一种具有抗菌、温度调节功能的家纺产品织造工艺
文献发布时间:2023-06-19 11:34:14
技术领域
本发明涉及纺织用品加工技术领域,具体涉及一种具有抗菌、温度调节功能的家纺产品织造工艺。
背景技术
随着我国国民经济的持续发展、人民生活水平的提高及消费意识观念的变迁,家纺产品作为生活的必需品,不仅仅是过去的铺铺盖盖等实用性的功能,其已经逐渐向舒适、美化、装饰、保健等多功能方面发展。优秀的家纺用品兼具有实用性和欣赏性,是原料、织造工艺、图案色彩、印染整理及缝制款式、包装辅料等综合运用的结果。
目前,家纺产品经常使用的是全棉家纺面料等,其保暖性较好,但是在长期使用后容易滋生各种细菌,且现有的家纺产品无法根据身体周围的温度进行调控,当其作为床上用品使用时,容易使人体在睡眠过程中出现身体过热盗汗或着凉的问题。而且,现有技术中家纺产品的织造工艺过程包括:将原料通过常规工序开清棉、梳棉、并条、粗纱、细纱、络筒、染纱、翻筒、分条整经、浆纱、织造半坯、烧毛、退煮漂、丝光、染色、皂洗、柔软、烘干和缝纫以制成家纺产品,上述工艺技术用来制备纯棉家纺产品非常合适,但是对于具有杀菌及温度调节等功能的功能性家纺产品会导致其部分功能受到损失,且制备的产品会出现手感较差,长期使用容易起球等缺点。
发明内容
为了解决上述背景技术中存在的问题,本发明的目的在于提供一种具有抗菌、温度调节功能的家纺产品织造工艺,本工艺制得的家纺产品柔软、亲肤舒适、抑菌保健、不易起球,还具有良好的吸湿透气性及温度调节的功能。
为了实现上述目的,本发明采用以下技术方案:
本发明提供一种具有抗菌、温度调节功能的家纺产品织造工艺,所述家纺产品由经纱和纬纱交织而成;所述经纱采用相变材料纤维、长绒棉纤维和石墨烯腈纶纤维混纺而成,其中,所述经纱中相变材料纤维、长绒棉纤维和石墨烯腈纶纤维的干重比为1:(3-5):(0.8-1.2),经密为120-140根/10厘米,所述相变材料纤维由相变材料和涤纶纤维制备而成;所述纬纱采用精梳棉混纺纱、银纤维、竹炭纤维和牛奶蛋白纤维混纺而成,其中,所述纬纱中精梳棉混纺纱、银纤维、竹炭纤维和牛奶蛋白纤维的干重比为1:(0.2-0.4):(0.1-0.3):(0.1-0.3),纬密为160-180根/10厘米;
所述家纺产品织造工艺包括络筒、整经、织造前处理、织造和坯布后处理步骤;所述络筒处理工艺中采用络筒机将经纱和纬纱制成加捻筒子,络筒时槽筒转速为350±5r/min;所述织造处理工艺为采用JAT-710型织机,织机车速为230-350r/min,经纱张力为50-80CN,纬纱张力为120-160CN。
优选地,所述银纤维在制备过程中采用硅烷偶联剂对纤维表面进行预处理,纤维表面上银层的厚度为1-2μm。采用硅烷偶联剂对纤维表面进行预处理,提高了银在纤维表面上的附着力,使得纤维表面上的银层均匀性好、结合性高,其中,银纤维中的纤维内芯可选聚酰胺长丝或聚酯纤维。
