全自动多工位电子干粉液压机自动送料装置
文献发布时间:2023-06-19 11:30:53
技术领域
本发明涉及液压机技术领域,具体涉及一种全自动多工位电子干粉液压机自动送料装置。
背景技术
现有技术中的全自动干粉液压机,首先要求粉料的流动性要好,才能采用全自动容积法加料方式生产,但是对于粉料流动性不好,又要采用称重法加料多工位的生产,只能采用半自动手工加料的方式生产,效率低,安全性差。为了满足电子、转子、磁性材料等行业生产工的某些特殊工艺要求,对现有全自动干粉液压机,在现有设备结构上进行改革创新。但目前流动性差的粉料在送料过程中,落料速度慢,根本不能完全落净,送料盒内会残留,压制出来的产品重量不一,密度不一,废品多。
发明内容
本发明的目的是提供一种全自动多工位电子干粉液压机自动送料装置,设计巧妙,使用方便,能够一次多工位送料,且能够针对流动性不好的粉料进行自动送料。
本发明的技术方案如下:
全自动多工位电子干粉液压机自动送料装置,它包括送料缸、送料板、导轨、弹簧、送料盒、滚轮压板,送料板上面两侧分别安装有导轨,送料盒滑动安装在导轨之间且位于送料板上面,送料缸安装在送料板的左侧且驱动连接送料盒,两个导轨上面分别安装有滚轮压板,送料盒的两侧分别安装有两个滚轮,滚轮位于导轨和滚轮压板之间,滚轮压板两端分别通过压板支撑杆安装在送料板上面且压板支撑杆上套有弹簧,弹簧上端顶在压板支撑杆下端,弹簧下端顶在送料板上面。所述的弹簧也设计安装在滚轮压板上面且套在压板支撑杆上端,最后通过螺母旋在压板支撑杆上端,压紧弹簧。
所述的送料盒包括料盒、振动器、振动板、螺杆、弹簧、料盒体、滚轮、气缸、闸门、密封体,料盒体两侧分别安装有两个滚轮,料盒体上面通过螺杆螺母固定有振动板,螺杆上套有弹簧,弹簧上端顶在振动板的下端,弹簧下端顶在料盒体上端,振动板一侧安装有振动器,料盒体下端安装有密封体,振动板中间安装有料盒,料盒下端贯穿料盒体抵在密封体上端,密封体上对应料盒下端的出料口设计有出口,密封体与料盒体之间设计有闸门,闸门插在料盒的出料口与密封体的出口之间,料盒体内部还设计有气缸,气缸前端驱动连接闸门的前端,闸门上也设计有排料口。
所述的料盒设计有三个,三个料盒排成一排安装。
所述的送料板通过送料支架安装在液压机的下活梁上面,送料板左端下端通过支撑板安装在液压机的下活梁一侧,安装在送料板右端位于液压机的阴模上方且送料板中间开有阴模卡槽,阴模的上端卡装在阴模卡槽内且阴模的上端面与送料板的上端面齐平。
本发明的优点是设计巧妙,使用方便,能够一次多工位(三个工位)同时送料,通过对送料盒的改进,增加了弹簧以及振动器等部件设计保证流动性不好的粉料能够自动落料,设计滚轮、滚轮压板、导轨保证送料盒行走稳定;密封体能够有效防止落料时粉料飞出,影响产品重量和密度。
附图说明
图1是全自动多工位电子干粉液压机的示意图。
图2是全自动多工位电子干粉液压机自动送料装置的示意图。
图3是全自动多工位电子干粉液压机自动送料装置的送料盒的示意图。
图4是全自动多工位电子干粉液压机的称粉装置的示意图。
图5是全自动多工位电子干粉液压机的称粉装置的振动料盒的示意图。
图6是全自动多工位电子干粉液压机的三个称粉装置的安装示意图。
具体实施方式
参照附图1-6,全自动多工位电子干粉液压机,它包括主缸1、上横梁2、上活梁3、下活梁4、下横梁5、机座6、立柱7,下横梁5固定安装在机座6上面,下横梁5上面从上往下依次安装有上横梁2、上活梁3、下活梁4,且上横梁2、上活梁3、下活梁4和下横梁5的四角分别通过四个立柱7贯穿,上横梁2固定在四个立柱7上面,立柱7下端固定在下横梁5的四角位置,主缸1安装在上横梁2中间,主缸1下端控制连接上活梁3,上活梁3四角与四个立柱7上滑动配合,下横梁5中间两侧位置分别安装有一个下浮动缸8,两个下浮动缸8上端控制连接下活梁4,下活梁4四角与四个立柱7上滑动配合,下横梁5与下活梁4之间还安装有下固定模板9且下固定模板9位于两个下浮动缸8之间,下固定模板9中间设计有下中心缸10且下中心缸10安装在下横梁5的中间位置,下活梁4上面中间安装有阴模11,上活梁3下面中间安装有上模座12,所述上模座12下面设计安装有三个上模冲13,阴模11中间开有三个料槽,下固定模板9上面安装有三个下模冲14且三个下模冲14穿过下活梁4一一对应位于阴模11中间的三个料槽内,下中心缸10上端设计三个芯棒15,三个芯棒15分别一一对应位于三个下模冲14的中间,芯棒15与下模冲14之间设计为滑动密封配合。