线轮上下料装置、放线系统及其线轮装卸方法
文献发布时间:2023-06-19 11:30:53
技术领域
本发明涉及自动化设备领域,尤其是线轮上下料装置、放线系统及其线轮装卸方法。
背景技术
放线机,是一种与绞线机配套,起到放线作用的电线电缆辅助设备。放线机一般可以分为:主动退扭放线机、立式动力放线机、双轴动力放线机、双轴多头拉丝盘主动放线机、无轴式放线机等几种。当放线机上的线轮已经放线完毕需要更换时,通常的做法是由人工将满线轮推到放线机旁,然后人工去除空线轮,再放入满线轮,且满线轮放入后需要人工干预矫正满线轮后才能有效的通过放线机的放卷轴固定线轮。
采用自动化设备进行线轮的搬运是自动化放线系统所期望的,而这其中,最基础的是自动进行线轮的抓取和搬运,在抓取时,现有的工字轮夹爪一般有两种,一种是抓取工字轮一端的端板的结构,例如申请号为201822192784.9所揭示的结构;另一种是从工字轮的两端将工字轮抱持的结构,如申请号为201820729407.1 所示的结构。
这两种结构虽然都能有效实现工字轮的抓取,但是在第一种结构中,由于满线轮的重量非常大,工字轮需要保持竖直状态进行搬运,这样工字轮的轴线不能与放线机的放卷轴的轴线平行,不便于直接将满线轮直接安装至安装放卷轴上,即使通过一定的移动结构使线轮抓取装置具有翻转的功能,此时,线轮抓取装置也会干涉满线轮的安装,并且线轮抓取装置需要巨大的承载力。另外,在满线轮情况下,工字轮上的线束会对夹爪的闭合动作产生干涉,不利于稳定的夹持。
在第二种结构中,由于放线盘的两端中心位置被气爪嵌入,因此,同样存在无法直接将工字轮安装到放卷轴上的问题;另外,这种结构还需要使夹爪与工字轮保持精确的位置关系才能有效地进行抓取。
发明内容
本发明的目的就是为了解决现有技术中存在的上述问题,提供一种线轮上下料装置、放线系统及其线轮装卸方法。
本发明的目的通过以下技术方案来实现:
线轮上下料装置,包括桁架、移动机构及线轮抓取装置,所述线轮抓取装置通过所述移动机构连接所述桁架且可相对所述桁架水平移动及升降运动,所述线轮抓取装置包括载体,所述载体的底部水平设置有至少一条导轨,所述导轨上可滑动地设置有两个滑动件及驱动两个所述滑动件沿所述导轨往复移动的开闭驱动机构,每个滑动件上设置四个轴线水平延伸且与所述导轨的延伸方向垂直的滚轮,每个所述滚轮的轮面形成V形槽,每个滑动件上的四个所述滚轮分成上下两对,每对的两个滚轮共轴且间距设置,上位的每个滚轮与下位的一个滚轮位置正对,两个滑动件上的滚轮相向设置且位置一一对应。
优选的,所述的线轮上下料装置中,所述载体的两侧中间位置设置有RFID传感器。
优选的,所述的线轮上下料装置中,所述载体通过水平浮动机构连接所述移动驱动机构。
优选的,所述的线轮上下料装置中,所述水平浮动机构包括可滑动设置在所述载体顶部的第一滑台及使所述第一滑台保持在载体顶部的中间位置的第一弹性件,所述第一滑台上可滑动地的设置有第二滑台及使所述第二滑台保持在第一滑台的顶部中间位置的第二弹性件,所述第一滑台及第二滑台中的一者的滑动方向与所述导轨垂直,另一者的滑动方向与所述导轨平行。
优选的,所述的线轮上下料装置中,所述移动机构包括设置在所述桁架上且与所述导轨垂直的导向轨及与导向轨平行的横向齿条,所述导向轨上滑动设置有平移架,所述平移架上设置有平移电机及由所述平移电机驱动的平移齿轮,所述平移齿轮与所述横向齿条啮合;所述平移架上设置有导向块,所述导向块上可滑动地设置有纵轨,所述纵轨上设置有与其平行的纵向齿条,所述纵向齿条与一纵移齿轮啮合,所述纵移齿轮由固定在所述平移架上的纵移电机驱动,所述纵轨上还设置有导向轴,所述导向轴穿过所述平移架上设置有的导轨钳制器。
