自动小料裁切、贴附、自动贴条形码机构
文献发布时间:2023-06-19 11:34:14
技术领域
本发明属于光伏组件技术领域,具体涉及自动小料裁切、贴附、自动贴条形码机构。
背景技术
目前市场上还没有专门的设备或机构在光伏组件流水线撕,贴条形码生产工序中的应用,仍是以原始的人工贴条形码、小料,且人工贴条形码、小料,耗费的工时比较长,条形码的贴附位置偏差较大,影响组件的整体美观,贴条码,小料工序是简单的重复的机械的劳动会消耗劳动者的工作热情,难以体现劳动者的实际价值,急需省人化机构或设备替代人工,因此,我们提出自动小料裁切、贴附、自动贴条形码机构。
发明内容
本发明的目的在于提供自动小料裁切、贴附、自动贴条形码机构,以解决上述背景技术中提出现有技术中耗费的工时比较长,条形码的贴附位置偏差较大,影响组件的整体美观,贴条码的问题。
为实现上述目的,本发明采用了如下技术方案:
自动小料裁切、贴附、自动贴条形码机构,包括机架,所述机架上设置有规正机构,所述机架的上端一侧设置有自动贴条形码机构,且所述自动贴条形码机构位于规正机构的上方,所述自动贴条形码机构的一侧固定连接有支撑板,且所述支撑板的远离自动贴条形码机构的一端设置有整形贴小料机构;
所述规正机构包括前阻挡辊、后伸缩规正辊以及位于左右两侧的规正单轮,所述前阻挡辊固定安装于机架的侧壁上,所述后伸缩规正辊包括第一伸缩气缸以及安装于第一伸缩气缸活塞杆端的第一滚柱,所述机架的上端对称设置有两组第二伸缩气缸,位于左右两侧的所述规正单轮分别安装于第二伸缩气缸活塞杆的一端,且位于左右两侧的所述规正单轮对称设置;
所述自动贴条形码机构包括固定座、伺服升降组件以及两组对称设置的条形码吸贴组件,所述伺服升降组件的一侧固定安装有气缸,所述气缸活塞杆的一端固定安装有固定板,所述固定板上等距阵列设置有真空吸盘,所述固定板的一侧设置有相机机构。
优选的,所述整形贴小料机构包括升降机构、第一汇流条整形机构、第二汇流条整形机构以及工位切换装置,所述升降机构固定安装于支撑板上,所述第一汇流条整形机构固定安装于升降机构的下端,且所述第二汇流条整形机构设置位于升降机构的升降平台一侧。
优选的,所述整形贴小料机构一侧设置有用于将小料冲孔裁切为成品并且将其送入整形贴小料机构的冲孔裁切送料机构。
优选的,所述冲孔裁切送料机构包括固定板、成品小料取料送料机构、裁切机、冲孔机和送料盘,所述成品小料取料送料机构、裁切机、冲孔机和送料盘均固定安装于安装板的上端,且所述裁切机、冲孔机位于成品小料取料送料机构与送料盘之间。
优选的,所述成品小料取料送料机构包括第一伺服气缸和推板,所述推板固定安装于第一伺服气缸活塞杆的一端。
优选的,所述第二汇流条整形机构包括支撑框架、第二伺服气缸和位置校正挡块,所述位置校正挡块安装于第二伺服气缸活塞杆的一端,且所述第二伺服气缸、位置校正挡块和工位切换装置均位于支撑框架的内部,所述支撑框架的内部设置有负压吸盘。
优选的,所述条形码吸贴组件包括第一条形码吸贴机构和第二条形码吸贴机构,所述第一条形码吸贴机构包括第一旋转气缸和第二旋转气缸,所述第二条形码吸贴机构包括第三旋转气缸和滑台气缸。
本发明的技术效果和优点:本发明提出的自动小料裁切、贴附、自动贴条形码机构,与现有技术相比,具有以下优点:
