选择性合成三烷氧基硅烷的方法
文献发布时间:2023-06-19 11:30:53
本申请为分案申请,原申请的国际申请日为2016年10月18日,国际申请号为PCT/IB2016/056255,中国国家阶段的申请号为201680064579.5,发明名称为“选择性合成三烷氧基硅烷的方法”。
技术领域
本发明涉及合成三烷氧基硅烷的直接方法。特别地,但不完全地,该方法涉及选择性合成三乙氧基硅烷的方法。
背景技术
三烷氧基硅烷可进行各种反应,例如与其他有机化合物的加成、共聚、共缩聚和歧化以形成有机硅化合物。
歧化反应导致硅烷的形成,硅烷是太阳能级硅生产的前体。广泛使用的合成烷氧基硅烷的方法包括硅与盐酸反应生成三氯硅烷(反应式1),然后在铜催化剂存在下三氯硅烷与伯醇反应(反应式2)。
Si+3HCl→SiHCl
SiHCl
然而,除了具有毒性和腐蚀性的盐酸副产物之外,这种方法还面临着包括硅转化率差、所需三烷氧基硅烷产物的选择性低和产率差的挑战。
因此,直接合成法(反应式3)的开发和三烷氧基硅烷的选择性的提高受到了很多关注。
Si+3ROH→SiH(OR)
迄今为止,直接合成法在连续搅拌的浆相罐反应器(slurry phase tankreactor)中使用传热溶剂(如二苯基烷烃)进行。传热溶剂的使用导致催化剂活化时间延长并使纯化过程复杂化。该浆相方法还具有所需三烷氧基硅烷产物的选择性和产率低以及金属硅的转化缓慢的缺点。
JP2001-178018描述了多晶硅和高纯硅的生产方法。然而,所描述的用于生产三烷氧基硅烷的方法在流化床反应器中进行,并且根据所提供的实施例,其在含有Cu、Al和Fe的催化剂的存在下进行。根据该描述,该方法实现了对三甲氧基硅烷约75%的选择性。出于多种原因,如此低的所需产品的选择性可能会存在一些问题,包括相关的负成本影响以及在该方法中需要其他分离步骤。
因此,需要可以解决上述缺点的合成三烷氧基硅烷的替代方法。
发明内容
根据本发明的第一方面,提供了用于选择性合成具有式SiH(OR)
在填充床反应器中提供金属硅和铜基催化剂的混合物;
在约180℃至约250℃的活化温度下加热该混合物;
在约180℃至小于约250℃的反应温度下将C
在换热器中将反应产物冷凝;以及
收集冷凝的反应产物,
其中金属硅和硅-催化剂混合物均不经过包括氢氟酸(HF)洗涤步骤在内的任何洗涤步骤。
在一个优选的实施方案中,该方法对三烷氧基硅烷的选择性大于约88%、大于约90%或大于约95%。
在一个实施方案中,C
在一个实施方案中,C
在一个实施方案中,铜基催化剂以硅-催化剂混合物重量的约2重量%至约10重量%的催化剂负载浓度存在。
在优选的实施方案中,铜基催化剂以硅-催化剂混合物重量的小于约5重量%的催化剂负载量存在。
在特别优选的实施方案中,铜基催化剂以硅-催化剂混合物重量的约2.5重量%的催化剂负载量存在。
优选地,铜基催化剂选自氯化亚铜(I)、氢氧化铜(II)、氧化铜(II)及其混合物。
在一个实施方案中,C
优选地,C
在一个实施方案中,活化温度为约220℃。
在一个优选实施方案中,将填充床反应器在约220℃的活化温度下加热约2-5小时。
在另一个优选的实施方案中,反应温度为约200℃至约240℃。
优选地,反应温度为约220℃。
更优选地,反应温度为约240℃。
在一个实施方案中,停留时间为约14分钟至约71分钟。
根据本发明的第二方面,提供了用于合成三乙氧基硅烷的无溶剂方法,该方法对三乙氧基硅烷的选择性大于约90%,该方法包括以下步骤:
在填充床反应器中以硅-催化剂混合物重量的小于约5重量%的催化剂负载量提供金属硅和铜基催化剂的混合物;
在约220℃的活化温度下加热该混合物;
向反应器中引入无水乙醇,使得乙醇在反应器中在约220℃至约240℃的反应温度下具有约35分钟至约71分钟的停留时间;
在换热器中将反应产物冷凝;以及
收集冷凝的反应产物,
其中金属硅和硅-催化剂混合物均不经过包括HF洗涤步骤在内的任何洗涤步骤。