优选的,所述的线轮上下料装置还包括移载台,所述移载台至少包括线轮限位台,所述线轮限位台连接驱动其在上料位和下料位之间移动的转换驱动机构,所述线轮抓取装置可移动至所述上料位的线轮限位台的正上方。
放线系统,包括至少一排放线机,还包括上述任一所述的线轮上下料装置,所述线轮抓取装置可以移动至每个所述放线机处。
优选的,所述的放线系统中,每个所述放线机的侧部设置有两条限位条,所述限位条与所述放线机的放卷轴的轴线平行。
优选的,所述的放线系统中,所述放线机为多排,每排所述放线机配置一个线轮上下料装置,所述桁架端部设置有满线轮存放区以及用于将满线轮存放区存放的满线轮移动至每个所述线轮上下料装置的移载台上的上下料机构。
放线系统的线轮装卸方法,至少包括如下步骤:
移动机构驱动线轮抓取装置移动到已放卷完成的放线机处,所述线轮抓取装置抓取空线轮,所述放线机松开对所述空线轮的固定;
S2,移动机构驱动线轮抓取装置将其抓取的空线轮移动到最近的空线轮缓存位;
S3,移动机构驱动线轮抓取装置移动至满线轮存放区抓取满线轮后,移动至S2中已取走空线轮的放线机处,至其抓取的满线轮与空位的放线机的放卷轴共轴;
S4,放线机将满线轮固定,所述移动机构驱动线轮抓取装置移动至放置空线轮的空轮缓存位处将空线轮抓取并下料。
本发明技术方案的优点主要体现在:
本方案采用对工字轮两端板的外周进行抱持的方式实现工字轮的水平抓取,抓取后,工字轮两端的中心孔能够有效地显露在外,同时工字轮的轴线能够与放线机的轴线平行以便于进行安装,结合移动机构和桁架结构实现线轮抓取装置的移动,从而能够充分的实现线轮的自动移载,极大地提高了放线的自动化和有利于降低人工成本。
本方案在线轮抓取装置的两侧设置RFID识别器能够有效地识别出所抓取的线轮的信息,从而便于与上位机进行信息交互一进行安装位置确定及实现线轮、线规格等信息的追踪。
本方案的线轮抓取装置通过水平浮动机构与移动机构连接,水平浮动机构能够有效降低抓取时,线轮抓取装置与线轮之间的位置精度要求,降低了控制难度,有利于提高抓取效率,并且在安装时,能够自适应放卷轴的位置进行调整,能够保证安装精度。
本方案的移动机构在垂直方向移动时,通过设置导轨钳制器能够有效地改善搬运时设备运行的安全性,避免纵轨在重力作用下快速下移造成设备损坏。
本方案通过设置移载台便于与其他设备配合实现供料,能够降低设备间的干扰,提高作业的便利性。
本方案的放线系统在每个放线机旁设置有限位条用于限位线轮,从而可以缓存满线轮及空线轮,因而在换线轮时可以就地放置,就地取满线轮,在满线轮更换完成后再将空线轮下料,有利于提高作业效率。
本方案的满线轮存放区设置可以结合移载机构长期、持续的将满线轮供应到各排放线机上,进行增加了自动化程度,减少人工干预。
本方案的方法能够有效地提高换料效率,避免大范围移动放线轮造成的时间损坏。
附图说明
图1是本发明线轮上下料装置的立体图(图中仅显示了桁架的局部结构);
图2是本发明线轮上下料装置的端视图;
图3是本发明线轮上下料装置的局部俯视图(图中仅显示了桁架的局部结构);
图4是本发明线轮上下料装置中的线轮抓取装置的第一视角立体图;
图5是本发明线轮上下料装置中的线轮抓取装置的第二视角立体图;
图6是本发明线轮上下料装置中的线轮抓取装置的主视图;
图7是本发明线轮上下料装置的主视图(图中仅显示了桁架的局部结构);
图8是本发明线轮上下料装置中的移载台的端剖视图;
图9是本发明实施例2中驱动线轮抓取装置移动的机构的局部立体图(图中仅显示了工字型轨道及平衡吊的吊绳的局部);
图10是图9的端视图(图中隐去了平衡吊的吊绳);
