立库板条堆栈装置及其控制方法
文献发布时间:2023-06-19 11:34:14
技术领域
本发明属于板条缓存库领域,具体地说是一种缓存板材和条材的立库板条堆栈装置及其控制方法。
背景技术
自动化的生产装配线是现代生产的大趋势,而零部件或半成品的缓存库则是自动化生产装配线不可缺少的一部分,在生产装配过程中起着调节生产节拍,提高生产设备利用率的作用。
发明内容
本发明的目的在于提供一种立库板条堆栈装置及其控制方法。
本发明的目的是通过以下技术方案来实现的:
本发明的立库板条堆栈装置包括堆栈框架本体、板条库框架、同步轴、减速机A、伺服电机、推料机构框架本体、变频电机、减速机B、推料杆底板、升降气缸及推料杆,其中板条库框架的一侧与堆栈框架本体滑动连接,另一侧由上至下设有多个库位,所述伺服电机的输出端与减速机A的输入端连接,该减速机A的输出端连接有同步轴,所述同步轴通过同步带传动机构A与板条库框架相连,由所述伺服电机驱动板条库框架升降;所述推料机构框架本体朝向位于板条库框架另一侧设置,所述推料杆底板与推料机构框架本体的顶部滑动连接,该推料机构框架本体上分别安装有变频电机及减速机B,所述变频电机的输出端与减速机B的输入端连接,该减速机B的输出端通过同步带传动机构B与所述推料杆底板相连,由变频电机驱动推料杆底板在所述推料机构框架本体顶部往复滑动;所述推料杆铰接于推料杆底板上,所述升降气缸的一端铰接于推料杆底板上,另一端与所述推料杆的一侧铰接,该推料杆的另一侧用于推动板条进出库。
其中:所述同步带传动机构A包括同步带轮A、同步带轮B、同步带A及同步带卡A,所述同步轴由轴承座支撑,该同步轴上连接有随同步轴共同旋转的同步带轮A,所述堆栈框架本体的顶部转动安装有同步带轮B,该同步带轮B通过所述同步带A与同步带轮A相连,所述同步带A上设有与板条库框架连接的同步带卡A。
所述堆栈框架本体上安装有直线导轨A,所述板条库框架通过导轨滑块A与该直线导轨A滑动连接,沿所述直线导轨A升降。
所述同步带传动机构B包括同步带轮C、同步带B及同步带卡B,所述推料机构框架本体长度方向的两侧均设有同步带轮C,其中一侧的同步带轮C连接于所述减速机B的输出端,另一侧的同步带轮C转动安装于推料机构框架本体上,并通过所述同步带B与一侧的同步带轮C相连,所述同步带B上设有与推料杆底板连接的同步带卡B。
所述推料机构框架本体的顶部沿长度方向设有直线导轨B,所述推料杆底板通过导轨滑块B与直线导轨B滑动连接,沿直线导轨B往复滑动。
所述推料杆呈“V”字形,该“V”字形的一条边长度短于另一条边的长度,所述“V”字形两条边的连接处通过推料杆铰支轴与推料杆底板的上表面铰接,长度短的另一条边与所述升降气缸的另一端铰接。
所述伺服电机上设有控制其驱动的伺服驱动器,所述变频电机上设有变频器,所述升降气缸上设有电磁阀及气源。
所述板条库框架另一侧的各库位分别安装有检测库位是否有料的光电检测开关。
所述推料机构框架本体上沿长度方向设置有多个控制推料杆停止位置的检测开关。
