基于冷堆的涤纶商标布退浆漂白方法
文献发布时间:2023-06-19 11:29:13
技术领域
本发明涉及涤纶商标布退浆漂白工艺,特别是基于冷堆的涤纶商标布退浆漂白方法。
背景技术
纺织工业一直是国内的大业,在纺织过程中需要经过多道工序的处理,最终才获得符合要求的成品布匹。
涤纶商标布是本公司的重点产品之一,其常规退浆方法为使用高温设备并添加液碱、双氧水等助剂兑水后使胚布在高温加压后完成退浆,然后通过连续水洗机进行水洗漂白,洗去胚布上残留的成分。
然而,采用传统工艺进行涤纶商标布退浆,需要在高温处理的环境下完成,因此就需要引进相对应的高温处理设备,其设备成本较高;将反应环境提升并稳定到高温需要消耗大量的能源,其能源损耗大;在胚布经高温退浆后还需要使用连续水洗机进行水洗,目前公司用的是9水槽的连续水洗机,胚布需要经过9道漂洗,其设备成本和资源损耗均非常高。
所以,公司采用常规退浆漂洗方式制备涤纶商标布存在设备成本高且资源浪费严重的问题。
发明内容
本发明的目的在于,提供基于冷堆的涤纶商标布退浆漂白方法。本发明具有设备成本相对更低且更节约资源的优点。
本发明的技术方案:基于冷堆的涤纶商标布退浆漂白方法,包括如下步骤:
A、冷堆机上料:将冷堆料加入冷堆机水槽,将胚布安装在冷堆机上打卷;
B、冷堆:将打卷好的胚布在冷堆架冷堆至少12小时;
C、水洗槽水洗:将冷堆后的胚布送入连续水洗机后进行水洗;
D、烘干定型:将水洗后的胚布进行烘干定型。
前述的基于冷堆的涤纶商标布退浆漂白方法中,步骤A所述的冷堆机上料,其具体内容为如下:
A1、添加冷堆料:在冷堆机的水槽中添加预先配置的冷堆料;
A2、浸液吸收:胚布通过水槽进行浸液吸收冷堆液;
A3、轧车轧压:根据步骤A2后胚布的含水量调节轧车的压力,对胚布进行轧压;
A4、饱和吸收:重复执行A2和A3,直到胚布达到饱和吸收;
A5、收卷上料:胚布进行卷装包裹后装入冷堆架。
前述的基于冷堆的涤纶商标布退浆漂白方法中,所述冷堆料包括重量比为0.2%的乳化剂、0.35%的精炼剂、0.1%的螯合分散剂、0.1%的生物酶和水。
前述的基于冷堆的涤纶商标布退浆漂白方法中,步骤B所述的冷堆,其具体内容为:在常温下,将打卷好的胚布在冷堆架上放置冷堆至少12小时。
前述的基于冷堆的涤纶商标布退浆漂白方法中,步骤C所述的水洗槽水洗,其具体内容为:所述连续水洗机为5水槽水洗机,所述5水槽水洗机的水槽温度依次为1#水槽100℃左右、2#100℃左右、3#100℃左右、4#90℃左右和5#85℃左右;所述5水槽水洗机的过水速度为70米/分;所述5水槽水洗机为溢流式过水。
前述的基于冷堆的涤纶商标布退浆漂白方法中,步骤D所述的烘干定型,其具体内容为:采用8节烘房的热拉幅定型机进行烘干,其烘干温度分别为:168℃、185℃、190℃、190℃、192℃、190℃、185℃和170℃;所述热拉幅定型机的烘干速度为70米/分。