图11是本发明实施例2中有源小车的剖视图;
图12是本发明实施例2中有源小车的驱动机构的俯视图;
图13是本发明实施例2中有源小车的驱动机构的立体图(图中隐去了安装板);
图14是图10中A区域的放大图;
图15是本发明实施例3的一条放线产线的局部示意图;
图16是本发明实施例3的多条放线产线的结构示意图。
具体实施方式
本发明的目的、优点和特点,将通过下面优选实施例的非限制性说明进行图示和解释。这些实施例仅是应用本发明技术方案的典型范例,凡采取等同替换或者等效变换而形成的技术方案,均落在本发明要求保护的范围之内。
在方案的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“前”、“后”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。并且,在方案的描述中,以操作人员为参照,靠近操作者的方向为近端,远离操作者的方向为远端。
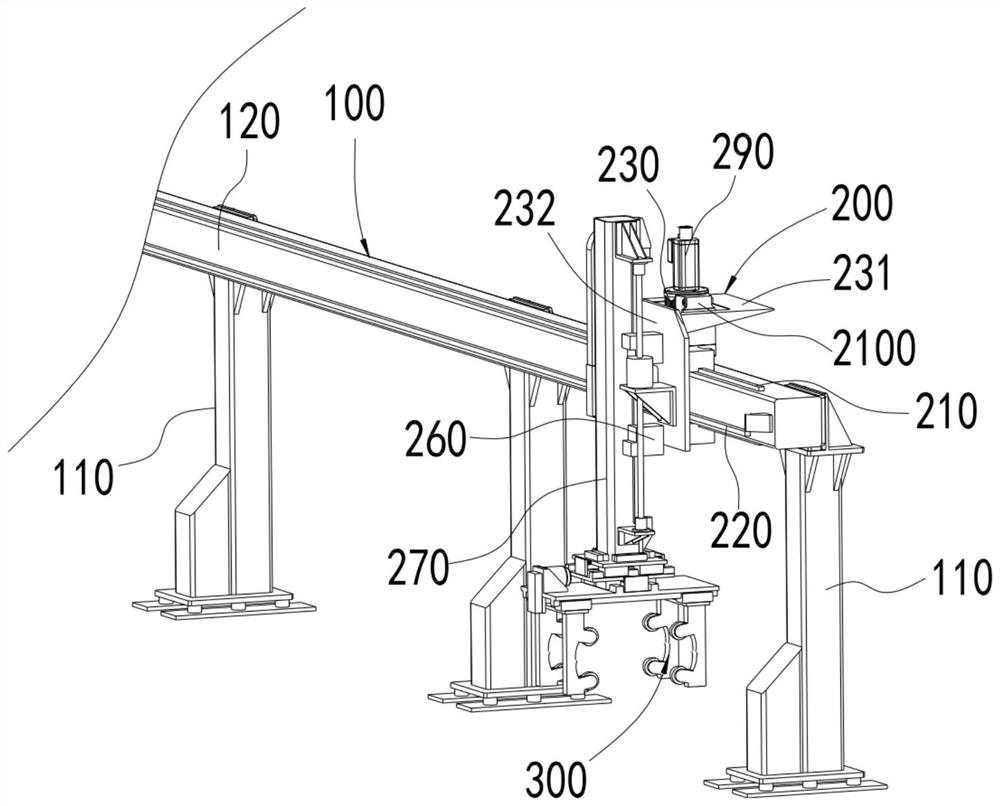
下面结合附图对本发明揭示的线轮上下料装置进行阐述,其用于将放线机上的空线轮从放线机上取下,及将满线的满线轮安装到放线机上,如附图1、附图2所示,其包括桁架100、移动机构200及线轮抓取装置300。
附图1、附图2所示,所述桁架100包括多根立柱110,所述立柱110呈一排等间距固定,所述立柱110上水平设置有一重载导轨120,所述重载导轨120的主体突出到所述立柱110的外侧以便于安装所述移动机构200。所述桁架110的延伸方向、延伸长度根据所述放线机的排布方向及排布长度进行设计,以能够覆盖一排所述放线机为准。
所述移动机构200包括驱动所述线轮抓取装置300沿所述重载导轨120的延伸方向往复平移的结构及驱动所述线轮抓取装置沿垂直方向(垂直于第一方向X和第二方向Y的方向)移动的结构。其可以采用已知的各种可行的能够实现上述两种移动的结构。
在一种较优的实时方式中,如附图1、附图2、附图3所示,所述移动机构200包括设置在所述桁架上的导向轨210及与导向轨平行的横向齿条220,所述导向轨210沿所述重载导轨120的延伸方向延伸,且其位于所述重载导轨120的顶部及底部,所述横向齿条220固定在所述重载导轨120的外侧部121,所述导向轨210上滑动设置有平移架230,所述平移架230包括L形的水平安装板231及与其垂直的纵安装板232,所述纵安装板232的内侧设置与两根所述导向轨210滑动连接的滑块233,所述纵安装板232上还设置有平移电机240,所述平移电机240为伺服电机并连接高精度减速机250,所述高精度减速机的转轴垂直穿过所述纵安装板232并共轴连接平移齿轮(图中未示出),所述平移齿轮与所述横向齿条啮合;当所述平移电机240启动时,所述平移齿轮相对所述平移齿条220移动,从而带动所述平移架230及其上结构沿所述重载导轨平移。
如附图1、附图2、附图3所示,所述平移架230的纵安装板232的外侧设置有两对上下分布的导向块260,所述导向块260上可滑动地设置有纵轨270(所述纵轨270与所述重载导轨垂直且是上下延伸的),所述纵轨270的内侧面(朝向所述纵安装板232的侧面)设置有与其平行的纵向齿条280,所述纵向齿条280与一纵移齿轮(图中未示出)啮合,所述纵向齿轮的轴线与所述纵轨270及重载轨道的延伸方向均垂直,所述纵移齿轮由固定在所述水平安装板上的纵移电机290驱动,所述纵移电机290通过高精度减速机2100连接所述纵向齿轮,进一步,所述纵轨270的侧部还设置有导向轴2200,所述导向轴2200穿过所述平移架的纵安装板上设置有的导轨钳制器2300,所述导轨钳制器2300的具体结构为已知技术,此处不作赘述。
