(小距离N)并且形成了4个弹簧型部分F1、F2、F3和F4。如果切口管2弯曲,则部分F1、F2、F3和F4拉伸并因此产生弹簧型反作用力。如果在弯曲后管2释放,则反作用力作用于管2,从而后者恢复其直线形状。沿管2的纵向方向,区域X的这种设计反复偏移90°,即沿管2的近端被动挠性部分C的整个长度。以这种方式,管2在各个方向上是均匀挠性的。
图7作为放大的细节图显示了区域X。在由在区域X中具有相关第二切口99的第一主切口部分98A和第二主切口部分98B所组成的主切口98的设计中,主切口部分98A、98B和相关第二切口99之间的距离N旨在是尽可能小的以产生高挠性。
在下文中,应通过管解释抗扭强度。
图8显示了在弯曲期间,对于抗扭强度,变形和管切口之间的距离之间的关系。换言之,图8的图示显示了如果管旋转,变形和管切口之间的距离之间的关系。
图8显示了设置有切口的管的旋转模拟结果。显示了旋转操作期间,设置有切口的管的变形。
虚线表示切口距其相邻切口的距离。
实线表示管在旋转期间的变形。
每个纵座标和横坐标表示长度单位(例如,mm)。
根据图8,以下是显而易见的:处于其原始形状的无切口的管具有特定的抗扭强度。一旦切割管,则抗扭强度相应于切口形状和数目降低。管切口之间的距离越大,则抗扭强度变得越大(并且旋转期间的变形变得越小)。如果管切口之间的距离变得无限大,则管达到其最初最大抗扭强度。
由于内窥镜的插入管需要高抗扭强度,因此管切口之间的距离旨在尽可能大。
图9显示了在区域Y中,每个第二切口99距与下一个主切口98有关的其相邻第二切口99的距离M的放大细节图。
区域Y中的设计显示相邻第二切口99之间的距离M旨在尽可能大以产生高抗扭强度。可以根据各自需要确定相邻第二切口99之间的准确距离M。
在下文中,将解释管2上尺寸稳定性的实现。
硬管是天然尺寸稳定的。设计区域Y,从而管2在其已设置了多个切口98、99后维持尺寸稳定性。
在本文中,以这种大的距离布置第二切口99,从而区域Y在管2的纵向方向上是相对长的。换言之,在区域Y中形成了不含切口的宽的环形区域。
区域Y可以被认为是短管,并因此具有高尺寸稳定性。如果整个管2弯曲,则部分F1、F2、F3和F4将屈曲(将屈服),因为区域Y具有固有稳定度。
管2因此是挠性的并且同时是尺寸稳定的。
在下文中,应解释区域X和Y的相互作用。
近端被动挠性部分C的整个设计是区域X和Y之间的组合。
区域X和Y中的每一个赋予管2具体特征。
在区域X中,主切口98和第二切口99彼此靠近布置以实现高挠性。
然而,在区域Y中,第二切口99彼此之间具有更大的距离以实现高抗扭强度。
这导致了区域X和区域Y之间的以下相互作用:
在区域Y中,第二切口99彼此之间具有大的距离。因此,这种区域Y在弯曲期间和旋转期间是稳定的。在弯曲期间,区域Y保持几乎不变。另一方面,区域X产生并限定了整个管2的挠性。区域Y对管2的挠性的影响是不显著的。
在区域X中,主切口98和第二切口99彼此非常靠近地布置。
在实施方式中,主切口98和第二切口99具有彼此不同的切割宽度。切割宽度表示管纵向方向上的各个切口的宽度。如果通过激光产生主切口98和第二切口99,则通过选择所发射的激光束的直径来调整切割宽度。
旨在尽可能小地保持第二切口99的切割宽度。通过激光,例如,可以提供远小于20μm的切割宽度。例如,可以产生第二切口99以具有20μm的切割宽度。例如,可以产生主切口98以具有0.2mm的切削宽度。切割宽度的这些值仅是实例。可以通过测试建立适当的切割宽度。