附图说明
现在将参考以下非限制性实施方案和附图更详细地描述本发明,其中:
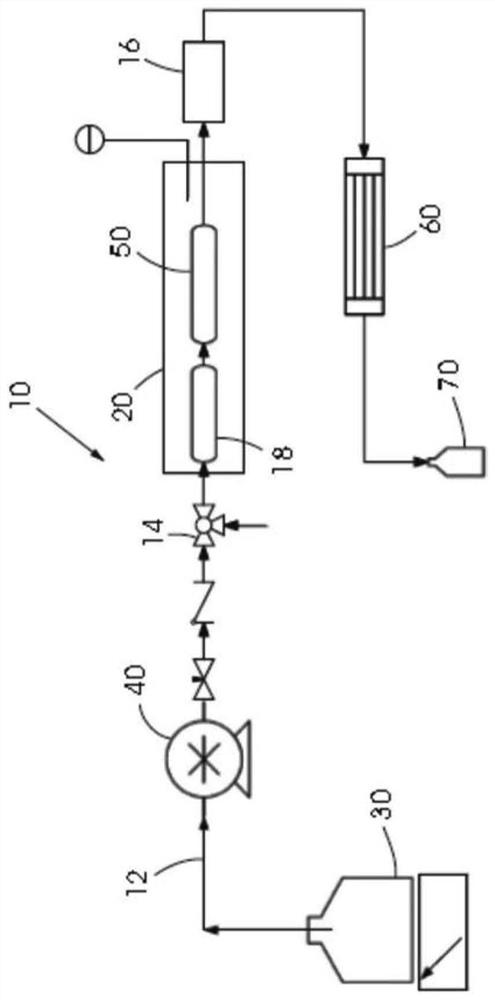
图1显示在本发明的方法中使用的管式反应器系统的示意图;
图2显示铜催化剂类型对三乙氧基硅烷形成速率的影响的图示;
图3显示铜催化剂负载量对三乙氧基硅烷形成速率的影响的图示;
图4显示活化温度对三乙氧基硅烷形成速率的影响的图示;
图5显示活化时间对三乙氧基硅烷形成速率的影响的图示;
图6显示TES和TEOS选择性随时间变化的图示;
图7显示30小时内硅转化率和三乙氧基硅烷选择性的图示;
图8显示在6小时和24小时的甲醇、乙醇、正丙醇和正丁醇的硅转化率的图示;以及
图9显示甲醇、乙醇、正丙醇和正丁醇的三烷氧基硅烷的选择性的图示。
具体实施方式
现在将在下文中参照附图更充分地描述本发明,其中示出了本发明的一些非限制性实施方案。
如下所述的本发明不应该被解释为限于所公开的具体实施方案,本发明的范围旨在包括较小修改和其他实施方案。
尽管本文使用了特定的术语,但它们仅用于一般性的和描述性的意义,而不是为了限制的目的。
如本文所用,在整个说明书和随附的权利要求书中,除非上下文另外明确指出,否则单数形式“一种”、“一个”和“该”包括复数形式。
本文使用的术语和词组是为了描述的目的,不应被认为是限制性的。本文中使用的术语“包含”、“含有”、“具有”、“包括”及其变化形式旨在包括其后列出的项目、其等同物以及其他项目。
如本文所用,术语“直接方法”应理解为意指通过硅和醇的反应形成三烷氧基硅烷而不通过中间体。(一些现有技术首先使硅与HCl反应形成中间体SiHCl
如本文所用,术语“无溶剂”应理解为以下反应或方法:其中反应物未被悬浮或溶解于在特定反应中不作为反应物的溶剂或媒介物中。如在本说明书中所使用的,术语“无溶剂”和“非浆液”具有相同的含义。
如本文所用,术语“选择性合成”是指三烷氧基硅烷反应产物相对于在反应中形成的任何其他产物(包括四烷氧基硅烷)的选择性大于80重量%,优选大于90重量%,甚至更优选大于95重量%。
如本文所用,术语“铜基催化剂”是指由基本上纯的铜基化合物组成的催化剂,包括氯化亚铜(I)、氢氧化铜(II)、氧化铜(II)及其混合物。术语“基本上纯的”应理解为是指大于98%、大于99.0%或大于99.5%的纯度。
如本文所用,术语“半连续”应理解为表示将一种反应物(醇)和所有产物(未反应的醇和烷氧基硅烷)同时装入反应器并同时从反应器排出,而其他反应物(硅)在反应器中是静止的。本发明的方法可以构思为半连续的或连续的。
本发明提供了用于选择性合成具有式SiH(OR)
直接法包括在铜基催化剂存在下,在填充管式反应器中使元素硅与伯醇反应。该方法可以为半连续或连续的无溶剂(非浆液)方法。
图1示出了可以在本发明的方法中使用的反应器系统10的示意图。反应器系统10包括醇储罐30、泵40、管式炉20内的管式反应器50、冷凝器60和用于收集反应产物的储罐70。来自储罐30的醇经由供给管线12被泵送到管式反应器。反应器系统10可以进一步包括用于在活化循环期间吹扫(purging)管式反应器中的催化剂硅混合物的氮气入口14。反应器系统10还可以包括背压调节器16和预气化塔18,该塔位于管式炉20内。
管式炉20用于将催化剂硅混合物加热到活化温度,并将混合物保持在该活化温度设定的时间。在催化剂硅混合物经过活化循环之后,可以将管式炉20的温度调节至反应温度。
本领域技术人员将认识到,上述反应器系统10是可用于本发明方法的系统的一个实例的代表。可以将反应器系统设计成包括多个伯醇储罐、多个泵、多个管式反应器、多个炉和多个冷凝器。例如,可以将反应器系统设计成包括多个填充管式反应器,其中循环有硅催化剂混合物并且向其中再填充硅催化剂混合物以便使过程连续。也可以根据本领域已知的方法对系统进行电子监控和调整。