如附图1所示,所述线轮抓取装置300通过所述移动机构200连接所述桁架100且可相对所述桁架水平移动及升降运动,如附图4所示,所述线轮抓取装置300包括载体310,所述载体310的底部设置有至少一条导轨320,所述导轨320上可滑动地设置有两个滑动件330及驱动两个所述滑动件沿所述导轨往复移动的开闭驱动机构340,每个滑动件330上设置四个轴线与所述导轨的延伸方向垂直且沿第一方向X延伸的滚轮350,每个所述滚轮350的轮面形成V形槽351,一个所述滑动件上的四个所述滚轮350分成上下两对,每对的两个滚轮350共轴且间距设置,上位的每个滚轮350与下位的一个滚轮350位置正对,两个滑动件320上的滚轮350相向设置且位置一一对应。
如附图4所示,所述线轮抓取装置300的载体310可以是各种可行的具有足够强度和支撑性的材料制成,此处不作限定,其具体为一长方形板件,在所述载体310的底部设置两条所述导轨320,所述导轨320呈现为凸字形且沿所述载体的长度方向延伸,它们靠近所述载体310的两条长边,两条所述导轨320上设置有两个滑动件330,所述滑动件330包括滑动设置在两个所述导轨320上的滑动块331,两个所述滑动块331通过一连接板332连接,所述连接板332的下方设置有两个支撑杆333,每个所述支撑杆333朝向另一滑动件330的端面处设置有上下两个轮安装臂334,所述支撑杆333及轮安装臂334接近为F形,每个所述轮安装臂334上设置有一个滚轮350,所述滚轮350的轴线与所述导轨320及纵轨270垂直。
如附图5所示,驱动两个所述滑动件330的开闭驱动机构340可以是已知的各种可行结构,例如在一实施例中,可以使两个滑动件分别连接一启动它们沿所述导轨往复移动的气缸。在优选的方式中,所述开闭驱动机构340包括固定在所述载体310顶部的电机341,所述电机341的电机轴伸出到所述载板的一端外并通过传动机构342(同步带与同步轮或链条与链轮等构成的传动机构)连接一丝杠343的螺杆的一端,所述丝杠343的螺杆可自转地设置在所述载体310的底部且位于两个所述导轨320之间,所述丝杠343为双滑块丝杠,并且,两个滑块(图中未示出)在螺杆上的移动方向相反,即两个滑块同步相向移动及同步背向移动,所述双滑块丝杠的具体结构为已知技术,此处不作赘述。其两个所述滑块连接两个所述滑动件330的连接板从而带动两个所述滑动件移动,实现开闭。
如附图6所示,为了降低抓取时的定位精度,所述线轮抓取装置300通过水平浮动机构400连接在所述纵轨270的底端,所述水平浮动机构400包括设置在所述载体310顶部的两条第一导杆410,两条所述第一导杆410与所述导轨320平行或垂直且它们从所述载体310的一端延伸到另一端,两条所述第一导杆410上滑动设置第一滑台420,且两个所述第一导杆410之间设置有两个第一挡板430,所述第一挡板430固定在所述载板310的顶部且位于两个所述第一导杆410的两端,两个所述第一挡板430相对的端面处分别设置有两个第一弹性件440,所述第一弹性件440优选为弹簧,所述弹簧的轴线与所述第一导杆的延伸方向平行,所述第一弹性件440的另一端固定在第一滑台420的一端,四个所述弹簧位于所述第一滑台420相对的两端,四个所述第一弹性件使所述第一滑台420位于所述第一导杆310的中间位置,所述第一滑台420相对所述第一导杆410滑动时,压缩其一侧的弹簧,拉伸其另一端的弹簧,弹簧的反作用力使第一滑台420复位,从而实现第一方向X的浮动。