1、本发明通过集成冲孔裁切送料机构,此机构能完全替代原先的小料裁切机,且跟小料裁切机相比增加了自动成品小料送料功能,节省人力,降低成本,使用调整方便,兼容性高;
2、本发明通过将原有人工贴条码和小料改为自动贴条码和小料,并附加相机识别功能,一定程度上保证了贴附条码后,条码贴附的可靠性准确性。
附图说明
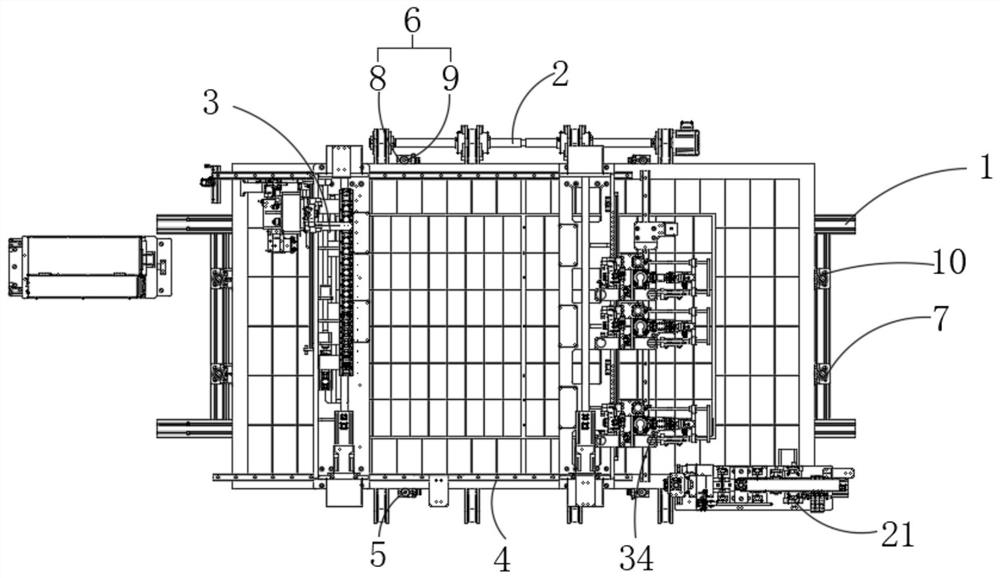
图1为本发明的结构示意图;
图2为本发明整形贴小料机构的结构示意图;
图3为本发明冲孔裁切送料机构的结构示意图;
图4为本发明自动贴条形码机构的结构示意图;
图5为本发明条形码吸贴组件的结构示意图。
图中:1、机架;2、规正机构;3、自动贴条形码机构;4、支撑板;5、前阻挡辊;6、后伸缩规正辊;7、规正单轮;8、第一伸缩气缸;9、第一滚柱;10、第二伸缩气缸;11、固定座;12、伺服升降组件;13、条形码吸贴组件;14、气缸;15、固定板;16、真空吸盘;17、第一汇流条整形机构;18、第二汇流条整形机构;19、工位切换装置;20、升降机构;21、冲孔裁切送料机构;22、成品小料取料送料机构;23、裁切机;24、冲孔机;25、送料盘;26、安装板;27、第一伺服气缸;28、推板;29、第二伺服气缸;30、位置校正挡块;31、支撑框架;32、负压吸盘;33、相机机构;34、整形贴小料机构;35、第一条形码吸贴机构;36、第二条形码吸贴机构;37、第一旋转气缸;38、第二旋转气缸;39、第三旋转气缸;40、滑台气缸。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
本发明提供了如图1-4所示的
自动小料裁切、贴附、自动贴条形码机构,包括机架1,其特征在于:机架1上设置有规正机构2,机架1的上端一侧设置有自动贴条形码机构3,且自动贴条形码机构3位于规正机构2的上方,自动贴条形码机构3的一侧固定连接有支撑板4,且支撑板4的远离自动贴条形码机构3的一端设置有整形贴小料机构34;
规正机构2包括前阻挡辊5、后伸缩规正辊6以及位于左右两侧的规正单轮7,前阻挡辊5固定安装于机架1的侧壁上,后伸缩规正辊6包括第一伸缩气缸8以及安装于第一伸缩气缸8活塞杆端的第一滚柱9,机架1的上端对称设置有两组第二伸缩气缸10,位于左右两侧的规正单轮7分别安装于第二伸缩气缸10活塞杆的一端,且位于左右两侧的规正单轮7对称设置;
自动贴条形码机构3包括固定座11、伺服升降组件12以及两组对称设置的条形码吸贴组件13,伺服升降组件12的一侧固定安装有气缸14,气缸14活塞杆的一端固定安装有固定板15,固定板15上等距阵列设置有真空吸盘16,固定板15的一侧设置有相机机构33;
条形码吸贴组件13包括第一条形码吸贴机构35和第二条形码吸贴机构36,第一条形码吸贴机构35包括第一旋转气缸37和第二旋转气缸38,第二条形码吸贴机构36包括第三旋转气缸39和滑台气缸40;