优选地,主切口98的切割宽度大于第二切口99的切割宽度。例如,主切口98的切割宽度可以是第二切口99的切割宽度的10倍。该值也仅是实例。可以根据需要调整适当的因素。本发明不局限于这些值。
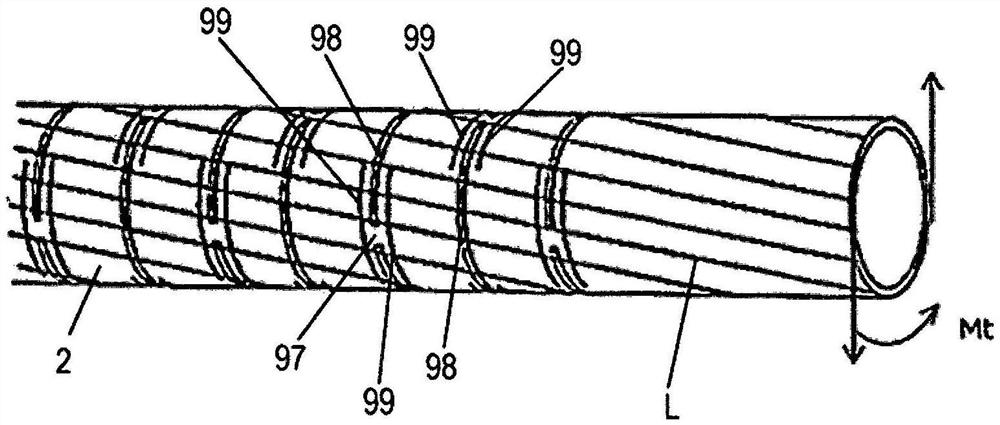
在扭转应力下,管2加载了扭矩Mt,其围绕管2的纵轴作用。通过扭矩的影响,平行于纵轴延伸的管2的假想纵向线L将成螺旋形变形,如图10所示。由于在区域X中主切口98和第二切口99的距离N非常小,则区域X的变形将仅稍微不同于区域Y的变形。区域Y的抗扭强度限定了整个管2的抗扭强度。区域X对管2的抗扭强度的影响是不显著的。
通过产生如前所述的具有彼此不同的距离的切口,在管2的近端被动挠性部分C中,可以实现高挠性和高抗扭强度两者。
因此,根据本发明的内窥镜管2在具有高挠性以及对于其纵轴具有高横向抗扭强度的挠性部分20的近端被动挠性部分C中是可弯的。
挠性部分20中的各个区域B、C和D在纵向方向上相差切口98的距离H,并因此切口98的密度是差异配置的。
在区域B中,切口98的距离H最小。因此,在区域B中,切口98的密度最大。
在区域C中,切口98的距离H大于区域B。在区域D中,切口98的距离H大于区域C。
因此,区域B中的挠性和可弯性大于区域C。此外,区域C中的挠性和可弯性大于区域D。换言之,各个区域的挠性和可弯性在挠性部分20在近端方向上减小。
区域D在近端侧提供有未设置切口的区域。该区域形成了控制主体J的过渡。
从偏转部分A向挠性部分20的过渡
在图2中,将偏转部分A至挠性部分20的过渡区域表示为区域K。偏转部分A结束于区域K。换言之,偏转部分A的最近端布置的第一部件位于区域K的远端。
如图2、11和12所示,在区域K中,通过处于倒字母C形式的切口70切割管状元件的壁表面。换言之,在处于非整圆形式的管状元件中切割切口70。在远端侧未切穿切口70的圆形,如图11可见。未切穿的切口70的远端侧形成了片72的铰链71。片72具有下耳73、上耳74和片中心件75。下耳73紧靠片中心件75的上侧。上耳74紧靠片中心件75的下侧。
如下所示,生产片72。设置切口70的位置。在切口70中间,切割孔77。通过激光形成切口70,如图2所示。通过冲孔(punch)从后方,即从管状元件内部支持片中心件75。下耳73相对于片中心件75向内弯曲90度。耳73相对于片中心件75的弯曲线平行于管状元件的轴延伸(在图2和4中,沿着指向左和右的方向)。上耳74同样相对于片中心件75向内弯曲90度。耳74相对于片中心件75的弯度线也平行于管状元件的轴延伸。然后,片中心件75向内弯曲90度。片中心件75相对于管状元件的弯曲线在垂直于管状元件的轴的切割平面内延伸(在图2和11中,沿向上和向下的方向)。换言之,片中心件75在铰链71处向内弯曲90度。片中心件75具体地向内弯曲直至下耳73的远端侧棱和上耳74的远端侧棱紧靠管状元件的内部外周(参见图12)。
片72用作导向弹簧8的支持物。具体地,片中心件75的近端表面形成了导向弹簧8的远端的停止表面。两个耳73,74支持片中心件75并且吸收导向弹簧8产生的压力并将它们送至管状元件的内部外周表面。
片中心件75具有中心孔77。孔77具有大于控制线且小于导向弹簧8的直径。在导向弹簧8内的挠性部分20中导向控制线,并使其通过孔70并进一步延伸至偏转部分A。
在区域K中,以所使用的控制线的数目提供片72(在本发明的实施方式中:4)。片72在管状元件的外周方向上均匀扩散。
偏转部分A
图13至18中显示了偏转部分A的准确结构。
偏转部分A包括在偏转部分A的纵向方向上布置的各个联接件6。各个联接件6是相对于彼此绕轴旋转的。在图13和14中,显示了3个连续布置的联接件6:联接61、联接61近端的联接62和联接62近端的联接63。