管式反应器50填充有粉末金属硅和铜基催化剂的混合物,然后将其两端塞住以防止催化剂或硅被带走。铜基催化剂可以以硅-催化剂混合物重量的约2重量%至约10重量%的催化剂负载浓度与硅混合。优选地,铜基催化剂以小于约5重量%的浓度存在于混合物中。最优选地,铜基催化剂以2.5重量%的浓度存在于混合物中。此外,铜基催化剂是基本上纯的化合物或化合物的混合物,其不含任何显著水平的杂质,例如可能对方法的选择性产生负面影响的铝或铁。
本发明的方法不包括制备、活化或清洁金属硅、铜基催化剂或硅-催化剂混合物的任何附加步骤。特别地,该方法不需要或不包括用任何酸或其他预备溶液(如氢氟酸(HF))洗涤金属硅、铜基催化剂或硅-催化剂混合物的步骤。已知HF是极具腐蚀性的液体,也被认为是接触毒物。在化学过程中使用HF会造成很大的健康风险。由于HF的低酸解离常数,作为中性脂溶性分子的HF,比典型的无机酸更快速地进入组织。由于氢氟酸能够进入组织,通过将皮肤或眼睛暴露于HF或当吸入或吞咽HF时,容易发生中毒。因此,希望在可能的情况下从任何化学处理系统中排除HF。
然后将填充管式反应器与进料管线12连接并置于管式炉内。管式炉还可以包括用碳化硅和分子筛填充的预气化塔18。预气化塔也可以用类似的材料填充,包括其他陶瓷材料或耐火材料或任何其他不与醇起反应或化学惰性并耐高温的材料,例如碳化钨、钼、氧化铝、氧化镁、氧化钙、钽和铼。优选该材料应该是廉价的。因此,不希望受任何特定理论束缚,认为在液体醇到达反应器中的硅之前,预气化塔将液体醇转化成气相。如果醇未被气化,其中一些可能没有充分反应,从而导致低的硅转化率。必须用惰性耐高温的材料填充预气化塔。填料有助于确保醇均匀蒸发。在填料为分子筛或分子筛和碳化硅的混合物的情况下,填料还有助于从醇中除去任何残留的水。
用于气固反应的填充床反应器由在垂直或水平容器内紧密固定的催化剂或反应物的堆组成,向容器中添加气化的反应物以使反应在床层上发生并将产物连续移出。在该反应器中,固体可以为反应物或催化剂。催化剂或固体反应物保留在反应器中,不需要从产物中分离
填充床反应器具有理想的活塞流方式、较低的维护、运行和建造成本以及由于磨耗和磨损所致的损失减少的优点。另一个优点是反应物和催化剂之间的接触比其他类型的反应器更多,并且由于每重量催化剂的高转化率,这导致产物形成和选择性增加
大型填充床反应器的特点是温度控制困难,因此传热不良也可能导致热点的产生和催化剂的热降解。可能出现气流的通道,在反应器中产生无效区域,可能发生副反应。在固定床反应器中替换催化剂或固体反应物也是困难的,并且可能需要关停该过程。填充床反应器的另一个主要缺点是由于导致高压降的积炭造成床层堵塞
另一方面,流化床反应器由粒状固体材料的床层组成,该粒状固体材料被支撑在流体分配板上,并且利用流体(可以是气体或液体)以大于一定临界值的流速通过从而使粒状固体材料表现的像液体一样。这种类型的反应器在进行多个多相反应中是有益的
流化床的缺点包括由床层内细固体颗粒的流体样行为引起的内部组分的侵蚀以及通过旋风分离器(cyclone)堵塞引起的细颗粒的损失,如果催化剂或起始材料昂贵,则该损失可能较大。还有可能存在由气泡引起的固体分流(by-passing),这会严重限制转化。在反应器内部需要温度梯度的反应不能在流化反应器中完成
通过在活化循环中将催化剂-硅混合物加热至约180℃至约250℃的活化温度并持续约2-5小时来活化填充管式反应器中的催化剂-硅混合物,同时用氮气或者任何其他惰性气体以合适的流速进行吹扫。活化温度优选低于240℃。活化温度最优选为220℃,活化周期为约2.5小时。本发明的方法提供了相对较短的原位催化剂活化时间,因为它不使用在现有技术的浆相反应中使用的传热溶剂。一旦活化循环完成,可将系统的温度改变(升高或降低,根据具体情况而定)为反应温度。该体系的反应温度可以在约180℃至小于约250℃的范围内。反应温度优选在约220℃至约240℃的范围内。反应温度最优选为约220℃。
