一种非晶磁芯装盒旋转点胶机构及点胶方法
文献发布时间:2023-06-19 11:27:38
技术领域
本发明属于包装盒加工技术领域,特别涉及一种非晶磁芯装盒旋转点胶机构及点胶方法。
背景技术
传统的点胶机构通常使用静止点胶方式,通过传动装置移动点胶头至固定位置,打开点胶阀直接点胶,通过控制点胶阀的打开时间调整点胶量的多少,点胶完成后直接移开点胶头;这种点胶方式只能在盒体内点上一个或几个胶点,不能均匀的分布在盒体内,容易导致磁芯装盒不稳,同时这种点胶方式也会容易出现胶水拉丝,不断胶等问题,使胶水点到胶盒外部,极大地影响了装盒的优良率,以及成品的质量、性能。
发明内容
本发明的目的是提供一种非晶磁芯装盒旋转点胶机构及点胶方法,其特征在于,所述非晶磁芯装盒旋转点胶机构包括:推盒机构1、点胶机构2、旋转机构3和输送机构4;
所述推盒机构1包括第一气缸11、第一连接块12、推动块13、导向轴14、轴承15、第一固定座16和滚轮17组成;其中第一固定座16固定在输送机构4上,轴承15固定在固定座16上,导向轴14通过轴承15导向,可以前后滑动;导向轴14的一端与第一连接块12连接,第一气缸11安装在第一连接块12上,第一气缸11连接在固定座16上,第一连接块12与推动块13连接,推动块13的端部安装两个滚轮17;机构动作时,通过第一气缸11的活塞杆前后动作,通过导向轴14和轴承15前后导向,最后带动滚轮17前后移动;
所述点胶机构2包括第二固定座21、导轨22、第二连接块23、第二气缸24、第一固定块25、点胶阀26、点胶头27、第二固定块28;其中第二固定座21固定在设备主体架上,导轨22固定在第二固定座21上,第二连接块23固定在第二固定座21上,第二气缸24固定在第二连接块23上,第一固定块28固定在导轨22上,通过导轨22导向可以上下移动,第二气缸24与第二固定块28连接,点胶阀26由第二固定块28和第一固定块25夹紧固定,点胶头27安装在点胶阀26上;机构动作时,点胶头27通过第二固定块28随着第二气缸24的活塞杆上下动作,带动旋转机构3,
所述旋转机构3包括固定杆31、电机32、第三连接块33、联轴器34、主动轮35、从动轮36;固定杆31固定在设备主体架上,第三连接块33固定在固定杆31上第一电机32固定在第三连接块33上,联轴器34一端与第一电机32连接,另一端与主动轮35连接,主动轮35和从动36固定在输送机构4上;本机构通过第一电机32的旋转带到主动轮35旋转。点胶头27上下移动,改变点胶头的位置。
所述输送机构4包括第一同步带轮37、同步带38、第二同步带轮39、电机固定块40、第二电机41、支撑底板42、轴承座43、从动轮44、PVC输送带45、主动轮46、挡块固定板47;支撑底板42及电机固定块40固定在设备主体架上,第二电机41固定在电机固定块40上,电机扭力传输通过第一同步带轮37、同步带38、第二同步带轮39输送至主动轮46;主动轮46通过与从动轮44、PVC输送带45及挡块固定块47组成的传动机构带动胶盒48移动换位。
一种非晶磁芯装盒旋转点胶机构的点胶方法,其特征在于,包括如下步骤:
步骤1,通过推盒机构1的动作,两个滚轮17和主动轮35、从动轮36同时将胶盒48夹住固定,完成对胶盒48的固定;
步骤2,通过点胶机构2的动作,点胶头27运动到胶盒48内部,点胶阀26打开,进行点胶;同时,旋转机构3动作,主动轮35旋转,带动胶盒48旋转,实现了旋转点胶操作;
步骤3,点胶机构2的操作完成,点胶阀26关闭,完成点胶,点胶头27从胶盒48内部退出;同时通过旋转机构3的动作,胶盒48旋转收尾,拉断胶水;
步骤4,推盒机构1的滚轮17收回,完成点胶的胶盒48通过输送机构4送走,然后输送机构4送入下一个未点胶的胶盒48从而完成一次点胶动作。