阴模11与下模冲14之间设计为滑动密封配合。
所述的主缸1内的活塞上端设计有上出活塞杆101,活塞下端上有下出活塞杆102,上出活塞杆101外侧套有主缸压制限位调节块103且主缸压制限位调节块103位于主缸1上面,上出活塞杆101上端旋转安装有主缸压制限位装置104,下出活塞杆102下端连接上活梁3。所述的下浮动缸8内的活塞上端设计有上出活塞杆83,活塞下端上有下出活塞杆84,上出活塞杆83上套有下浮动缸退回调节装置81,下出活塞杆84下端旋转安装有下浮动缸顶出调节装置82。所述的下中心缸10的上端设计有芯棒座机调节螺母105, 下中心缸10下端设计有下中心缸下出活塞杆,下中心缸10下出活塞杆下端旋转安装有下中心缸顶出调节装置106。本发明中的主缸、下浮动缸和下中心缸都设计为双出活塞杆,一端活塞杆是为了推动部件运行,另一端活塞杆上或两端活塞杠上均设计有限位装置、限位块,是为了调节部件运行的行程和保证精确压制。
所述的阴模11的前后两侧分别有一个充磁线包16安装在下活梁4上面。
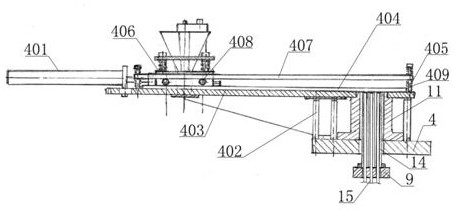
所述的下活梁4的左侧设计有送料装置40,它包括送料缸401、送料支架402、送料板403、导轨404、弹簧405、送料盒406、滚轮压板407,送料板403通过送料支架402安装在下活梁4上面,送料板403左端下端通过支撑板安装在下活梁4一侧,安装在送料板403右端位于阴模11上方且送料板403中间开有阴模11卡槽,阴模11的上端卡装在阴模11卡槽内且阴模11的上端面与送料板403的上端面齐平,送料板403上面两侧分别安装有导轨404,送料盒406滑动安装在导轨404之间且位于送料板403上面,送料缸401安装在送料板403的左侧且驱动连接送料盒406,两个导轨404上面分别安装有滚轮压板407,送料盒406的两侧分别安装有两个滚轮408,滚轮408位于导轨404和滚轮压板407之间,滚轮压板407两端分别通过压板支撑杆409安装在送料板403上面且压板支撑杆409上套有弹簧405,弹簧405上端顶在压板支撑杆409下端,弹簧405下端顶在送料板403上面。或者同时弹簧405也设计安装在滚轮压板407上面且套在压板支撑杆409上端,最后通过螺母旋在压板支撑杆409上端压紧弹簧405。
所述的送料盒406包括料盒410、振动器411、振动板412、螺杆413、弹簧414、料盒体415、滚轮408、气缸416、闸门417、密封体418,料盒体415两侧分别安装有两个滚轮408,料盒体415上面通过螺杆413螺母固定有振动板412,螺杆413上套有弹簧414,弹簧414上端顶在振动板412的下端,弹簧414下端顶在料盒体415上端,振动板412一侧安装有振动器411,料盒体415下端安装有密封体418,振动板412中间安装有料盒410,料盒410下端贯穿料盒体415抵在密封体418上端,密封体418上对应料盒410下端的出料口设计有出口,密封体418与料盒体415之间设计有闸门417,闸门417插在料盒410的出料口与密封体418的出口之间,料盒体415内部还设计有气缸416,气缸416前端驱动连接闸门417的前端,闸门417上也设计有排料口;所述料盒415设计有三个,三个料盒415排成一排安装。振动器是气动振动器,振动器振动带动振动板振动,这样固定在振动板上面的料盒也一起振动,料盒里面的粉料流动性就会变好。气缸向前推动闸门,闸门上排料口就会与料盒下端的出料口相通,粉料就可以落入阴模中,在振动作用下,落料更加快捷、干净,气缸收缩则使闸门复位,闸门下端排料口与料盒下端出料口就会错开,闸门把料盒下端封闭,料盒里面就可以再次准备装料。密封体作用是防止落料时粉料从缝隙中出去,输送料过程中也会保证粉料无泄漏。弹簧的作用就是保证振动器进行有效振动。