如附图6所示,所述第一滑台420的顶部设置有两条并行的第二导杆450,所述第二导杆450与所述第一导杆垂直,且所述第二导杆450上滑动设置有第二滑台460,所述第二滑台460的相对的两侧连接有第二弹性件470,所述第二弹性件470的另一端固定在所述第一滑台420上的第二挡板480上,四个所述第二弹性件470使所述第二滑台常态下位于所述第二导杆450的中间位置,从而所述第二滑台460可相对所述第一滑台沿第二方向Y浮动。
实际使用时,由于所述线轮上的丝线的规格有所不同,因此,需要准确的识别出所抓取的线轮上的丝线的规格,如附图5所示,所述载体310的两侧中间位置设置有RFID传感器500,对应的在所述线轮的端部设置有RFID标签(图中未示出)。
进一步,为了方便上料,如附图7所示,在所述桁架100的下方设置有靠近其一端的移载台600,如附图8所示,所述移载台600包括基座610,所述基座610上设置有两条轨道620,所述轨道620上滑动设置有线轮限位台630,所述线轮限位台630包括基板631,所述基板631通过一组滑块632滑动设置在两条所述轨道上,所述基板631上设置有垫高台633,所述垫高台633上间隙设置有两个限位块634,两个所述限位块的顶部形成有凹槽635,所述凹槽为弧形槽,两个所述凹槽之间的间距与所述线轮的两个端板的间距相当,从而能够有效地防止线轮滚动,并且,两个所述凹槽635可使其上的线轮的轴线与所述导轨320垂直。
如附图8所示,所述线轮限位台610连接驱动其在上料位和下料位之间移动的转换驱动机构640,在上料位时,所述线轮抓取装置300可移动至与所述线轮限位台610正对,从而所述线轮抓取装置300可以将所述线轮限位台610上的线轮抱持,在下料位时,所述线轮限位台610位于所述线轮抓取装置300的外侧。所述转换驱动机构640包括设置在所述基板631上的电机641,所述电机641通过减速机连接齿轮642,所述齿轮642与所述底座上的齿条643啮合。
实施例2
本实施例与上述实施例1的具有相同的线轮抓取装置,区别在于:所述桁架及移动机构的结构不同,具体如下:
将上述实施例1的所述桁架的重载导轨120采用工字型轨道110a来替代,具体是工字钢,其通过立柱(图中未示出)固定位置,其用于为有源小车的行走提供支撑和导向。
移动设置在所述工字型轨道110a上的有源小车200a,所述有源小车上设置有平衡吊,所述有源小车200a包括车架201,所述车架201上设置有可在所述工字型轨道110a上滚动的行走轮202,所述行走轮202中的至少一个连接驱动其自转的驱动机构,所述驱动机构包括可自转地设置在所述车架上且轴线与所述行走轮的轴线平行的传动轴203,所述传动轴203通过第一传动机构连接至少一所述行走轮,所述传动轴203通过第二传动机构连接设置在车架上的电机204,所述第二传动机构包括控制所述传动轴与所述电机204的传扭连接通断的电磁离合器205。
正常工作时,所述电磁离合器205使所述电机204与所述传动轴203传扭连接,所述电机204工作时驱动所述行走轮202自转,从而使有源小车能够自动沿工字型轨道110a行走,而无需人工干预实现小车。并且,通过电磁离合器205来实现传动轴203与电机204的传扭连接,在故障或停电时,所述电磁离合器205使传动轴203与电机204断开连接,从而可以便利地通过人工进行操作,应用灵活。
所述有源小车200a的车架201可以是各种可行的结构,如附图9、附图10所示,在优选的结构中,所述车架201包括两个对称且间隙设置在所述工字型轨道110a两侧的安装架2011及连接它们的连接件(螺杆及螺母),所述安装架2011是由多个构件组装而成,其具体的形状可以根据需要进行调整。