本发明立库板条堆栈装置的控制方法为:
进库时,向所述板条库框架上的库位发出入库请求,该库位处于无料状态,则接受入库请求,板条库框架在伺服电机的驱动下,升降到指定库位的位置上,并发出库位就绪的信号;所述推料杆通过变频电机驱动移动到最右端,到达停止位并停止后,推料杆在升降气缸的驱动下落下,再在变频电机的驱动下向左移动,同时推动板材入库;当该库位左端的光电检测开关检测到板材的时候,停止变频电机,然后变频电机驱动所述推料杆回到中间停止位,并由升降气缸将推料杆抬起;
出库时,待出库的库位处于有料状态,则接受出库请求,所述板条库框架在伺服电机的驱动下,升降到指定的出库库位,并发出库位就绪的信号;所述推料杆在升降气缸的驱动下落下,变频电机启动、驱动推料杆向左移动,将板材由库位推出、送到下一工位上,并发出出料信号,下一工位起动,将板材接走;所述推料杆在变频电机的驱动下到达最左端停止位,升降气缸工作抬起推料杆,再由所述变频电机驱动返回到中间停止位,完成出库任务。
本发明的优点与积极效果为:
1.本发明结构新颖,构造简单,由于采用简单的电、气配合,可在10秒内完成板材或条材的入库、出库工作。
2.本发明除机械结构外,还包括完善的电气控制,保证整个电气配线制做过程可靠高效。
附图说明
图1为本发明立库板条堆栈装置的结构主视图;
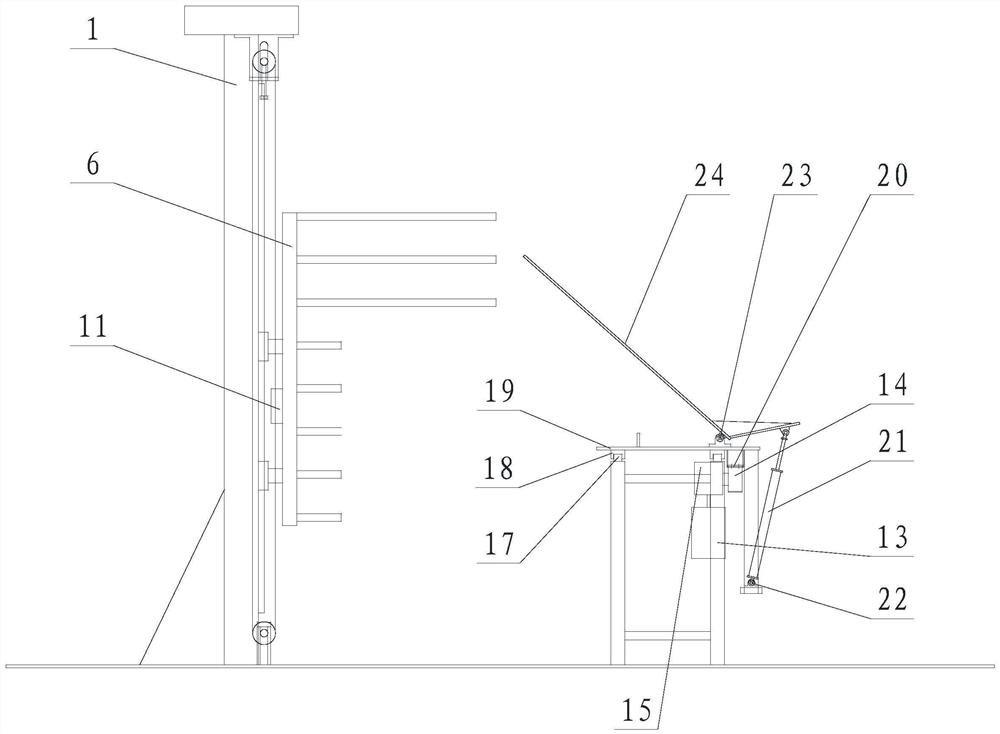
图2为本发明立库板条堆栈装置的结构左视图;
图3为本发明的控制流程图;
其中:1为堆栈框架本体,2为直线导轨A,3为导轨滑块A,4为同步带轮A,5为同步带A,6为板条库框架,7为轴承座,8为同步轴,9为减速机A,10为伺服电机,11为同步带卡A,12为推料机构框架本体,13为变频电机,14为同步带轮C,15为减速机B,16为同步带B,17为直线导轨B,18为导轨滑块B,19为推料杆底板,20为同步带卡B,21为升降气缸,22为气缸铰支轴,23为推料杆铰支轴,24为推料杆,25为同步带轮B,26为检测开关。
具体实施方式
下面结合附图对本发明作进一步详述。
如图1、图2所示,本发明的立库板条堆栈装置包括堆栈框架本体1、板条库框架6、同步轴8、减速机A9、伺服电机10、推料机构框架本体12、变频电机13、减速机B15、推料杆底板19、升降气缸21及推料杆24,其中堆栈框架本体1上安装的直线导轨A2,直线导轨A2竖直地安装在堆栈框架本体1上,左右各一条;四个导轨滑块A3分别安装在两条直线导轨A2上、每条各两个,可沿着直线导轨A2上下滑动。板条库框架6是通过焊接方式结成一体的框架结构,一侧与堆栈框架本体1通过导轨滑块A3滑动连接,另一侧由上至下设有多个库位;本实施例为七个库位。