优选地,所述石墨烯腈纶纤维中石墨烯的添加量为1-2wt%。石墨烯腈纶纤维具有不易起球的功能,同时还具有一定的抗菌性。
优选地,所述相变材料纤维由涤纶纤维外表面裹覆相变材料而成,所述相变材料纤维中涤纶纤维和相变材料的干重比为(1-2.5):1,所述相变材料为相变粘胶混合纤维。
优选地,所述相变材料纤维的制备过程如下:
S1、将聚对苯二甲酸乙二醇酯经过螺杆熔融高温挤压后进行纺丝,制得直径为900-1200nm的涤纶纤维;
S2、将相变材料与粘胶进行混合,得到相变粘胶纺丝液;
S3、将涤纶纤维浸入至相变粘胶纺丝液中进行浸泡处理,即得相变材料纤维,其中,浸入次数为3-5次,每次浸泡时间10-30s,且每次浸泡后进行烘干处理。
将相变材料与涤纶纤维进行结合制得的相变材料纤维,其既具有羊毛般的蓬松、柔软、保暖,具有调节温度的功能,又保持涤纶纤维固有的抗皱和保形效果,提高了后续家纺产品的整体品质。
优选地,所述织造前处理工艺包括漂纱、酸洗、脱氧、染纱和皂洗。
优选地,所述坯布后处理工艺包括烧毛、退浆煮练、漂白、染色、烘干和缝纫制成成品。
与现有技术相比,本发明具有如下有益效果:
本发明中通过在原料中添加相变材料纤维,而且相变材料纤维由涤纶纤维外表面裹覆相变材料而成,其对温度的变化非常敏感,根据温度的变化进行吸热或放热,使温度在很小的范围内波动,通过调控相变材料纤维的添加量,由其制备的家纺产品具有调节温度的功能,可有效消除人体过热盗汗及着凉的问题,提高了使用时的舒适感;面料中选用的石墨烯锦纶纤维提供不易起球的功能,长绒棉纤维和牛奶蛋白纤维提供保暖性、超柔的手感和吸湿透气性的功能,精梳棉混纺纱具有吸湿透气性和除臭的功能,银纤维和竹炭纤维具有较高的抗菌性,使得产品不易滋生细菌。本发明中通过原料的选用最终制得的家纺产品面料光滑、柔软、舒适亲肤、抑菌保健、不易起球,同时还具有良好的吸湿透气性和温度调节的功能。
为了防止在纺织过程中原料中相应的功能受到损失,尤其是相变材料纤维在容易受到挤压而使得相应的温度调节功能受损,在络筒过程中条将槽筒转速调小,并在织造过程中采用较小的经纱张力和纬纱张力。
附图说明
下面结合附图与具体实施例对本发明作进一步详细说明。
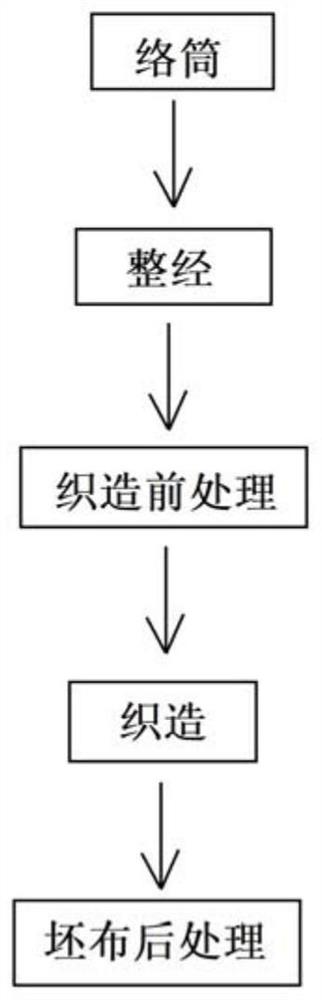
图1为本发明中家纺产品织造工艺流程图;
图2为本发明中织造前处理工艺流程图;
图3为本发明中坯布后处理工艺流程图;
图4为本发明中相变材料纤维的制备工艺流程图;
图5为本发明中相变材料纤维的结构示意图;
图6为本发明中相变材料纤维的截面结构示意图;
其中,具体附图标记为:相变材料1,涤纶纤维2。
具体实施方式
实施例1
