一种笔芯自动检测系统
文献发布时间:2023-06-19 11:27:38
技术领域
本发明涉及文具生产领域,特别涉及笔芯生产检测。
背景技术
国内主流的制笔厂,年产笔芯在10亿支以上,如此庞大的数量使用人工进行装配是不现实的,并且笔芯装配是否规范正确,涉及到笔芯的质量问题,对笔芯后续的加工至关重要。特别是笔头部分,在运输装配过程中难免会出现磕碰划伤,会导致笔头出现球珠掉落、墨水滴漏,笔芯书写不顺畅、断线、缺墨、渗漏、积墨等诸多性能缺陷,严重影响书写体验。在实际生产中,主要依靠人眼进行识别,人眼识别效率低下,人力成本高而且长时间识别笔芯容易产生人眼疲劳和判断出错。
因此,为了提高检测效率,减少人工成本和检测成本,需要开发一条布局合理的自动笔芯检测线,用于高效地检测笔芯,来确保笔芯的生产质量。
发明内容
本发明目的是为了提供一条布局合理的笔芯自动检测系统,使得笔芯检测能够通过一台设备高效自动地完成检测工作,以快速高效地确保笔芯生产质量。
为解决上述技术问题,本发明采用下述技术方案:
一种笔芯自动检测系统,包括:笔芯下料装置、红外检测装置、护套拔除装置、划线装置、图像检测装置、笔芯剔除装置、护套安装装置、护套检测装置、动力传输装置和控制器,所述动力传输装置包括链条和工装,所述链条上设有多个所述工装,所述链条贯穿所述笔芯自动检测系统并运输所述工装,所述工装承载并固定笔芯;所述笔芯下料装置,设置于所笔芯自动检测系统的最上游,用于向所述动力传输装置上的所述工装供给笔芯,所述笔芯的笔头端设有护套;所述红外检测装置,设置于所述笔芯下料装置的下游,用于检测所述工装上是否存在所述笔芯;所述护套拔除装置,设置于所述红外检测装置的下游,用于将护套从所述笔芯上拔除;所述划线装置包括纸张,设置于所述护套拔除装置的下游,用于将所述笔芯与所述纸张接触,通过所述笔芯与所述纸张的相对运动让所述笔芯在所述纸张上画出线条;所述图像检测装置,通过拍摄所述笔芯或划线的图像对所述笔芯的生产质量进行在线判断;所述笔芯剔除装置,设置于所述红外感应装置和/或所述护套检测装置和/或所述图像检测装置的下游,用于将被检测出的不合格笔芯剔除;所述护套安装装置,设置于所述护套拔除装置下游,用于将所述护套安装于所述笔芯;所述护套检测装置设置于所述护套安装装置下游,用于检测所述零配件是否成功加装于所述笔芯管之上;所述控制器与所述笔芯下料装置、所述红外检测装置、所述护套拔除装置、所述划线装置、所述图像检测装置、所述笔芯剔除装置、所述护套安装装置、所述护套检测装置、所述动力传输装置相连,用于对所述笔芯自动装配生产线进行自动化控制。
进一步地,所述笔芯下料装置包括笔芯收集盒、步进电机、下料槽、运输板、下料气缸和链条,所述笔芯收集盒通过所述步进电机做左右往复运动,使得所述笔芯进入所述下料槽内,所述运输板通过所述下料气缸做左右往复运动,每次往复运动都会带走所述下料槽最下面一层笔芯,然后通过所述运输板上设置的漏槽将所述笔芯运输到所述工装内。
进一步地,所述护套拔除装置包括夹取气缸、拔除气缸和滑槽,所述夹取气缸设置于所述滑槽上,所述夹取气缸上设置有夹爪用于对所述护套进行夹取,所述移动气缸使所述夹爪沿着所述滑槽进行运动,所述滑槽设置成使所述护套进行拔除并且将所述夹爪进行旋转放掉所述护套。
进一步地,所述划线装置还包括划线台、划线台气缸、夹笔气缸和划线步进电机,所述纸张设置于所述划线台之上,所述划线装置通过所述划线台气缸将所述划线台整体上移,然后用所述夹笔气缸将举升的所述笔芯进行固定,最后通过所述划线步进电机带动所述划线台做圆周运动,使得所述笔芯在所述纸张上划出螺旋线条。