除了最远端布置的联接件6和最近端布置的联接件6以外,同样地设计了联接件6。
以下将通过联接件62讨论各个联接件6的结构。
通过激光切割作为管状元件的管状部分形成联接件62。联接件62在管状元件的外周具有远端界线601、602、603、604和605和近端界线606、607、608和609。
各个远端界线由一个环形头线601、两个颈线602、两个肩线603、两个臂线604和一个臂端线605组成。更准确地说,如下形成了联接件62的远端侧。环形头线601形成了不完整的圆,其在每侧上的近端侧合并到颈线602。大致垂直于管状元件的轴延伸的肩线603连接至两个颈线602中的每一个。大致平行于管状元件的轴在远端方向上延伸的臂线604连接至两个肩线603中的每一个。通过臂端线605连接臂线604的两个远端,臂端线再次垂直于管状元件的轴延伸。
因此,联接件62包括主体621,从主体621,第一头部622、第一臂部623、第二头部622和第二臂部623中的每一个沿垂直于联接件62的轴延伸的假想外周线以约90度突出至远端侧。因此,头部622、622在第一假想平面中延伸。臂623,623在对第一假想平面偏移90度的第二假想平面中延伸。联接件62的两个头部622,622形成了位于远端的联接件62的枢轴。
通过头线601在远端侧形成每个头部622。通过头部622和主体621之间的颈线602形成收缩。各个头部622相比于各个臂623在远端方向进一步突出。
各个近端界线由一个弯曲脚线606、两个底线607、两个直脚线608和一个腰线609组成。更确切地说,如下形成了联接件62的近端侧。弯曲脚线606形成了在近端侧上开放的不完整的圆。在不完整的圆的开放末端,弯曲脚线606并入大致垂直于管状元件的轴延伸的每个底线607。
将大致平行于管状元件的轴在远端方向上延伸的直脚线608连接至两个底线607中的每一个。通过腰线609连接直脚线608的两个远端,其反过来垂直于管状元件的轴延伸。
以这种方式,在主体621的近端侧,联接件62包括在近端方向上延伸的两个脚624。在延伸方向上,脚624中的每一个在直足线608处具有直侧,并且在弯曲脚线606处具有弯曲侧。
在两个直脚线608之间的区域中,将近端布置的联接件63的臂布置成在纵向方向上可移动。在两个弯曲脚线606之间的区域中,将近端布置的联接件63的头部固定保持在纵向方向上。由于弯曲脚线的内部外周和环形头线的外部外周之间的间隙(play),仅可能轻微移动。
在偏转部分A的非弯曲状态中,腰线609与近端布置的联接件63的臂端线605间隔开,如图14所示。近端布置的联接件63的臂端线605和腰线609彼此平行。
在偏转部分A的非弯曲状态中,底线607与近端布置的联接件63的肩线603间隔开,如图14所示。近端布置的联接件63的底线607和肩线603可以彼此相平或彼此大致平行,或者另外彼此之间成轻微角度,如图14所示。在近端布置的联接件63的底线607和肩线603之间,不仅已产生了简单的切割线,而且已作为四边形部分切割出了管状元件材料。
各个头部622形成了偶联至相邻联接件6的偶联部分。脚624构成了结合相邻联接件6的导向部分,从而联接件6彼此之间的轴向移动是可能的。
图17显示了包含各个联接件6的偏转部分A的俯视图。在俯视图中,联接件6的头部622是可见的。
图18显示了包含各个联接件6的偏转部分A的侧视图。在侧视图中,联接件6的脚624是可见的。
最远端布置的联接件6不包含头部,并且在图2和17至21中显示了联接件。