条形码吸贴组件13在实际使用时,打印机一次打印两份相同的条形码,先由相机机构33识别,经识别相同时再分别由第一条形码吸贴机构35和第二条形码吸贴机构36吸取,吸取后第一条形码吸贴机构35中第一旋转气缸37旋转180°,再由第二旋转气缸38旋转90°,条形码机构定位至第一条形码吸贴机构35下方,伺服升降组件12上升贴第一条形码吸贴机构35条形码,贴完条形码,第一条形码吸贴机构35返回复位,第二条形码吸贴机构36的第三旋转气缸39旋转180°,伺服升降组件12定位至第二条形码吸贴机构36待贴位,气缸14下降吸电池片,吸完电池片气缸14再上升,滑台气缸40伸出,贴第二条形码吸贴机构36的条形码,贴完条形码,滑台气缸40缩回,气缸14下降,破真空,第二条形码吸贴机构36复位;
整形贴小料机构34包括升降机构20、第一汇流条整形机构17、第二汇流条整形机构18以及工位切换装置19,升降机构20固定安装于支撑板4上,第一汇流条整形机构17固定安装于升降机构20的下端,且第二汇流条整形机构18设置位于升降机构20的升降平台一侧,整形贴小料机构34一侧设置有用于将小料冲孔裁切为成品并且将其送入整形贴小料机构34的冲孔裁切送料机构21,第二汇流条整形机构18包括支撑框架31、第二伺服气缸29和位置校正挡块30,位置校正挡块30安装于第二伺服气缸29活塞杆的一端,且第二伺服气缸29、位置校正挡块30和工位切换装置19均位于支撑框架31的内部,支撑框架31的内部设置有负压吸盘32;
通过集成冲孔裁切送料机构21,此机构能完全替代原先的小料裁切机,且跟小料裁切机相比增加了自动成品小料送料功能,节省人力,降低成本,使用调整方便,兼容性高;
冲孔裁切送料机构21包括安装板26、成品小料取料送料机构22、裁切机23、冲孔机24和送料盘25,成品小料取料送料机构22、裁切机23、冲孔机24和送料盘25均固定安装于安装板26的上端,且裁切机23、冲孔机24位于成品小料取料送料机构22与送料盘25之间,成品小料取料送料机构22包括第一伺服气缸27和推板28,推板28固定安装于第一伺服气缸27活塞杆的一端;
通过将原有人工贴条码和小料改为自动贴条码和小料,并附加相机识别功能,一定程度上保证了贴附条码后,条码贴附的可靠性准确性。
具体实施时
冲孔裁切送料机构:动力机构运行保证小料的自动送料,送料中在冲孔工位完成小料冲孔,在裁切工位完成小料的裁切,取料机构完成成品小料的吸取及送往小料的初始工位后,初始工位气缸伸出完成成品小料的定位;
整形贴小料机构:负压吸盘32定位至小料初始工位后下降吸取成品小料,然后定位置放小料工位,工位转换装置转换至第一汇流条整形机构18加上汇流条矫正气缸动作完成汇流条的工位定位,夹爪气缸上升小段距离完成汇流条的整形,整形后工位转换装置转换至第二汇流条整形机构18,负压吸盘32下降至汇流条上方,放小料,完成后第二汇流条整形机构18定位至汇流条位完成汇流条二次整形;
自动贴条形码机构:打印机一次打印两份相同的条形码,分别由工位1、2条形码吸料机构吸取再分别再相机部位识别条形码,经识别相同时,第一汇流条整形机构17条形码机构贴附条形码,第二汇流条整形机构18贴条码机构再贴附条码时,须先用真空吸盘16机构将工位处的电池片吸起,吸起后再由工位二贴条码机构贴条码。
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 自动小料裁切、贴附、自动贴条形码机构
- 自动小料裁切、贴附、自动贴条形码机构