进一步地,所述图像检测装置包括:工业相机,用于采集所述笔芯侧面或所述笔芯划线的图像;光源,用于照亮待检测的笔芯部分或笔芯划线图像以提高所述图像光亮度;相机支架,连接所述工业相机和所述光源,并调节所述工业相机和所述光源的位置来保证所述图像质量;显示屏,用于显示各项数据统计和实时拍摄的所述图像,并指出笔芯或笔芯划线检测所反映的问题点;工控机,用于判定数据对比结果和控制数据的输入与输出,所述图像输入所述工控机,所述工控机与所述控制器建立通讯并且输出信号到所述控制器。
进一步地,所述图像检测装置包括靠上游设置用于检测笔芯的划线图像的划线图像检测装置和靠下游设置用于检测笔芯装配图像的笔芯图像检测装置。
进一步地,所述笔芯剔除装置包括靠上游设置于所述画线图像检测装置下游的第一笔芯剔除装置和靠下游设置于所述笔芯图像检测装置下游的第二笔芯剔除装置。
进一步地,所述笔芯剔除装置包括剔除气缸,所述笔芯剔除装置受所述控制器控制,所述控制器接收到有不合格笔芯的信号时,通过所述剔除气缸将不合格笔芯剔除。
进一步地,所述护套安装装置包括固定气缸、安装气缸和滑槽,所述固定气缸设置于所述滑槽上,所述固定气缸上设置有夹爪对所述护套进行夹取,所述安装气缸将所述夹爪沿着所述滑槽进行运动,所述滑槽的曲线设计可以将所述夹爪进行旋转并且将所述护套向前压入到所述笔芯上。
进一步地,所述护套检测装置包括压力气缸和接近开关,所述接近感应装置通过所述压力气缸将带有弹簧的压杆向前压在所述护套上,当所述压杆碰到所述护套时回弹,所述接近开关检测到回弹则判断所述护套已成功装入笔芯管,若所述接近开关未检测到回弹则发向所述控制器发出停机信号。
进一步地,所述动力传输机构还包括电机、减速机、凸轮分割器和链轮,所述电机连接所述减速机增加扭矩,所述凸轮分割器适于使所述链条做间隔运动,所述减速机连接所述凸轮分割器的输入端,所述链轮与所述凸轮分割器的输出端连接,所述链轮连接所述链条,所述凸轮分割器旋转使所述链条间隔前进。本发明的技术效果在于通过提供一条布局合理的笔芯自动检测系统,使得能够通过一台设备自动地完成笔芯检测工作,快速高效地确保了笔芯生产质量。
附图说明
本发明的以上技术内容以及下面的具体实施方式在结合附图阅读时会得到更好的理解。需要说明的是,附图仅作为所请求保护的技术方案的示例。在附图中,相同的附图标记代表相同或类似的元素。
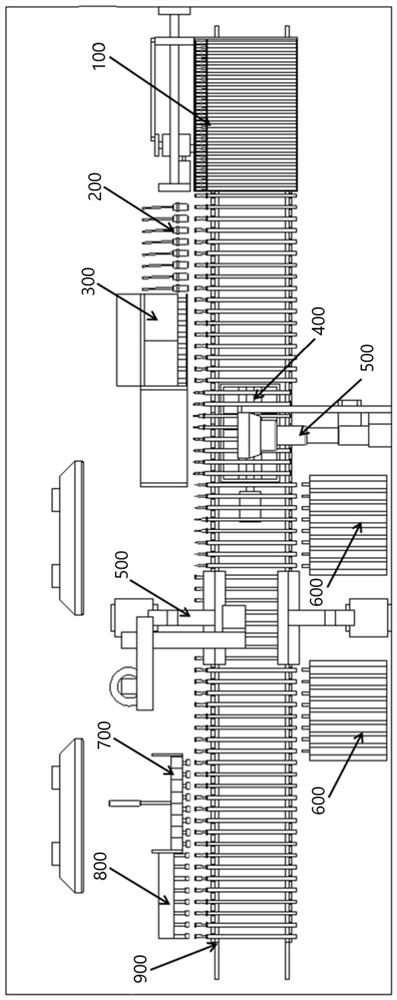
图1是本发明一实施例笔芯自动检测系统的俯视示意图;
图2是本发明一实施例笔芯自动检测系统的立体示意图。
其中,附图标记说明如下:
100 笔芯下料装置
101 下料步进电机
102 下料气缸
200 红外检测装置
201 红外传感器
300 护套拔除装置
301 夹取气缸
302 拔除气缸
400 划线装置
401 纸张
402 划线台气缸
403 夹笔气缸
404 划线步进电机
500 图像检测装置
501 工业相机
502 相机支架
503 光源
504 显示器
505 工控机
600 笔芯剔除装置
601 剔除气缸
700 护套安装装置
701 固定气缸
702 安装气缸
800 护套检测装置
801 压力气缸
802 接近开关
900 动力传输装置
901 电机
902 减速机
903 凸轮分割器
904 链轮
905 链条
具体实施方式
以下在具体实施方式中叙述本发明的详细特征以及优点,其内容足以使本领域技术人员了解本发明的技术内容并据以实施,且根据本说明书、权利要求及附图,本领域技术人员可轻易地理解本发明相关的目的及优点。
图1、2示出本发明一实施例的一种笔芯自动装配生产线,笔芯下料装置100、红外检测装置200、护套拔除装置300、划线装置400、图像检测装置500、笔芯剔除装置600、护套安装装置700、护套检测装置800、动力传输装置900和控制器。