最近端布置的联接件6不包含脚,并且在图2、11和18中显示了联接件。
在实施方式中,偏转部分A可以在两个偏转方向上偏转,即图13和14中的向上和向下(和图17),其中联接件6的各个头部622形成了联接件6的弯曲轴。换言之,图17中的偏转部分A是向上和向下能绕轴旋转的。在图18的图示中,偏转部分A是朝向观察者和远离观察者能绕轴旋转的。
如图15和16所示,腰线609形成了导缆片630的铰链部分。导缆片630从腰线609延伸出。将沿直脚线608延伸至近端布置的联接件63的臂端线605的材料部分用于导缆片630。导缆片630铰接腰圈线609并且向内弯曲约90度。导缆片630包括中心孔631。孔631具有大于控制线的直径。
联接件6中的每一个包括包含孔631的导缆片630,从而对于特定控制线的导缆片630在偏转部分A的纵向方向上连续布置。导缆片630用作在其上支撑控制线的导向突出。因此,导缆片630将相关控制线导向通过偏转部分A。
联接件6可以布置在偏转部分A上,从而它们的头部面向近端方向,如图17所示。作为另外一种选择,联接件6可以布置在偏转部分A上,从而它们的头部面向远端方向,如图13所示。
图19至21中显示了偏转部分A的远端。在图19至21中,偏转部分A的最远端布置的联接件69是可见的。在这种最远端布置的联接件69中,锚定控制线9的远端侧。控制线9从控制主体3延伸至偏转部分A的最远端布置的联接件69。
控制线的紧固
图22和23中显示了控制线9的准确紧固。
将控制线9紧固至控制主体3中的控制轮G。当控制轮G在拉伸方向旋转时,控制线9拉伸。当控制轮G在相对于拉伸方向的释放方向上旋转时,控制线9释放。
控制线9从在插入管2中朝联接件69延伸的控制主体3中延伸出并形成第一部分91。控制线9的第一部分91沿插入管2的内部外周延伸。通过图22中的附图编号显示了控制线9的第一部分91。在联接件69的远端侧,配置了穿透联接件69的外周壁的缝隙691(参见图20),该缝隙在联接件69的纵向方向上延伸。在联接件69的远端侧上提供了另一个类似的缝隙692,并且其与缝隙691径向相对。
控制线9沿联接件69的内部外周在远端方向上延伸并穿透缝隙691至外部,并且在联接件69的外部外周在联接件69的外周方向上缠绕至缝隙692,穿透缝隙692至内部并沿联接件69的内部外周在近端方向中延伸至控制主体3的控制轮G。
因此,将控制线9分成从控制主体3内的控制轮G延伸至缝隙691的第一部分91,从联接件69的外部外周处的缝隙691在联接件69的外周方向延伸至缝隙692的第二部分92和从缝隙692延伸至控制主体3中的控制轮G的第三部分93。
通过控制轮G在拉伸方向上的旋转,由于在近端方向推动了锚定在联接件69上的第三部分93,拉伸控制线9并因此使偏转部分A偏转。因此,控制线9的第三部分93构成了控制线9的远端锚定部分。
生产方法
可以通过由激光切割的一个单一管状元件生产根据本发明的插入管2。管状元件由相对硬质的材料,如(例如)不锈钢或其它适合的硬塑料材料制成。通过切口使初始坚硬的管状元件成为挠性,尽管它保留了其刚性。
切口产生了近端被动挠性部分20中的各个侧切开(切口垂直于轴延伸)98,99、孔77、过渡区域K中的切口70、孔631、远端偏转部分A中的各个联接件6和缝隙691,692。这种顺序不意欲限制。例如,可以在联接件6之前切割缝隙691,692。此外,还可以使切口顺序反转。
可以通过切口的形状、布置和尺寸来控制管状元件的挠性以及刚性。
可以提前计算并预先确定各个切口的位置。在可编程激光切割机中,可以输入各个切口的预定数据以自动生产插入管2。