一种具有抗菌、温度调节功能的家纺产品织造工艺,家纺产品由经纱和纬纱交织而成;经纱采用相变材料纤维、长绒棉纤维和石墨烯腈纶纤维混纺而成,其中,经纱中相变材料纤维、长绒棉纤维和石墨烯腈纶纤维的干重比为1:3:1,经密为132根/10厘米,相变材料纤维由相变材料1和涤纶纤维2制备而成,石墨烯腈纶纤维中石墨烯的添加量为1.2wt%;纬纱采用精梳棉混纺纱、银纤维、竹炭纤维和牛奶蛋白纤维混纺而成,其中,纬纱中精梳棉混纺纱、银纤维、竹炭纤维和牛奶蛋白纤维的干重比为1:0.3:0.2:0.2,纬密为168根/10厘米。
银纤维在制备过程中采用硅烷偶联剂对纤维表面进行预处理,纤维表面上银层的厚度为1.5μm,银纤维中的纤维内芯为聚酰胺长丝。
相变材料纤维由涤纶纤维2外表面裹覆相变材料1而成,相变材料纤维中涤纶纤维2和相变材料1的干重比为1:1,相变材料1为相变粘胶混合纤维。
相变材料纤维的制备过程如图4所示,包括以下步骤:
S1、将聚对苯二甲酸乙二醇酯经过螺杆熔融高温挤压后进行纺丝,制得直径为900nm的涤纶纤维2;
S2、将相变材料1与粘胶进行混合,得到相变粘胶纺丝液;
S3、将涤纶纤维2浸入至相变粘胶纺丝液中进行浸泡处理,即得相变材料纤维(如图5和图6所示),其中,浸入次数为5次,每次浸泡时间10s,且每次浸泡后进行烘干处理。
家纺产品织造工艺,如图1所示,包括络筒、整经、织造前处理、织造和坯布后处理步骤;
其中,络筒处理工艺中采用络筒机将经纱和纬纱制成加捻筒子,络筒时槽筒转速为350±5r/min;
织造处理工艺为采用JAT-710型织机,织机车速为320r/min,经纱张力为50CN,纬纱张力为120CN;
织造前处理工艺如图2所示,包括漂纱、酸洗、脱氧、染纱和皂洗;
坯布后处理工艺如图3所示,包括烧毛、退浆煮练、漂白、染色、烘干和缝纫制成成品。
实施例2
一种具有抗菌、温度调节功能的家纺产品织造工艺,家纺产品由经纱和纬纱交织而成;经纱采用相变材料纤维、长绒棉纤维和石墨烯腈纶纤维混纺而成,其中,经纱中相变材料纤维、长绒棉纤维和石墨烯腈纶纤维的干重比为1:4:0.8,经密为120根/10厘米,相变材料纤维由相变材料1和涤纶纤维2制备而成,石墨烯腈纶纤维中石墨烯的添加量为2wt%;纬纱采用精梳棉混纺纱、银纤维、竹炭纤维和牛奶蛋白纤维混纺而成,其中,纬纱中精梳棉混纺纱、银纤维、竹炭纤维和牛奶蛋白纤维的干重比为1:0.2:0.3:0.1,纬密为160根/10厘米。
银纤维在制备过程中采用硅烷偶联剂对纤维表面进行预处理,纤维表面上银层的厚度为1μm,银纤维中的纤维内芯为聚酯纤维。
相变材料纤维由涤纶纤维2外表面裹覆相变材料1而成,相变材料纤维中涤纶纤维2和相变材料1的干重比为1.8:1,相变材料1为相变粘胶混合纤维。
相变材料纤维的制备过程如图4所示,包括以下步骤:
S1、将聚对苯二甲酸乙二醇酯经过螺杆熔融高温挤压后进行纺丝,制得直径为1100nm的涤纶纤维2;
S2、将相变材料1与粘胶进行混合,得到相变粘胶纺丝液;
S3、将涤纶纤维2浸入至相变粘胶纺丝液中进行浸泡处理,即得相变材料纤维(如图5和图6所示),其中,浸入次数为3次,每次浸泡时间20s,且每次浸泡后进行烘干处理。