六个轴承座7呈一直线固定在堆栈框架本体1的底部,用于支撑同步轴8,该同步轴8与六个轴承座7同心安装,可实现旋转运动。伺服电机10的输出端通过联轴器与减速机A9的输入端连接,传递伺服电机的旋转运动,该减速机A9的输出端与同步轴8的一端通过花键连接,实现同步旋转。同步轴8通过同步带传动机构A与板条库框架6相连,由伺服电机10驱动板条库框架6升降。本发明的同步带传动机构A为结构相同的左右两个,每个同步带传动机构A均包括同步带轮A4、同步带轮B25、同步带A5及同步带卡A11,同步轴8由轴承座7支撑,该同步轴8的两端各连接有一个同步带轮A4,这两个同步带轮4与同步轴8通过键连接在一起,实现同步旋转;堆栈框架本体1的顶部左右两侧各转动安装有一个同步带轮B25,每侧的同步带轮B25均通过一条同步带A5与同侧的同步带轮A4相连,每条同步带A5上均设有与板条库框架6连接的同步带卡A11,两个同步带卡A11与板条库框架6的两侧通过螺栓连接在一起,使得板条库框架6在伺服电机10的旋转带动下,随着同步带A5沿着直线导轨A2作垂直运动。
推料机构框架本体12朝向位于板条库框架6另一侧设置,减速机B15和变频电机13为同轴一体安装在推料机构框架本体12上。两根直线导轨B17相互平行地水平安装在推料机构框架本体12的顶部水平面上,每根直线导轨B17上均安装有导轨滑块B18,可沿着直线导轨B17水平移动。推料杆底板19通过螺栓安装在导轨滑块B18上,可整体沿直线导轨B17水平移动。变频电机13的输出端与减速机B15的输入端连接,该减速机B15的输出端通过同步带传动机构B与推料杆底板19相连。本发明的同步带传动机构B包括同步带轮C14、同步带B16及同步带卡B20,推料机构框架本体12长度方向的两侧均设有同步带轮C14,两个同步带轮C14水平安装;其中一侧的同步带轮C14连接于减速机B15的输出端,另一侧的同步带轮C14转动安装于推料机构框架本体12上,并通过同步带B16与一侧的同步带轮C14相连,同步带B16上设有与推料杆底板19通过螺栓连接的同步带卡B20,使得推料杆底板19与同步带B16一起水平移动。推料杆底板19的下部安装有气缸铰支轴22,升降气缸21的一端同轴安装在气缸铰支轴22上,可沿着气缸铰支轴旋转;推料杆24铰接于推料杆底板19上,升降气缸21的另一端与推料杆24的一侧铰接,该推料杆24的另一侧用于推动板条进出库。随着升降气缸21的伸出和缩回,推料杆24可旋转至水平位置和倾斜位置。板条堆栈与进出库的推料装置在长度方向上水平安装,同时保证进出库的推料杆在水平位时,保证能将料推送入库。
本发明的推料杆24呈“V”字形,该“V”字形的一条边长度短于另一条边的长度,“V”字形两条边的连接处通过推料杆铰支轴23与推料杆底板19的上表面铰接,长度短的另一条边与升降气缸21的另一端铰接。
本发明的装置通过控制装置实现自动控制。本实施例以自动控制为例。为了板条堆栈出入库的自动控制,本发明的装置还包括以下控制装置:用于控制伺服电机10的伺服驱动器;用于控制升降汽缸21的电磁阀和气源;用于控制变频电机13的变频器;用于检测各库位是否有料的光电检测开关。在推料机构框架本体12沿长度方向分别设置三个检测开关,用于控制推料杆24的停止位置,三个开关分别位于框架的左、中、右侧。