完整切出各个联接件6并且它们形成了彼此物理分开的体,该体仅通过形式配合连接。
在管状元件的激光切割后,片72和导缆片630向内弯曲。因此,修整了插入管2的毛坯。
目前,控制线9可以插入并紧固在插入管2的毛坯中。插入管2的毛坯可以紧固至控制主体3。此外,涂层围绕插入管2的毛坯并且优选地由金属制成以用于屏蔽电气控制,并且在涂层上,可以将由塑料或橡胶制成的弹性夹套安装到插入管2的毛坯上。可以对塑料或橡胶弹性夹套进行热收缩。
第二实施方式
在下文中,将参考图24描述本发明的第二实施方式。
图24显示了在第二实施方式中应用的近端被动挠性部分的片段示意图。
根据图24中所示原理构造的近端被动挠性部分20可以替换第一实施方式的近端被动挠性部分20。换言之,控制主体3和偏转部分A可以与本发明的第二实施方式的近端被动挠性部分20组合。
如前所述,还参见图1,由一个单一管或软管形成远端偏转部分A和具有3个区域B、C和D的近端被动挠性部分20。
区域B构成了中央区域C和偏转部分A之间的过渡区域B。区域C构成了中央区域C。区域D构成了位于控制主体3的近端被动挠性部分20的连接区域D。换言之,从一个单一管状元件制造了包括位于控制主体3的连接区域D、中央区域C、中央区域C和偏转部分A之间的过渡区域B和偏转部分A的整个插入管。
为清楚起见,图1显示了似乎沿插入管2的纵向方向,3个区域B、C和D的长度相对彼此相等的近端被动挠性部分20,当然,情况并非如此。中央区域C比过渡区域B和连接区域D更长。中央区域C是近端被动挠性部分20中最长的。换言之,通过中央区域C的结构形成真实的近端被动挠性部分20。通过中央区域C的结构实现了近端被动挠性部分20的弯曲特征、弹性和抗扭强度。
在下文中,将通过图24详细描述近端被动挠性部分20的中央区域C的结构。
从先前已描述的管状元件制造近端被动挠性部分20。在中央区域C,通过激光切割沿管状元件的纵向方向切割多个主切口990。这些主切口990彼此平行延伸。主切口990垂直于管状元件的轴延伸。
更确切地说,主切口990沿中央区域C的外周以中断方式延伸,从而使未切割的支撑物992保留在位于外周线上的主切口部分之间。在本发明的实施方式中,当在外周方向观察时,配置了4个主切口部分。
图24更准确地显示了主切口部分。图24显示了在外周方向形成的主切口部分的第一序列,其通过附图编号990A、990B和990C表示。此外,图24显示了在外周方向形成的主切口部分的第二序列,其用附图编号990A1和990B1表示。附图编号为990A、990B和990C的主切口部分的第一序列在纵向方向与在外周方向中形成的附图编号为990A1和990B1的主切口部分的第二序列相邻。主切口部分在外周方向上的长度始终相同。也就是说,不仅主切口部分的特定序列在外周方向上的主切口部分的长度彼此相等,而且整个中央区域C中的主切口部分的所有序列在外周方向上的主切口部分的长度彼此相等。
在图24所示的主切口部分的第一序列中,显示了第一主切口部分990A、第二主切口部分990B和第三主切口部分990C。不可见的第四主切口部分位于远离投影平面后的观察者的管状元件的侧面。在管状元件的外周方向连续配置第一主切口部分990A,第二主切口部分990B,第三主切口部分990C和未显示的第四主切口部分。因此,在外周线以等长部分切割管状元件四次。将各个支撑物992保持在第一主切口部分990A的末端和第二主切口部分990B的起始端之间,以及第二主切口部分990B的末端和第三主切口部分990C的起始端之间,以及第三主切口部分990C的末端和第四主切口部分(未显示)的起始端之间以及第四主切口部分(未显示)的末端和第一主切口部分990A的起始端之间。未在支撑物992的该区域切割管状元件。