所述的全自动多工位电子干粉液压机还包括称粉装置20,它包括支架201、料仓202、搅拌器203、螺旋输送机构204、振动称量机构,支架201上端安装有料仓202,料仓202内安装有搅拌器203,料仓202底部开有出料口205,料仓202下端设计有螺旋输送机构204且螺旋输送机构204安装在支架201上面,出料口205连接在螺旋输送机构204的进料口,螺旋输送机构204下方设计有振动称量机构;所述的称粉装置设计为三组,三组称粉装置的振动料盒207排成一排安装。有两组称粉装置分别安装在送料装置40的送料板403的两侧,第三组安装在送料板403的端部且位于送料缸的上方。
所述振动称量机构包括电子感应秤206、振动料盒207、料盒耳翼208、接近开关209、凸轮旋转机构210,电子感应秤206安装在支架201上,电子感应秤206前端安装有振动料盒207,振动料盒207两侧分别安装有一个料盒耳翼208,一侧的料盒耳翼208内侧设计有接近开关209且接近开关安209装在支架201上面,另一侧的料盒耳翼208内侧设计凸轮旋转机构210。
所述振动料盒207包括固定立板2071、旋转直角料斗2072,固定立板2071一端固定安装在电子感应秤206前端,固定立板2071另一端上端旋转连接旋转直角料斗2072的上端直角位置,旋转直角料斗2072的一个直角侧边是料口且口部朝上安装,旋转直角料斗2702的另一个直角侧边是出口且该出口与固定立板2071密封配合;固定立板2071两侧可以设计两个侧板,旋转直角料斗2072是包括两个直角侧板和一个斜板,斜板两侧分别连接两个直角侧板的斜边,两个直角侧板2071分别旋转对应安装在固定立板的两个侧板内侧,直角侧板的直角设计成锐角,便于旋转直角料斗2072旋转。
所述凸轮旋转机构210包括凸轮2101、凸轮电机2102,凸轮电机2102安装支架206上,凸轮电机2102前端驱动安装有凸轮2101,凸轮2101旋转触碰料盒耳翼208,使振动料盒207的旋转直角料斗2072下端出口与固定立板2071开合动作。
所述的搅拌器203包括搅拌桨2031、刮料桨2032、搅拌轴2033、搅拌电机2034,料仓202一侧安装有搅拌电机2034,搅拌电机2034前端驱动连接搅拌轴2033,搅拌轴2033可旋转安装在料仓202内部,搅拌轴2033的前后位置安装有搅拌桨2031,搅拌轴2033中间位置安装有刮料桨2032,且刮料桨2032从料仓202底部的出料口205上面刮过。
所述螺旋输送机构204包括输料轴2041、螺旋叶片2042、螺旋输送电机2043、输料管2044、轴承2045,输料管2044安装在料仓202的下端,输料管2044上端开有进料口且进料口与料仓202的出料口相连接,输料管2044前端是出料口且该出料口位于振动料盒207的旋转直角料斗2072上方,螺旋输送电机2043安装在支架201一侧位置,螺旋输送电机2043前端通过联轴器2046与输料轴2041连接,输料轴2041位于输料管2044内部,输料管2044靠近联轴器2046一侧通过轴承2045与输料轴2041进行可旋转连接,螺旋叶片2042旋转安装在输料轴2041上面,输料管2044靠近出料口的一侧固定在支架201上,螺旋输送电机2043旋转带动输料轴2041旋转,则输料轴2041上的螺旋叶片2042也一起旋转,从输料管上端进料口进来的粉料就会落入输料管内,再通过螺旋叶片旋转把粉料往前推送,最后从输料管的出料口输出,落入振动料盒的旋转直角料斗2072内。
