一种自发光柔性装饰片及其制造方法
文献发布时间:2023-06-19 11:34:14
技术领域
本发明涉及一种柔性装饰片,具体涉及一种自发光柔性装饰片及其制造方法,属于柔性装饰片加工领域。
背景技术
柔性装饰片属于建筑材料中的一种,常用来安装在建筑墙壁的外部,起到装饰美观的作用。
由于装饰片在外墙的外部,长期暴露在自然环境中,能充分的与外部的光线接触,在夜晚或者光线较弱的情况下,自身没有发光的功能,需要外界的照明设备对其进行照射,才能使得行人和过往的车辆看到避免发生碰撞。在发生电力故障的时候,安全性能得不到保障,容易出现事故,特别是行人和车流量较大的情况下。同时依靠外界照明设备进行照明,消耗电力,不利于环保。
发明内容
针对现有技术中的问题,本发明提供了一种自发光柔性装饰片及其制造方法。
本发明的目的可以通过以下技术方案实现:
一种自发光柔性装饰片,包括装饰片本体和其上部涂覆的自发光层;
所述装饰片本体包括质量百分比如下的组分:无机矿物填料28-45%,丙烯酸乳液8-23%,颜料0.5-4%,水1-12%,保水剂0-2.3%和石英砂38-48%;
所述自发光层包括重量份如下的组分:长石25-35份,石英砂8-13份,氧化铝5-7份,白云石15-25份,硅灰石7-15份,建筑涂料乳液4-8份和荧光粉颗粒18-30份;
建筑涂料乳液包括聚乙烯醇乳液,聚醋酸乙烯乳液,过氯乙烯乳液,氯磺化聚乙烯乳液,丙烯酸酯乳液,苯丙乳液,乙丙乳液,氯偏乳液。
一种自发光柔性装饰片的制造方法,包括如下步骤:
S1:将装饰片本体配方中各组分按比例混合均匀,形成混合浆料;将装饰片本体浆料喷涂在成型模具表面,涂覆厚度为2.5-6.5mm;
S2:将喷涂有装饰片本体浆料的成型模具放在120-145℃下加热干燥,形成装饰片本体;
S3:将自发光层配方中各组分混合均匀,形成自发光层浆料;随后将自发光层浆料涂覆在成型的装饰片本体上,涂覆厚度为1-4mm;
S4:将S3中涂覆有自发光层浆料的装饰片本体连同成型模具放入到荧光粉颗粒涂抹设备上进行自发光层的加固;
S5:对S4中经过荧光粉颗粒涂抹设备的装饰片本体连同成型模具在105-150℃下加热干燥固化脱模,形成自发光柔性装饰片。
优选的,荧光粉颗粒涂抹设备包含有底板、承载板以及顶板,承载板安装在底板的上方,顶板可升降的安装在承载板的上方,顶板的底部四角与承载板的顶部四角之间均竖直安装有第二电动伸缩柱;
顶板的顶部安装有用于存放荧光粉颗粒的储存箱,顶板的底部在储存箱的下方安装有安装框架,安装框架的内部与顶板贯通设置,且安装框架的内部顶端安装有筛板,且安装框架的内部两端在筛板的下方均滑动安装有封堵板,封堵板的顶部与筛板抵接;顶板的底部两侧均连接有滑轨,滑轨上滑动安装有电动滑块,电动滑块的底部竖直安装有第一电动伸缩柱,第一电动伸缩柱底部的伸缩端连接有支架,两侧支架转动安装有滚筒,顶板的底部一端安装有第一震动泵,底部另一端竖直安装有推杆,承载板的顶部在推杆正下方安装有启停开关;
承载板的顶部中端设置有凹槽,凹槽的两侧顶部均水平安装有第三电动伸缩柱,第三电动伸缩柱远离凹槽侧壁的一端连接有推板,推板的顶部高于凹槽的顶部,且推板朝向第三电动伸缩柱的一侧安装有第二震动泵;顶板和承载板之间水平安装有传送带,传送带从凹槽中穿过,且推板的底部与传送带顶部平齐,传送带的两侧端部均安装有用于支撑的支撑杆。