在图24所示的主切口部分的第二序列中,显示了第一主切口部分990A1、第二主切口部分990B1。第三主切口部分(不可见)和第四主切口部分(不可见)位于远离投影平面后的观察者的管状元件的侧面。
将第二序列的主切口部分布置以相对于第一序列的主切口部分偏移。当在管状元件的外周方向观察时,第一序列的区域(其中主切口部分990A、990B和990C保留了各个支撑物992)在相邻第二序列中对应于形成主切口部分990A1和990B1的中心的区域。因此,定位支撑物以在管状元件的纵向方向,在主切口990的序列间偏移45度。
管状元件中的所有主切口990的切割宽度相等。管状元件中的所有主切口990序列的距离彼此相等。
在管状元件的纵向方向,邻近于每个支撑物992提供各个第二切口991,如图24所示。
在管状元件的纵向方向两侧,邻近于支撑物992配置第二切口991。第二切口991比主切口990短。第二切口991与相邻主切口990的末端重叠。
所有第二切口991在管状元件的外周方向彼此之间具有相同长度。所有第二切口991彼此平行并且与主切口990平行。
第二切口991的每个序列与在管状元件的纵向方向邻近于两侧的主切口990序列相关。换言之,主切口990的每个序列具有第二切口991的近端序列和第二切口991的远端序列。
因此,当沿管状元件的纵向方向观察时,主切口990的序列之后是第二切口991的远端序列,然后是下一个主切口990序列的第二切口991的近端序列。当沿管状元件的纵向方向观察时,一侧的第二切口991的序列具有第二切口991的邻接其它序列并且在另一侧具有主切口990的邻接序列。
在管状元件的纵向方向,以与下一个第二切口991相比,更接近下一个主切口990来配置第二切口991。
换言之,邻近于主切口990,提供第二切口991,从而它们的布置比相邻第二切口991更接近相邻主切口990。
出于说明目的,图24显示了作为第二切口991a的主切口部分的第一序列的第二切口991和作为第二切口991b的主切口部分的第二序列的第二切口991。与相邻第二切口991b相比,主切口部分的第一序列的第二切口991a的布置更接近相邻主切口部分990A、990B和990C。因此,管状元件中的相邻切口不具有相同距离。
管状元件中的所有第二切口991的切割宽度相等。第二切口991的切割宽度比主切口990的切割宽度窄。
第二实施方式的效果
如在第一实施方式中,第二实施方式的结构确保插入管2具有很高的挠性并且同时具有高抗扭强度。
其它替代方案
在第一和第二实施方式中,当在近端方向观察时,挠性部分20包括具有不同挠性的第一区域B、第二区域C和第三区域D。未限制具有不同挠性的区域或区的数目。挠性部分20还可以包括更多或更少的具有不同挠性的区域。本发明还适用于其中挠性部分20具有连续恒定的挠性的插入管。
在第一和第二实施方式中,插入管2的管状元件由不锈钢制成。本发明不限于此。插入管2的材料可以是任何足够刚性的材料,如刚塑性材料。在另一种替代方案中,镍钛诺合金(镍钛合金)可以用作管材料。该材料尤其具有所谓的超弹性特征,即它可以大面积弹性变形而不会永久弯曲。
在第一和第二实施方式中,通过激光切割机在管状元件中提供了切口。可以非常准确地提供切口。因此,优选通过激光的生产。根本上,然而,能够想象还通过其它生产方法,如锯割、线锯割等生产切口。