与现有技术相比,本发明提供一种基于冷堆和生物酶的涤纶商标布退浆及漂白方法。本发明通过在胚布冷堆时添加冷堆助剂,采用由生物酶、螯合分散剂、乳化剂和精炼剂按一定配比制成的冷堆助剂来促进胚布进行化学降解,无需高温就能进行制备,节省了高温设备的成本,同时也节约了使用高温设备进行高温环境制备的能源;采用本发明对胚布进行冷堆后,只需使用5水槽水洗机,相比传统工艺需要使用9水槽水洗机,减少了设备的水槽数及其相对应的清洗剂,降低了设备成本和资源损耗。而且,添加冷堆助剂进行冷堆,其冷堆时间只需12小时,相比原先冷堆需要36小时,极大的缩短了冷堆时间,提高了66%的冷堆效率,减少了水洗的次数(只需5水槽水洗),从而也极大地缩短了三分之一的漂洗时间,提高了60%的漂洗效率,因此,采用本发明进行涤纶商标布退浆漂白其生产效率更高。
所以,本发明具有设备成本相对更低且更节约资源的优点。
进一步的,本发明通过添加冷堆助剂,相比传统的冷堆工艺,本发明冷堆时无需对胚布进行包裹和转动,节省了人工成本和冷堆机运行成本。
本发明采用的冷堆助剂是环保助剂,其使用和后续处理都不会对环境造成污染。
采用本发明进行涤纶商标布胚布退浆漂白,与传统制备工艺进行对比,本发明整体制备效率提高了60%,且无需使用高温设备节能65%,最终节省了70%左右的成本,其经济效益显著。
附图说明
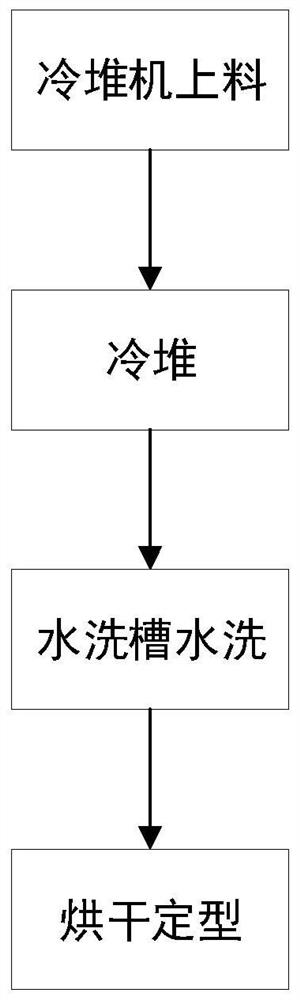
图1是本发明的流程图。
具体实施方式
下面结合附图和实施例对本发明作进一步的说明,但并不作为对本发明限制的依据。
实施例。基于冷堆的涤纶商标布退浆漂白方法,如图1所示,包括如下步骤:
A、冷堆机上料:将冷堆料加入冷堆机水槽,将胚布安装在冷堆机上打卷;
B、冷堆:将打卷好的胚布在冷堆架冷堆至少12小时;
C、水洗槽水洗:将冷堆后的胚布送入连续水洗机后进行水洗;
D、烘干定型:将水洗后的胚布进行烘干定型。
步骤A所述的冷堆机上料,其具体内容为如下:
A1、添加冷堆料:在冷堆机的水槽中添加预先配置的冷堆料;
A2、浸液吸收:胚布通过水槽进行浸液吸收冷堆液;
A3、轧车轧压:根据步骤A2后胚布的含水量调节轧车的压力,对胚布进行轧压;
A4、饱和吸收:重复执行A2和A3,直到胚布达到饱和吸收;
A5、收卷上料:胚布进行卷装包裹后装入冷堆架。
所述冷堆料包括重量比为0.2%的乳化剂、0.35%的精炼剂、0.1%的螯合分散剂、0.1%的生物酶和水。
步骤B所述的冷堆,其具体内容为:在常温下,将打卷好的胚布在冷堆架上放置冷堆至少12小时。
步骤C所述的水洗槽水洗,其具体内容为:所述连续水洗机为5水槽水洗机,所述5水槽水洗机的水槽温度依次为1#水槽100℃左右、2#100℃左右、3#100℃左右、4#90℃左右和5#85℃左右;所述5水槽水洗机的过水速度为70米/分。
步骤D所述的烘干定型,其具体内容为:采用8节烘房的热拉幅定型机进行烘干,其烘干温度分别为:168℃、185℃、190℃、190℃、192℃、190℃、185℃和170℃;所述热拉幅定型机的烘干速度为70米/分。
- 基于冷堆的涤纶商标布退浆漂白方法
- 一种涤纶商标布及制作方法