化学加工领域的技术人员将会理解,即使反应器系统中使用的反应温度的轻微降低也可能大大节约能量并因此节省成本。因此,可以理解的是,与例如约250℃的温度相比,能够在约220℃的温度下获得相同或相当的产物选择性、产物形成速率和反应物转化率是明显的优势。
将醇从储罐30通过供给管线12泵送到容纳在管式炉20内的预气化塔18和管式反应器50中。醇的流速可以在约0.1mL/min至约0.8mL/分钟的范围内选择。优选地,流速在约0.1mL/min至约0.3mL/min的范围内选择。最优选地,流速为约0.1mL/min或0.2mL/min。基于所用反应器的设计和体积,流速相当于在约9分钟至约71分钟范围内的停留时间。停留时间优选在约24分钟至约71分钟的范围内。停留时间最优选在约35分钟至约71分钟的范围内。泵40可以为通常用于高压液相色谱(HPLC)系统中的泵,或者为任何可以提供约0.1mL/min至约0.8mL/min范围内的精确流速的其他泵,或取决于反应器的体积,可以产生约9分钟至约71分钟的停留时间的泵。
在本发明方法中使用的醇优选为无水醇,其任选地储存在储罐30内的分子筛上。在管式反应器中形成的反应产物和过量的未反应的醇随后进入冷凝器,产物在冷凝器中冷凝。因此,不希望受任何特定理论束缚,认为醇中所含的水使催化剂中毒并降低三烷氧基硅烷的选择性和硅的转化率。它也可能与形成的烷氧基硅烷反应形成硅溶胶或硅氧烷,导致产品损失。本发明的方法以高选择性生产三烷氧基硅烷,且形成速率和硅转化百分比是可以接受的。
进行了一些实验来评估反应的每个参数,以及它如何影响选择性、形成速率和/或硅转化率。现在将根据下面提供的实验、结果和数据更全面地讨论本发明的方法。
实验-典型方法
将粉末状金属硅(99.0%,<325μm)5.2651g和铜基催化剂(<250μm)0.2522g充分混合并装入已组装的不锈钢管式反应器(150mm×9.925mm)中。
使用玻璃棉将反应器两端塞住以防止任何催化剂或硅被带走。将反应器连接到反应器系统,并水平放置在管式炉的中部,用玻璃棉将管式炉的两个出口塞住以最小化热损失。
在反应器之前连接填充有碳化硅和分子筛的预气化塔(150mm×9.925mm)。对于一些实验,塔后连接了背压调节器(0-34.4巴)。
打开冷凝器和向换热器供水的泵。将硅-催化剂混合物加热到活化温度持续2.5-5小时,同时以40mL/min的流速用氮气吹扫系统。然后将温度调节至反应温度,接着使用HPLC泵以选择的流速将储存在分子筛中的无水乙醇按计量输送至反应器中。形成的反应产物和过量的乙醇(馏出物)在冷凝器中冷凝并且以1h的间隔收集以用于气相色谱(GC)分析。
选择的流速在0.1-0.8mL/min的范围内。因此,根据反应器的尺寸,选择的流速等同于9分钟至71分钟的停留时间范围。本领域技术人员将理解的是,流速会根据反应器的设计而改变,以实现上述范围内的停留时间。
实验1:铜催化剂类型对三乙氧基硅烷形成速率的影响
研究了铜催化剂类型氯化亚铜(I)、氢氧化铜(II)、氧化铜(II)和硫酸铜(II)对三乙氧基硅烷形成速率的影响。在不存在催化剂的情况下进行对照实验。
使用如上所述的典型方法进行反应。所采用的具体反应条件为:硅质量5g,流速0.1mL/min,活化时间2.5h,催化剂负载量5重量%,反应温度240℃,活化温度220℃。
图2显示上述实验所得结果的图示。从图2可以看出,氯化亚铜(I)、氢氧化铜(II)、氧化铜(II)显示出类似的反应速率曲线,氯化亚铜(I)优于氢氧化铜(II)和氧化铜(II)。尽管硫酸铜(II)催化的反应确实生成了三乙氧基硅烷,但反应速率并不理想。对于未催化的反应,三乙氧基硅烷形成的速率可忽略不计。
实验2:催化剂负载量对三乙氧基硅烷形成速率的影响
研究催化剂负载浓度对三乙氧基硅烷形成速率的影响,催化剂负载浓度为2.5重量%、5重量%、10重量%和15重量%。在不存在催化剂的情况下进行对照实验。