如附图10所示,每个所述支撑架2011的内侧(朝向另一支撑架的一侧)上可自转地设置有的一组轴线平行且等高的所述行走轮202,所述行走轮202的轴线水平且与所述工字型轨道110a的延伸方向垂直。
如附图11所示,每个所述支撑架2011的一组行走轮的数量可以根据需要进行设计,优选为3个,3个所述行走轮中两个紧邻设置在一个竖板2012,另一个与紧邻的两个保持一定距离,两个所述支撑架2011上的两组行走轮分别位于所述工字钢的两个U形槽101中。
如附图10所示,右侧的一个所述支撑架2011上两个紧邻的所述行走轮202连接驱动它们自转地驱动机构,从而可以增加驱动力,保证小车的有效移动。
如附图12、附图13所示,所述传动轴203由右侧的所述支撑架2011的外侧延伸到其内侧,所述传动轴203的内端共轴设置有第三齿轮207,所述第三齿轮207与两个第四齿轮208啮合,两个所述第四齿轮208分别共轴安装在两个紧邻的所述行走轮202上,所述第三齿轮207及第四齿轮208即构成所述第一传动机构。所述传动轴203上设置的所述电磁离合器205位于支撑架2011的外侧,并且所述电磁离合器205连接第二齿轮209,所述第二齿轮209与第一齿轮211啮合,所述第一齿轮211共轴设置在所述电机204的电机轴上,所述第一齿轮211、第二齿轮209及电磁离合器构成所述第二传动机构。并且所述电机204位于所述支撑架2011的内侧。当然,在其他实施例中,所述齿轮构成的传动结构也可以采用链条与链轮或同步带与同步轮构成的传动结构。
如附图10所示,为了降低行走轮移动过程中发生轴向偏移的风险,所述工字钢与行走轮接触的表面102为由内向外下倾斜的斜面,对应的所述行走轮202具有与所述表面102匹配的锥台面2021。进一步,如附图10所示,在两个所述安装架2011上还可自转地设置有侧导向轮206,所述侧导向轮206的轴线与所述行走轮202的轴线及工字型轨道110a的延伸方向垂直,两个所述安装架2011的侧导向轮206之间的间距与所述工字型轨道110a的宽度相当,且两个所述安装架2011上的侧导向轮206与所述工字钢的下翼板103的两侧边抵接。
如附图10为了防止所述车架201在移动过程中发生跳动,所述车架201上还可自转地设置有轮面与所述下翼板的底面抵接的下导向轮,所述下导向轮为两个且位于所述车架201的两端位置,其中一个下导向轮212的直径较大且位于两个所述安装架2011的中间,其位于远离连接所述驱动机构的两个行走轮的一端,另一个下导向轮214的直径较小且其位于一个所述安装架2011上,且该安装架2011上未安装驱动机构。
如附图10所示,所述车架201上还设置有电控柜225,所述电控柜225与所述驱动机构位于所述车架201的两个不同的安装架2011上,从而可以平衡所述有源小车的重心,避免小车重心偏心造成不同侧的行走轮202的负载的差异,影响行走轮202的稳定使用。
如附图10、附图14所示,所述车架201的下方通过两个吊杆213吊设有吊轨500a,每个所述吊杆213的上端设置有一枢轴连接块215,所述枢轴连接块215枢接在所述车架201端部的支撑轴217上,所述支撑轴217的轴线与所述行走轮202的轴线平行,从而所述吊杆213的上端能够相对所述支撑轴217转动。
如附图9、附图11所示,两个所述吊杆213的下端设置吊轨500a且它们可相对活动,如附图14所示,所述吊轨500a为一截面近似为日字形的型材,所述型材的顶板510及底板520上形成有从其一端直线延伸到另一端的缺口530、540,所述吊杆213从所述顶板510的上方经过所述缺口530伸入到所述型材的上通槽550内。