本发明的有益效果:
1、通过该发明中配方制作出来的装饰片具有自发光的性能,在夜晚或者光线较弱的情况下能通过自身内部的荧光粉颗粒发出照明光线,既能美化建筑物的外观,又能起到照明的作用,能让行人或者过往的车辆看到建筑物的位置,可以及时的进行避让,避免发生碰撞。同时能起到辅助照明的作用,能为建筑周围的道路起到照明的功能,减少路灯开启的数量,进而节省能源的消耗。利用荧光粉颗粒白天吸收光线在夜晚进行发光,环保无污染。
2、通过在柔性片制作过程中使用荧光粉颗粒涂抹设备,使得柔性片外部的荧光粉颗粒层涂抹更加均匀高效,不易出现遗漏的位置。涂抹后的荧光粉颗粒不易掉落,使用的成本低,能耗小。且能在涂抹过程中不影响下方自发光层,使其在制作中更加安全,不会发生破损。同时使得内部各种物料堆积更加紧实,不易存在较大的缝隙,柔性片的品质得到提高。
附图说明
为了便于本领域技术人员理解,下面结合附图对本发明作进一步的说明。
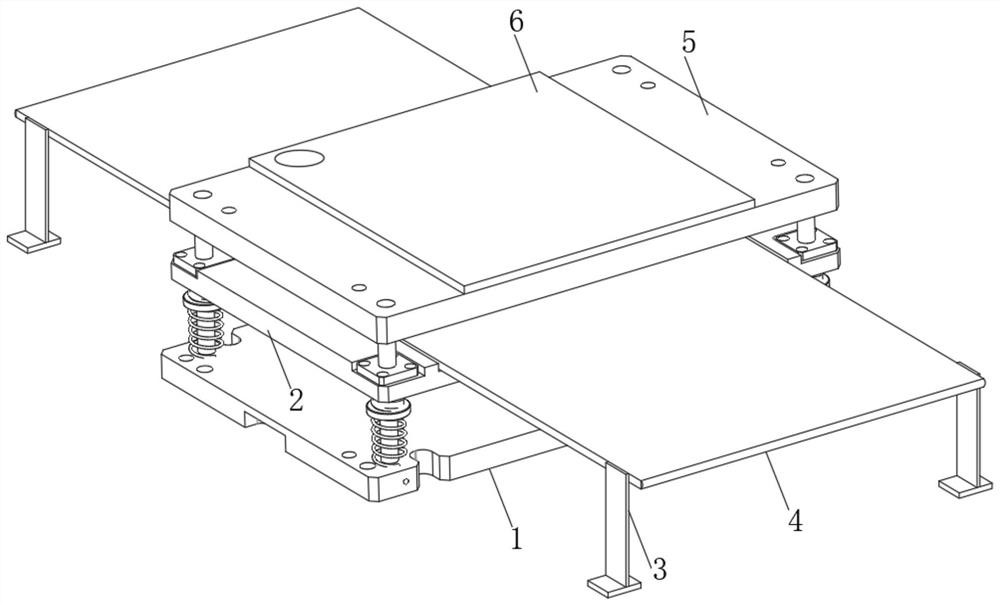
图1为本发明整体结构示意图。
图2为本发明顶板与承载板安装结构示意图。
图3为本发明图2中A处细节放大结构示意图。
图4为本发明顶板底部结构示意图。
图中:1、底板;2、承载板;3、支撑杆;4、传送带;5、顶板;6、储存箱;7、第一震动泵;8、第一电动伸缩柱;9、滚筒;10、安装框架;11、启停开关;12、推杆;13、第二电动伸缩柱;14、第三电动伸缩柱;15、推板;16、第二震动泵;17、封堵板;18、筛板;19、滑轨;20、电动滑块。
具体实施方式
下面将结合实施例对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
请参阅图1-4所示,一种自发光柔性装饰片,包括装饰片本体和其上部涂覆的自发光层;
所述装饰片本体包括质量百分比如下的组分:无机矿物填料28-45%,丙烯酸乳液8-23%,颜料0.5-4%,水1-12%,保水剂0-2.3%和石英砂38-48%;
所述自发光层包括重量份如下的组分:长石25-35份,石英砂8-13份,氧化铝5-7份,白云石15-25份,硅灰石7-15份,建筑涂料乳液4-8份和荧光粉颗粒18-30份;
建筑涂料乳液包括聚乙烯醇乳液,聚醋酸乙烯乳液,过氯乙烯乳液,氯磺化聚乙烯乳液,丙烯酸酯乳液,苯丙乳液,乙丙乳液,氯偏乳液。
一种自发光柔性装饰片的制造方法,包括如下步骤:
S1:将装饰片本体配方中各组分按比例混合均匀,形成混合浆料;将装饰片本体浆料喷涂在成型模具表面,涂覆厚度为2.5-6.5mm;
S2:将喷涂有装饰片本体浆料的成型模具放在120-145℃下加热干燥,形成装饰片本体;
S3:将自发光层配方中各组分混合均匀,形成自发光层浆料;随后将自发光层浆料涂覆在成型的装饰片本体上,涂覆厚度为1-4mm;
S4:将S3中涂覆有自发光层浆料的装饰片本体连同成型模具放入到荧光粉颗粒涂抹设备上进行自发光层的加固;
S5:对S4中经过荧光粉颗粒涂抹设备的装饰片本体连同成型模具在105-150℃下加热干燥固化脱模,形成自发光柔性装饰片。
作为本发明的一种技术优化方案,荧光粉颗粒涂抹设备包含有底板1、承载板2以及顶板5,承载板2安装在底板1的上方,顶板5可升降的安装在承载板2的上方,顶板5的底部四角与承载板2的顶部四角之间均竖直安装有第二电动伸缩柱13;