使用如上所述的典型方法进行反应。所采用的具体反应条件为:硅质量5g,流速0.1mL/min,活化时间2.5小时,催化剂负载量5重量%CuCl,反应温度240℃,活化温度220℃。
图3显示上述实验所得结果的图示。从图3可以看出,对于所有选择的催化剂负载浓度都可以获得相当的反应速率。对于未催化的反应,三乙氧基硅烷形成的速率可忽略不计。
该实验中获得的结果证实,对于本发明的方法,催化剂负载浓度为催化剂-硅混合物重量的2.5重量%与更高负载量相比,效果基本相同。
实验3:活化温度和活化时间对三乙氧基硅烷形成速率的影响
研究了活化温度220℃、350℃、500℃和700℃对三乙氧基硅烷形成速率的影响。在不存在催化剂的情况下进行对照实验。此外,研究了活化周期的持续时间2.5、5、15和20小时对三乙氧基硅烷形成速率的影响。
使用如上所述的典型方法进行反应。
用于温度实验的具体反应条件为:硅质量5g,流速0.1mL/min,活化时间2.5小时,催化剂负载量5重量%CuCl,反应温度240℃。用于活化时间实验的具体反应条件为:硅质量5g,流速0.1mL/min,催化剂负载量5重量%CuCl,反应温度240℃,活化温度220℃。
图4显示活化温度实验所得结果的图示。从图4可以看出,220℃的活化温度被证明与350℃的活化温度基本上一样有效。看起来当活化温度超过500℃时,催化剂一定程度上失活,因为500℃和700℃实验的三乙氧基硅烷形成速率与不使用活化循环的形成速率相似。从该实验可知,本发明的方法中可以采用220℃或者甚至更低的活化温度。
图5显示活化时间实验所得结果的图示。从图5可以看出,结果似乎表明,最佳的活化周期可在2.5-5小时的范围内。如果活化周期太长,即大于15小时,则形成三乙氧基硅烷的速率下降。
实验4:反应温度对TES选择性和硅转化率的影响
分别在24小时和6小时后研究反应温度对硅转化率和对三乙氧基硅烷(TES)选择性的影响。
使用如上所述的典型方法进行反应。所采用的具体反应条件为:硅质量5g,流速0.1mL/min,活化时间2.5小时,催化剂负载量5重量%CuCl,反应温度180℃-220℃,活化时间2.5小时。
从下面表1中给出的结果可以看出,当与180℃的反应温度相比时,220℃和240℃的反应温度在选择性和转化率方面更有效。但是注意到,当温度高于240℃时,选择性和转化率都会降低。
表1:反应温度对硅转化率和TES选择性的影响
除上述之外,图6显示在240℃下在6小时的时期内的相对于四乙氧基硅烷(TEOS)的TES选择性的图示,而图7显示在240℃的反应温度下在30小时的时期内的硅转化率和TES选择性的图示。
实验5:流速对TES选择性和硅转化率的影响
在6小时和24小时研究了流速对TES选择性和硅转化率的影响。
使用如上所述的典型方法进行反应。所采用的具体反应条件为:硅质量5g,流速0.1-0.8mL/min,活化时间2.5小时,催化剂负载量5重量%CuCl,反应温度240℃,活化温度220℃。
从下面表2中给出的结果可以清楚地看出,对于TES选择性来说,尽管也可以采用0.5mL/min和0.8mL/min的流速来达到满意的效果,但0.1-0.3mL/min的流速是最佳的。
表2:流速对TES选择性的影响
如TES选择性中所见,从下表3中给出的结果可以看出,当基于硅转化率考虑反应时,0.1-0.3mL/min的流速也是优选的。然而,也可以采用0.5mL/min和0.8mL/min的流速以达到满意的效果。
表3:流速对硅转化率的影响
实验-其他数据
在进行的另一个实验中,在6小时的时期内对相对于TEOS的TES选择性进行了跟踪。
使用如上所述的典型方法进行反应。所采用的具体反应条件为:硅质量5g,流速0.1mL/min,活化时间2.5小时,催化剂负载量5重量%CuCl,反应温度240℃,活化温度220℃。