本实施例采用西门子PLC-300控制器做主控制部件,配套一台伺服驱动器用以驱动伺服电机10,伺服电机10配有增量编码器,用于实现伺服的位置控制。本实施例的板条库框架6共设有七个库位,在每个库位的左侧安装有光电检测开关,用于检测该库位是否有料。
如图3所示,本发明立库板条堆栈装置的出入库控制方法为:
开始,启动自检程序,参数、机构初始化;参数包括各个库位位置的设定值,由上至下共七个库位分别为0mm,150mm,300mm,450mm,600mm,750mm及900mm。库位升降速度为100mm/s;推料杆24停在中间位置,且处于倾斜抬起的状态。伺服驱动器完成回零操作。
进库时,向板条库框架6上的库位发出入库请求,该库位处于无料状态,则接受入库请求,板条库框架6在伺服电机10的驱动下,升降到指定库位的位置上,并发出库位就绪的信号;推料杆24通过变频电机13驱动移动到最右端,到达停止位并停止后,推料杆24在升降气缸21的驱动下落下,再在变频电机13的驱动下向左移动,同时推动板材入库;当该库位左端的光电检测开关检测到板材的时候,停止变频电机13,然后变频电机13驱动推料杆24回到中间停止位,并由升降气缸21将推料杆24抬起。
出库时,待出库的库位处于有料状态,则接受出库请求,板条库框架6在伺服电机10的驱动下,升降到指定的出库库位,并发出库位就绪的信号;推料杆24在升降气缸21的驱动下落下,变频电机13启动、驱动推料杆24向左移动,将板材由库位推出、送到下一工位上,并发出出料信号,下一工位起动,将板材接走;推料杆24在变频电机13的驱动下到达最左端停止位,升降气缸21工作抬起推料杆24,再由变频电机13驱动返回到中间停止位,完成出库任务。
实施例
本实施例以石英板板材入库和下挂窄条出库为例,由上游辊道传送过来的板材长2400mm、宽600mm,到达上游停止位,发出入库请求,入库库位号为1,如果1号库位通过光电检测开关判断处于无料状态,则接受入库请求,板条库框架6在伺服电机10的驱动下,升降到指定库位(即0mm)的位置上,并向上位机发出库位就绪的信号;推料杆24通过变频电机13驱动移动到最右端,到达停止位并停止后,推料杆24由升降气缸21驱动落下,再在变频电机13的驱动下,向左移动,同时推动板材入库;当该库位左端的光电检测开关检测到板材的时候,停止变频电机13;然后,变频电机返回,回到中间停止位,并由升降气缸21将推料杆24抬起。
如果下游有出料请求,要求出45mm宽、长度为2400mm的条材,库位号为4,如果4号库位通过光电检测开关判断处于有料状态,则接受出库请求;板条库框架6在伺服电机10的驱动下,升降到指定的出库库位4,高度为450mm,并向上位机发出库位就绪的信号;推料杆24在升降气缸21的驱动下落下,变频电机13启动向左移动,将料推送到下游辊道上,并发出出料信号,下游辊道起动,将料接走,推料杆24到达最左端停止位,由升降气缸21抬起推料杆24,返回到中间停止位,完成出库任务。
- 立库板条堆栈装置及其控制方法
- 立库板条堆栈装置