顶板5的顶部安装有用于存放荧光粉颗粒的储存箱6,顶板5的底部在储存箱6的下方安装有安装框架10,安装框架10的内部与顶板5贯通设置,且安装框架10的内部顶端安装有筛板18,且安装框架10的内部两端在筛板18的下方均滑动安装有封堵板17,封堵板17的顶部与筛板18抵接;顶板5的底部两侧均连接有滑轨19,滑轨19上滑动安装有电动滑块20,电动滑块20的底部竖直安装有第一电动伸缩柱8,第一电动伸缩柱8底部的伸缩端连接有支架,两侧支架转动安装有滚筒9,顶板5的底部一端安装有第一震动泵7,底部另一端竖直安装有推杆12,承载板2的顶部在推杆12正下方安装有启停开关11;
承载板2的顶部中端设置有凹槽,凹槽的两侧顶部均水平安装有第三电动伸缩柱14,第三电动伸缩柱14远离凹槽侧壁的一端连接有推板15,推板15的顶部高于凹槽的顶部,且推板15朝向第三电动伸缩柱14的一侧安装有第二震动泵16;顶板5和承载板2之间水平安装有传送带4,传送带4从凹槽中穿过,且推板15的底部与传送带4顶部平齐,传送带4的两侧端部均安装有用于支撑的支撑杆3。
荧光粉颗粒涂抹设备使用时,将涂覆有自发光层浆料的装饰片本体连同成型模具放入到传送带4的上部,传送带4带动成型模具移动到安装框架10的正下方停止运行。随后第二电动伸缩柱13收缩向下移动,推杆12随之一起向下移动,直至推杆12的底部与启停开关11抵接,启停开关11控制第三电动伸缩柱14的伸缩端进行伸长,两侧的第三电动伸缩柱14从成型模具的两侧进行夹取固定,使得成型模具从传送带4上脱离。第二震动泵16和第一震动泵7启动运行,第一震动泵7对顶板5产生震动,使得储存箱6内部的荧光粉颗粒受到震动力后从筛板18中脱落飘落在下方的柔性片上。第二震动泵16对成型模具产生震动力,柔性片受到震动力后内部的各种物料之间堆积的更加紧实,同时使得上方飘落的荧光粉颗粒能充分的与自发光层浆料接触,经过后续的干燥后,荧光粉颗粒不会掉落,能使得荧光粉颗粒与自发光层浆料连接更加结实。使得自发光层浆料的内部不仅含有荧光粉颗粒,外部同时涂抹有荧光粉颗粒层,自放光的效果更好。
荧光粉颗粒喷洒结束后,第二震动泵16和第一震动泵7停止运行,第一电动伸缩柱8带动滚筒9向下移动,直至滚筒9与荧光粉颗粒层接触,电动滑块20带动滚筒9沿着滑轨19在顶板5的底部移动,进而使得滚筒9能对荧光粉颗粒进行按压,荧光粉颗粒能充分的与自发光层浆料接触,荧光粉颗粒与自发光层浆料之间连接更加牢固,使用和运输中安全性能更好。一个成型模具中的柔性片加工完成后,顶板5向上移动,推杆12与启停开关11脱离,第三电动伸缩柱14收缩,使得成型模具落在传送带4上运输离开顶板5的下方。
实施例一:装饰片本体选取质量百分比如下的组分:无机矿物填料35%,丙烯酸乳液20%,颜料2%,水2%,保水剂1.5%和石英砂40%;
自发光层选取重量份如下的组分:长石28份,石英砂9份,氧化铝5.5份,白云石20份,硅灰石11份,聚醋酸乙烯乳液5份和荧光粉颗粒25份。
将选取的材料按照上述的步骤进行加工得到成品的自发光柔性片。
以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
- 一种自发光柔性装饰片及其制造方法
- 一种耐磨柔性装饰片及其制造方法