从下表4中提供的数据可以看出,本发明的方法以高选择性(>95重量%)产生三烷氧基硅烷。进一步如上所示,反应以可接受的形成速率和硅转化百分比进行。
表4:使用的乙醇的质量、每小时收集的馏分的质量和含硅产物的组成%。
在进行的其他实验中,研究了在6小时和24小时的伯醇的R基团对硅转化率和TES选择性的影响,并对甲醇、乙醇、正丙醇和正丁醇进行了比较。
使用如上所述的典型方法进行反应。所采用的具体反应条件为:硅质量5g,流速0.1mL/min,活化时间2.5小时,催化剂负载量5重量%CuCl,反应温度240℃,活化温度220℃。
图8显示分别在6小时和24小时硅转化实验所得的结果的图示。从图8可以看出,对于甲醇和乙醇(在24小时),硅转化率高于60%,而丙醇和丁醇的转化率结果也被认为是可接受的。
图9显示分别在6小时和24小时三烷氧基硅烷选择性(相对于四烷氧基硅烷)实验所得的结果的图示。从图9可以看出,对于甲醇和乙醇(在6小时),选择性百分比高于94%,而丙醇和丁醇的选择性结果也非常好,高于90%。
以上描述和实验是本发明的说明性实施方案,以说明如何进行和实施本发明。本领域的普通技术人员将会知道,可以修改各种细节,从而得到其他实施方案,但是这些实施方案将在本发明的范围内。例如,可以理解的是,可以认为反应系统本身是模块化的,并且可以采用各种结构,或者可以调节反应器、预气化塔和炉的尺寸和形状以适应操作需要。
参考文献:
1.Poling B,Prausnitz J,O’Connell J.The Properties of gases andliquids(气体和液体的性质).McGraw-Hill Companies Inc;2001.
2.Jakobsen HA.Chemical reactor modelling:Multiphase reactive flows(化学反应器建模:多相反应流).2nd Ed.Springer;2014.
3.Doraiswamy LK,Uner D.Chemical reaction engineering;Beyond thefundamentals(化学反应工程;超越基础).CRC Press;2013.
4.Salmi TO,Mikkola J,Warna JP.Chemical reaction engineering andreactor technology(化学反应工程和反应堆技术).CRC Press;2011
5.Yates JG.Fundamentals of fluidized-Bed chemical processes:Butterworths monographs in chemical engineering(流化床化学工艺基础:化学工程中的巴特沃斯专著).Butterworth-Heinemann;2013.
6.Gupta CK,Sathiyamoorthy D.Fluid bed technology in materialsprocessing(流化床技术在材料加工中的应用).CRC Press;1998.
7.Kunii D,Levenspiel O.Fluidization engineering:Butterworth-HeinemannSeries in Chemical Engineering(流化工程:Butterworth-Heinemann系列化学工程).Butterworth-Heinemann;1991.
8.Yang W.Handbook of fluidization and fluid-particle systems:ChemicalIndustries(流化和流体-粒子系统手册:化学工业).CRC Press;2003.
- 选择性合成三烷氧基硅烷的方法
- 三烷氧基卤硅烷的制造方法和烷氧基(二烷基氨基)硅烷的制造方法以及α-烯烃聚合或共聚合中使用的α-烯烃聚合或共聚用催化剂、该催化剂成份以及使用该催化剂的α-烯烃聚合方法