动力传输装置900包括链条905、工装、电机901、减速机902、凸轮分割器903和链轮904,链条905上设有多个工装,链条贯穿笔芯自动检测系统并运输工装,工装承载并固定笔芯。电机901连接减速机902增加扭矩,凸轮分割器903适于使链条905做间隔运动,减速机902连接凸轮分割器903的输入端,链轮904与凸轮分割器903的输出端连接,链轮904连接链条905。凸轮分割器903设置成每次旋转让链条固定前进一段距离,从而以间隔前进的方式确保工装顺序进入每一个工位。
笔芯下料装置100包括笔芯收集盒、步进电机102、下料槽、运输板、下料气缸101和链条。笔芯下料装置100设置于所笔芯自动检测系统的最上游,用于向动力传输装置900上的工装供给笔芯,笔芯的笔头端设有护套。笔芯收集盒通过步进电机102做左右往复运动,使得笔芯进入下料槽内,运输板通过下料气缸101做左右往复运动,每次往复运动都会带走下料槽最下面一层笔芯,然后通过运输板上设置的漏槽将笔芯运输到工装内。
红外检测装置200,设置于笔芯下料装置100的下游,用于检测工装上是否存在笔芯。红外感应装置200通过设置于检测线上方或侧面的红外传感器201来对工装上的笔芯作相应的检测,当笔芯缺失或不合格时报告控制器。
护套拔除装置300包括夹取气缸301、拔除气缸302和滑槽。护套拔除装置300设置于红外检测装置200的下游,用于将护套从笔芯上拔除。夹取气缸设置于滑槽上,夹取气缸301上设置有夹爪用于对护套进行夹取,移动气缸使夹爪沿着滑槽进行运动,滑槽设置成使护套进行拔除并且将夹爪进行旋转放掉护套。
划线装置400包括纸张401、划线台、划线台气缸402、夹笔气缸403和划线步进电机404。划线装置400设置于护套拔除装置300的下游,用于将笔芯与纸张接触,通过笔芯与纸张的相对运动让笔芯在纸张上画出线条。纸张设置于划线台之上,划线装置400通过划线台气缸402将划线台整体上移,然后用夹笔气缸403将举升的笔芯进行固定,最后通过划线步进电机404带动划线台做圆周运动,使得笔芯在纸张上划出螺旋线条。
图像检测装置500,通过拍摄笔芯或划线的图像对笔芯的生产质量进行在线判断。在该实施例中,图像检测装置500包括靠上游设置用于检测笔芯的划线图像的划线图像检测装置和靠下游设置用于检测笔芯装配图像的笔芯图像检测装置。图像检测装置500可以包括:
工业相机501,用于采集笔芯侧面或笔芯划线的图像;
镜头,安装在工业相机501上,用于提高图像品质;
光源503,用于照亮待检测的笔芯部分或笔芯划线图像以提高图像光亮度;
相机支架502,连接工业相机501和光源503,并调节工业相机501和光源503的位置来保证图像质量;
显示屏504,用于显示各项数据统计和实时拍摄的图像,并指出笔芯或笔芯划线检测所反映的问题点;
工控机505,用于判定数据对比结果和控制数据的输入与输出,图像输入工控机,工控机与控制器建立通讯并且输出信号到控制器。
笔芯剔除装置600包括剔除气缸601,用于将被检测出的不合格笔芯剔除。在该实施例中,笔芯剔除装置600包括靠上游设置于画线图像检测装置下游的第一笔芯剔除装置和靠下游设置于笔芯图像检测装置下游的第二笔芯剔除装置。笔芯剔除装置600受控制器控制,控制器接收到有不合格笔芯的信号时,通过剔除气缸601将不合格笔芯剔除。
护套安装装置700包括固定气缸701、安装气缸702和滑槽。护套安装装置700设置于护套拔除装置300下游,用于将护套安装于笔芯。固定气缸设置于滑槽上,固定气缸701上设置有夹爪对护套进行夹取,安装气缸将夹爪沿着滑槽进行运动,滑槽的曲线设计可以将夹爪进行旋转并且将护套向前压入到笔芯上。
护套检测装置800包括压力气缸801和接近开关802。护套检测装置800设置于护套安装装置700下游,用于检测零配件是否成功加装于笔芯管之上。接近感应装置800通过压力气缸801将带有弹簧的压杆向前压在护套上,当压杆碰到护套时回弹,接近开关检测到回弹则判断护套已成功装入笔芯管,若接近开关802未检测到回弹则发向控制器发出停机信号。