如附图11所示,所述吊杆213位于所述型材内的一端设置有与其垂直的限位板219,所述限位板219位于两个L形限位件221围合成的空间中,两个所述L形限位件221固定在所述吊轨500a的上通槽550内,例如所述L形限位件221可以通过焊接等常规连接方式固定在所述吊轨500a内。两个所述L形件221与吊轨的顶板510平行的板组合形成有一穿孔223,所述穿孔223的直径大于所述吊杆213的直径且小于所述限位板219的尺寸,因此,所述吊杆213可在所述穿孔223内微小移动,从而整个吊轨500a与所述车架201为浮动结构,使得有源小车停止或启动时,避免平衡吊因惯性产生较大的摆动,能够柔性卸料。当然所述吊杆213的下端也可以通过球铰与所述吊轨连接,或者与吊轨枢接。
如附图11、附图14所示,所述吊轨500a上设置所述平衡吊300a,为了方便所述平衡吊300a的微调以方便与机床配合,所述平衡吊300a通过可沿所述吊轨移动的移动架400a设置在所述吊轨500a上,所述移动架400a包括两对滚动设置在所述吊轨500a的下通槽560中的滚轮401,所述滚轮401的轴线于所述行走轮的轴线平行,且每对所述滑轮610共轴且可自转地设置在以移动件402的两侧,所述移动件402从所述下通槽560内经过所述底板上的缺口延伸到所述吊轨500a的下方,所述移动件402近似为Y形,所述移动件402通过一连接板403连接所述平衡吊300a,所述平衡吊300a通过螺栓和螺母与所述连接板403连接。并且,所述吊轨500a上设置有限制所述滚轮401从所述吊轨500a中滚出的限位结构,例如在所述吊轨500a的两端分别设置有封闭其端部的挡件。
另外,所述平衡吊300a可以是电动葫芦、气动葫芦等,优选为气动平衡吊,并且所述平衡吊300a可通过气压控制吊绳的自动下降,具体的是,如附图9所示,通过传感器600a来确定平衡吊300a所移动到的位置是否为设定的机床处,所述传感器600a为多个且安装在工字型轨道110a上,所述有源小车的车架上设置有用于触发所述传感器600a的触发件(图中未标记),如确定平衡吊移动到位后,所述平衡吊的吊绳自动下降,此处通过气压控制平衡吊的吊绳自动下降为已知技术,在此不作赘述。
所述平衡吊300a的吊绳下端设置所述线轮抓取装置(图中未示出),在此实施例中,可以通过人工辅助所述线轮抓取装置进行工件的定位,并且,在所述线轮抓取装置上或其他位置可以设置控制其电机341启停及正反转的控制按钮以及控制所述平衡吊的吊绳上升的按钮。
在采用这种结构,可以有效地降低机械手的定位精度,可以采用人工辅助的方式进行快速定位,应用灵活。
实施例3
本方案进一步揭示了一种放线系统,包括至少一排放线机10及上述实施例的线轮上下料装置20,所述放线机10的具体结构为已知技术,并不是本方案的创新点,此处不作赘述,所述放线机10的放卷轴110的轴线与所述桁架的重载导轨120的延伸方向平行,并且,所述线轮抓取装置可移动至每个所述放线机的放卷轴110的正上方。
一排所述放线机10等间距设置,相邻放线机10之间的间距不小于线轮的宽度,且相邻放线机10的间隙处设置有两条平行的限位条30,所述限位条30与所述放卷轴110的轴线平行,且所述限位条30的间距小于所述线轮的半径。
进一步,所述放线机10为多排,每排放线机10通过一个上述线轮上下料装置20进行供料,并且,所述线轮上下料装置20中的线轮限位台600的轨道620与所述导轨320平行,并且所述线轮限位台600在下料位置时,其位于所述桁架100的端部外侧。同时在一组所述放线机的外侧还设置有满线轮存放区40,每个所述线轮限位台600延伸到所述满线轮存放区,所述满线轮存放区40用于放置各种缠绕有不同规格丝线的满线轮,所述满线轮存放区40包括多排第二限位条60或限位块,当设置第二限位条60时,其与所述放线机之间的限位条30的延伸方向平行;当设置限位块时,其延伸方向所述限位条30的延伸方向垂直,且其上形成有。