本发明装置还包括控制箱,控制箱安装在液压机一侧的地面上,控制箱通过信号线控制连接液压系统、驱动系统以及程序系统,这些都是现有技术,本发明进行简单描述;本发明中的称粉装置20的支架201位于送料装置40的上方以及两侧,送料装置40一侧伸入且贯穿支架201内部,保证振动料盒207位于送料装置的料盒410上端的进料口上方,且三个振动料盒207的旋转直角料斗2072下端出料口分别一一对应三个料盒410的上端进料口。三个称粉装置20设计结构紧凑,既能实现三工位称量送料,还保证不占用空间,支架下面滚轮,方便移动。
本发明使用时,工艺动作主要有下列四步:
第一步,通过称粉装置进行称量一次需要压制产品的粉量工艺,把流动性较差的粉料投入料仓,启动搅拌电机,开始搅拌,螺旋输送机构启动把从料仓落入的粉料输送到振动料盒内,电子感应秤感应到振动料盒内的重量达到设定重量,就会发出信号给控制台(本发明的液压机一侧设计安装有控制台,用来控制整个设备动作,属于现有技术),控制台给出指令让螺旋输送机停止输送;搅拌的目的,搅拌桨和刮料桨为了防止粉料不流动,增加其流动性,刮料桨还有一个效果就是防止料仓的出料口粉料堵塞;本发明为了多工位,设计三个称粉装置同时作业。
第二步,把称量好的粉料投在送料装置的料盒内,送料缸控制送料盒整体位于阴模且确保三个料盒分别一一对应在每个振动料盒的下方,到位后,凸轮旋转机构的凸轮电机驱动凸轮旋转,凸轮旋转作用在振动料盒一侧的料盒耳翼,这样振动料盒的旋转直角料斗就会旋转打开,里面的料就会落下,正好落入送料盒的料盒中,由于粉料流动性差,一次肯定不能有效落净,当凸轮旋转过程中,不作用料盒耳翼,则旋转直角料斗就会关闭,瞬间关闭的过程,旋转直角料斗会与立板碰撞振动,使流动性差的粉料进行下落,同时接近开关就会感应到另一侧的料盒耳翼靠近,就给出指令让凸轮电机继续旋转,使旋转直角料斗再次打开关闭,重复上述动作多次,从而确保粉料落净,上料初步完成,这样加工的产品才不至于少料,质量不合格问题。
第三步,将送料盒中的粉料加入阴模中的工艺:开始上料之前,主缸带动上活梁和上模冲位于上限装置,两个下浮动缸带动下活梁和阴模处于下限位置,下中心缸带动三个芯棒在下模冲中也处于下限位置,此时阴模上口、下模冲及芯棒上端面一定要平齐。
送料盒把粉料送到液压机的模具中,送料缸推动料盒体在导轨之间前进,滚轮压板对滚轮下压,防止料盒体送料过程中抖动漏料问题,当料盒位于阴模上方,停止前进,确保三个料盒的下端出料口与阴模内的三个料槽一一对应,送料盒内部的气缸动作推动闸门向前伸出打开料盒下端出料口,进行放料,振动器开始振动,使料盒振动,这样粉料就能落料完成,不会有余料遗留在料盒内,放料完成后,振动器停止,气缸控制闸门收回关闭料盒的出料口,送料缸带动送料盒整体回程,进行下次接料送料过程。
在放料过程中,两个下浮动缸推动下活梁进行浮动上升,形成吸入加料,这样就不会有料粉喷出,加料后阴模中的粉料高度低于阴模上口。
第四步,产品压制和脱模工艺:主缸带动上活梁和上模冲下行,上模冲下行进入阴模上口后“封模”,由于粉料高度低于阴模高度,则不会有粉料被冲击飞出去,同时两侧的充磁线包通电,使粉料在两侧的电磁场作用下,按照有序的方向进行排列。上模冲在主缸的作用下继续下降,冲压粉料,下浮动缸带动下活梁下降,从而使阴模下浮。这时下模冲固定不动,但是由于阴模的下浮,下模冲相对于阴模的运动是向上运动,这样就实现上模冲和下模冲双向浮动压制,上模冲、阴模下行到设定压制位置后,开始保压,保压结束后,泄压,释放压制应力,泄压结束后,下中心缸带动芯棒下行,实现芯棒抽芯脱模,产品的内部应力会继续释放。然后浮动缸回程,带动下活梁和阴模下行,保护脱模,产品脱出,在上模冲和下模冲之间。最后主缸回程,带动上活梁和上模冲上行脱模离开产品。脱模结束,取出产品,一个工艺循环动作完成。
- 全自动多工位电子干粉液压机自动送料装置
- 全自动多工位电子干粉液压机自动称粉装置