在第一和第二实施方式中,偏转部分A可以偏转向两个偏转方向,即在图6和7中向上和向下。在替代方案中,可以配置各个联接件6,从而它们的头部622在联接件6间偏移,围绕偏转部分A的轴(联接件6的轴)旋转约90度。在该替代方案中,偏转部分A可以偏转向4个偏转方向,即图6和7中的向上和向下以及朝向观察者和远离观察者。
在其中偏转部分A可以偏转向4个偏转方向的替代方案中,可以使用在插入管2内部延伸的两个控制线9,其彼此偏移90度。然后,联接件92设置有4个远端缝隙,其同样彼此偏移90度。
在实施方式中,以所述形式配置各个联接件6。本发明不局限于联接件6的形式。当将彼此偶联并且允许偏转部分A偏转移动的联接件插入偏转部分A时,它是足够的。
根据图24所示原理构造的近端被动挠性部分C可以应用于第一或第二实施方式。这表示图24所示的近端被动挠性部分C形成了整个插入管20的完整管状元件的一部分。因此,通过激光切割从管状元件制造了包括近端被动挠性部分C的整个插入管20的管状元件。
作为替代,在第一或第二实施方式中,可以单独从剩余的插入管20生产近端被动挠性部分C。
在图24的实施方式中,在管状元件的纵向方向,在支撑物两侧上邻近于支撑物布置两个各个第二切口。在一个替代方案中,在管状元件的纵向方向上,可以在支撑物一侧邻近于支撑物布置各个第二切口。
在第一实施方式中,提供主切口,从而沿管状元件的外周,两个支撑物保持在主切口部分之间。
在第二实施方式中,提供主切口,从而沿管状元件的外周,4个支撑物保持在主切口部分之间。
本发明不限于此。优选地,在主切口部分之间沿管状元件的外周的支撑物的数目为至少两个或更多个,并且可以是任何数目。
在第一实施方式中,主切口98的切割宽度大于第二切口99的切割宽度。在第二实施方式中,主切口的切割宽度也可以大于第二切口的切割宽度。然而,本发明的原理还适用于其中主切口的切割宽度等于第二切口的切割宽度的情况。
本发明可以有利地应用于十二指肠镜、胃镜、结肠镜或类似的内窥镜。本发明的原理还可以应用于任何其它类型的内窥镜。
本发明的原理还适用于利用插入管的其它医疗装置。
附图标记列表
1 内窥镜
1 插入管、管
2 控制主体
6 联接件
8 导向弹簧
9 控制线
20 挠性部分
61 联接件
62 联接件
63 联接件
69 最远端布置的联接件
70 切口
71 铰链
72 片
73 下耳
74 上耳
75 片中心件
77 孔
91 控制线的第一部分
92 控制线的第二部分
93 控制线的第三部分
97 支撑物
98 主切口
99 第二切口
201 顶部切口
202 底部切口
203 未切割的空隙
204 侧面切口
601 头线
602 颈线
603 肩线
604 臂线
605 臂端线
606 弯曲脚线
607 底线
608 直脚线
609 腰线
621 主体
622 头部
623 臂
624 脚
630 导缆片
631 中心孔
691 缝隙
692 缝隙
801 顶部切口
802 底部切口
803 未切割的空隙
805 环形部分,包括短切口
811 顶部短切口
812 底部短切口
880 导缆片
990 主切口
991 第二切口
992 支撑物
1000插入管
1001金属叶片螺旋
1002金属叶片螺旋
1003金属网
1004塑料涂层
A 偏转部分
A' 偏转部分
B 第一区域(远端区域)
C 第二区域(中央区域)
D 第三区域(近端区域)
F 第一控制轮(第一控制元件)
G 第二控制轮(第二控制元件)
H 距离
J 控制主体外壳
K 过渡区域
L 管2的纵向线
M 距离
N 距离
X 导致产生管2的高挠性的区域
Y 导致产生管2的高抗扭强度的区域。
- 用于制造内窥镜的插入管的方法及具有插入管的内窥镜
- 内窥镜的插入管以及内窥镜插入管的制造方法