同时,所述放线系统还包括将所述满线轮存放区40的满线轮移动到不同位置的线轮限位台600上的移载机构50,所述移载结构包括上述实施例的线轮抓取装置,所述线轮抓取装置可移动地设置在第二桁架上,且所述线轮抓取装置可以移动覆盖所述满线轮存放区40。此时,所述线轮抓取装置的移动包括第一方向X、第二方向Y的平移运动及与所述第一方向X及第二方向Y垂直的垂直运动,相应的移动结构为已知技术,此处不作赘述,从而整个系统可以长时间自动进行线轮的上下料。
实施例4
本方案进一步揭示了一种上述放线系统的线轮装卸方法,至少包括如下步骤:
在所有放线机上无满线轮时,人工通过叉车或其他运输设备将满线轮搬运并移动至所述移载台600的线轮限位台630上,所述移动机构200驱动所述线轮抓取装置300移动至所述线轮限位台630的两侧,然后所述开闭驱动机构340驱动两个所述滑动件相向移动闭合,并通过八个滚轮将所述线轮抱持,接着所述移动机构200驱动所述线轮抓取装置300移动至一个所述放线机10处并将线轮抓取装置300抱持的满线轮与该放线机10的放卷轴共轴,所述放线机10的放卷轴将所述满线轮固定。按照上述顺序重复至一排所有放线机上安装有线轮。
随后,所述移动机构200驱动线轮抓取装置300在大部分的放线机的侧部的限位条30上放置一满线轮以供需要时更换,此时,用于放置满线轮的限位条称作满线轮缓存位,使至少一个所述放线机的侧部的限位条保持空位以便更换线轮时放置从放线机上取下的空线轮,保持空位的限位条作为空线轮缓存位,空线轮缓存位的数量根据现场工况设置,例如,当一条放卷生产线有三种规格的产品时,则使所述空线轮缓存位为3个,并且,它们的具体位置可以为等距且均分所述放卷生产线。
当一个放线机上的线轮已经放卷完毕需要更换时,按照如下步骤进行操作:
S1,所述移动机构200驱动线轮抓取装置300移动到已放卷完成的放线机处,所述线轮抓取装置300抓取空线轮,所述放线机松开对所述空线轮的固定。
S2,此时,所述移动机构200驱动线轮抓取装置300将其抓取的空线轮移动到最近的空线轮缓存位。
S3,移动机构200驱动线轮抓取装置移动至与该空位的放线机最近的满线轮存放区,线轮抓取装置抓取该满轮缓存区的满线轮后,移动机构驱动线轮抓取装置移动至其抓取的满线轮与空位的放线机的放卷轴共轴。
S4,放线机将满线轮固定后,所述移动机构驱动线轮抓取装置移动至空轮缓存位处,线轮抓取装置将空线轮抓取并移动至上述的线轮限位台上进行下料。
下料时,所述线轮抓取装置将空线轮放置于处于上料位的线轮限位台 610 上,所述线轮限位台 610 由上料位移动至下料位,然后由叉车将空线轮移走,并通过叉车将新的满线轮移动至所述线轮限位台610上,线轮限位台610恢复到上料位,所述移动机构200驱动线轮抓取装置将线轮限位台610上的满线轮抓取并补充到无满线轮的满线轮缓存位。为了实现全自动的上下料,所述叉车可以采用激光导航的AGV叉车自动将满线盘移动到线轮限位台610以及将空线轮从线轮限位台上取下。
并且在上料时,所述线轮抓取装置通过RFID识别器读取所述线轮上的RFID标签,并将所读取的信息与上位机进行交互,从而确定所述要安装的放线机等信息。
本发明尚有多种实施方式,凡采用等同变换或者等效变换而形成的所有技术方案,均落在本发明的保护范围之内。
- 线轮上下料装置、放线系统及其线轮装卸方法
- 光缆全自动放线扎线方法、装置及放线扎线机