本发明的有益效果是创新设计了旋转点胶的方式,通过控制转轮带动胶盒转动,实现了一边点胶一边旋转的功能,能使胶水均匀地在胶盒内点完一圈,保证了磁芯装盒的稳定;同时也通过旋转盒体的方式,使拉丝的胶水点在盒体内,提高了磁芯装盒的良率。方便操作,有效提高生产优良率,提高产品性能。
附图说明
图1是非晶磁芯装盒旋转点胶机构的总体结构示意图。
图2是推盒机构的示意图。
图3是点胶机构的示意图。
图4是旋转机构的示意图。
图5是输送机构示意图。
具体实施方式
本发明提供一种非晶磁芯装盒旋转点胶机构及点胶方法,下面结合附图和实施例对本发明予以说明。
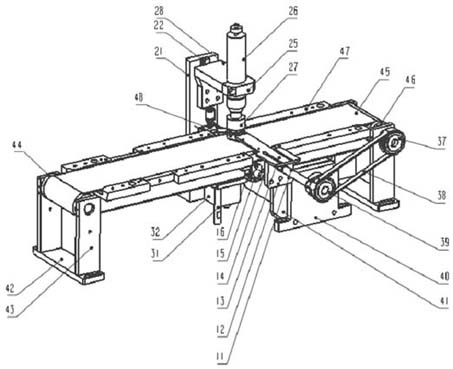
图1所示是非晶磁芯装盒旋转点胶机构的总体结构示意图;该非晶磁芯装盒旋转点胶机构包括:推盒机构1、点胶机构2、旋转机构3和输送机构4。
图2所示是推盒机构的示意图。所述推盒机构1包括第一气缸11、第一连接块12、推动块13、导向轴14、轴承15、第一固定座16和滚轮17组成;其中第一固定座16固定在输送机构4上,轴承15固定在固定座16上,导向轴14通过轴承15导向,可以前后滑动;导向轴14的一端与第一连接块12连接,第一气缸11安装在第一连接块12上,第一气缸11连接在固定座16上,第一连接块12与推动块13连接,推动块13的端部安装两个滚轮17;机构动作时,通过第一气缸11的活塞杆前后动作,通过导向轴14和轴承15前后导向,最后带动滚轮17前后移动;
图3所示是点胶机构的示意图。所述点胶机构2包括第二固定座21、导轨22、第二连接块23、第二气缸24、第一固定块25、点胶阀26、点胶头27、第二固定块28;其中第二固定座21固定在设备主主体架上,导轨22固定在第二固定座21上,第二连接块23固定在第二固定座21上,第二气缸24固定在第二连接块23上,第一固定块28固定在导轨22上,通过导轨22导向可以上下移动,第二气缸24与第二固定块28连接,点胶阀26由第二固定块28和第一固定块25夹紧固定,点胶头27安装在点胶阀26上;机构动作时,点胶头27通过第二固定块28随着第二气缸24的活塞杆上下动作,带动旋转机构3。
图4所示是旋转机构的示意图。所述旋转机构3包括固定杆31、第一电机32、第三连接块33、联轴器34、主动轮35、从动轮36;固定杆31固定在设备主体架上,第三连接块33固定在固定杆31上,第一电机32固定在第三连接块33上,联轴器34一端与第一电机32连接,另一端与主动轮35连接,主动轮35和从动36固定在输送机构4上;本机构通过电机32的旋转带到主动轮35旋转。点胶头27上下移动,改变点胶头的位置。
图5所示是输送机构的示意图。所述输送机构4包括第一同步带轮37、同步带38、第二同步带轮39、电机固定块40、第二电机41、支撑底板42、轴承座43、从动轮44、PVC输送带45、主动轮46、挡块固定板47;支撑底板42及电机固定块40固定在设备主体架上,第二电机41固定在电机固定块40上,电机扭力传输通过第一同步带轮37、同步带38、第二同步带轮39输送至主动轮46;主动轮46通过与从动轮44、PVC输送带45及挡块固定块47组成的传动机构带动胶盒48移动换位。
实施例
一种非晶磁芯装盒旋转点胶机构的点胶方法,包括如下步骤:
步骤1,通过推盒机构1的动作,两个滚轮17和主动轮35、从动轮36同时将胶盒48夹住固定,完成对胶盒48的固定;
步骤2,通过点胶机构2的动作,点胶头27运动到胶盒48内部,点胶阀26打开,进行点胶;同时,旋转机构3动作,主动轮35旋转,带动胶盒48旋转,实现了旋转点胶操作;
步骤3,点胶机构2的操作完成,点胶阀26关闭,完成点胶,点胶头27从胶盒48内部退出;同时通过旋转机构3的动作,胶盒48旋转收尾,拉断胶水;
步骤4,推盒机构1的滚轮17收回,完成点胶的胶盒48通过输送机构4送走,然后输送机构4送入下一个未点胶的胶盒48从而完成一次点胶动作。
- 一种非晶磁芯装盒旋转点胶机构及点胶方法
- 一种非晶磁芯生产用自动装壳机的点胶机构