控制器用于对笔芯自动检测系统进行自动化控制。控制器可以为可编程逻辑控制器(Programmable Logic Controller,简称PLC)。PLC与上述所有工位装置连接。
下面是该实施例中笔芯自动检测系统的配置和工作方式。笔芯自动检测系统从生产线上游至下游的顺序所设置的工位分别为:
动力传输装置,电机连接减速机增加扭矩,减速机连接凸轮分割器输入端,输出端跟链轮连接,链轮连接链条,链条上装有放置笔芯管的工装,凸轮分割器可以让链条做间隔运动,每次旋转链条都固定前进一段距离,确保每次旋转工装能到下一个工位。
笔芯下料装置,笔芯收集盒通过电步进电机做左右往复运动,使得笔芯能够顺利进入下料槽内,运输板通过下料气缸做左右往复运动,每次往复运动都会带走下料槽最下面一层笔芯,然后通过挡板的漏槽将笔芯运输到链条上的工装内。
红外检测装置,检测每个工位上是否存在笔芯,以确保每个工位都装有笔芯。
护套拔除装置,先用夹取气缸对护套进行夹取,然后通过拔除气缸将夹爪沿着滑槽进行运动,由于对滑槽进行曲线设计,可以将护套进行拔除并且可以将夹爪进行旋转放掉夹爪上的护套。
划线装置,通过划线台气缸将划线台整体上移,然后用夹笔气缸将举升的笔芯进行固定,最后通过划线步进电机带动划线台做圆周运动,在配合纸张移动使得笔芯在纸张上划出螺旋线。
划线图像检测装置,包括工业相机、镜头、光源、相机支架、显示屏、工控机,工业相机用于采集纸张上螺旋线图像;镜头安装在工业相机提高图像品质。光源用于照亮纸张提高图像光亮度;相机支架用于连接工业相机和光源,并调节工业相机和光源的位置来保证拍摄图像质量;显示屏主要显示各项数据统计和实时的拍摄图片并指出划线检测反映的问题点;工控机判定数据对比结果和控制数据的输入与输出,相机图像输入工控机,与PLC建立通讯并且输出信号到PLC。
第一笔芯剔除装置,PLC控制第一笔芯剔除装置,在检测到有不合格笔芯时,通过剔除气缸将不合格笔芯剔除到不合格品收集盒内。
笔芯图像检测装置,包括工业相机、镜头、光源、相机支架、显示屏、工控机,工业相机用于采集笔芯图像;镜头安装在工业相机提高图像品质。光源用于照亮笔芯提高图像光亮度;相机支架用于连接工业相机和光源,并调节工业相机和光源的位置来保证拍摄图像质量;显示屏主要显示各项数据统计和实时的拍摄图片并指出笔芯检测反映的问题点;工控机判定数据对比结果和控制数据的输入与输出,相机图像输入工控机,与PLC建立通讯并且输出信号到PLC。
第二笔芯剔除装置,PLC控制第二笔芯剔除装置,在检测到有不合格笔芯时,通过剔除气缸将不合格笔芯剔除到不合格品收集盒内。
护套安装装置,先用固定气缸对护套进行夹取,然后通过安装气缸将夹爪沿着滑槽进行运动,由于对滑槽进行曲线设计,可以将夹爪进行旋转并且可以将护套向前压到笔头上。
护套检测装置,通过压力气缸将带有弹簧的压杆向前压在护套上,由于弹簧的缘故压杆回弹,接近开关检测到回弹默认已经将护套装入笔头,如果没有回弹说明前端装配出现问题,从而发出信号给PLC进行停机处理。
这里基于的术语和表述方式只是用于描述,本发明并不应局限于这些术语和表述。使用这些术语和表述并不意味着排除任何示意和描述(或其中部分)的等效特征,应认识到可能存在的各种修改也应包含在权利要求范围内。其他修改、变化和替换也可能存在。相应的,权利要求应视为覆盖所有这些等效物。
同样,需要指出的是,虽然本发明已参照当前的具体实施例来描述,但是本技术领域中的普通技术人员应当认识到,以上的实施例仅是用来说明本发明,在没有脱离本发明精神的情况下还可做出各种等效的变化或替换,因此,只要在本发明的实质精神范围内对上述实施例的变化、变型都将落在本发明的权利要求书的范围内。
- 一种笔芯自动检测系统
- 一种用于全自动笔芯封蜡设备的笔芯平齐机构