家纺产品织造工艺,如图1所示,包括络筒、整经、织造前处理、织造和坯布后处理步骤;
其中,络筒处理工艺中采用络筒机将经纱和纬纱制成加捻筒子,络筒时槽筒转速为350±5r/min;
织造处理工艺为采用JAT-710型织机,织机车速为230r/min,经纱张力为64CN,纬纱张力为160CN;
织造前处理工艺如图2所示,包括漂纱、酸洗、脱氧、染纱和皂洗;
坯布后处理工艺如图3所示,包括烧毛、退浆煮练、漂白、染色、烘干和缝纫制成成品。
实施例3
一种具有抗菌、温度调节功能的家纺产品织造工艺,家纺产品由经纱和纬纱交织而成;经纱采用相变材料纤维、长绒棉纤维和石墨烯腈纶纤维混纺而成,其中,经纱中相变材料纤维、长绒棉纤维和石墨烯腈纶纤维的干重比为1:5:1.2,经密为140根/10厘米,相变材料纤维由相变材料1和涤纶纤维2制备而成,石墨烯腈纶纤维中石墨烯的添加量为1wt%;纬纱采用精梳棉混纺纱、银纤维、竹炭纤维和牛奶蛋白纤维混纺而成,其中,纬纱中精梳棉混纺纱、银纤维、竹炭纤维和牛奶蛋白纤维的干重比为1:0.4:0.1:0.3,纬密为180根/10厘米。
银纤维在制备过程中采用硅烷偶联剂对纤维表面进行预处理,纤维表面上银层的厚度为2μm,银纤维中的纤维内芯为聚酯纤维。
相变材料纤维由涤纶纤维2外表面裹覆相变材料1而成,相变材料纤维中涤纶纤维2和相变材料1的干重比为2.5:1,相变材料1为相变粘胶混合纤维。
相变材料纤维的制备过程如图4所示,包括以下步骤:
S1、将聚对苯二甲酸乙二醇酯经过螺杆熔融高温挤压后进行纺丝,制得直径为1200nm的涤纶纤维2;
S2、将相变材料1与粘胶进行混合,得到相变粘胶纺丝液;
S3、将涤纶纤维2浸入至相变粘胶纺丝液中进行浸泡处理,即得相变材料纤维(如图5和图6所示),其中,浸入次数为3次,每次浸泡时间30s,且每次浸泡后进行烘干处理。
家纺产品织造工艺,如图1所示,包括络筒、整经、织造前处理、织造和坯布后处理步骤;
其中,络筒处理工艺中采用络筒机将经纱和纬纱制成加捻筒子,络筒时槽筒转速为350±5r/min;
织造处理工艺为采用JAT-710型织机,织机车速为350r/min,经纱张力为80CN,纬纱张力为138CN;
织造前处理工艺如图2所示,包括漂纱、酸洗、脱氧、染纱和皂洗;
坯布后处理工艺如图3所示,包括烧毛、退浆煮练、漂白、染色、烘干和缝纫制成成品。
通过本发明中织造工艺最终制得的家纺产品面料光滑、柔软、舒适亲肤、抑菌保健、不易起球,同时还具有良好的吸湿透气性和温度调节的功能。
以上应用了具体个例对本发明进行阐述,只是用于帮助理解本发明,并不用以限制本发明。对于本发明所属技术领域的技术人员,依据本发明的思想,还可以做出若干简单推演、变形或替换。
- 一种具有抗菌、温度调节功能的家纺产品织造工艺
- 一种汉麻家纺产品的织造工艺