一种手动组合夹紧装置
文献发布时间:2023-06-19 11:34:14
技术领域
本发明涉及机床夹具技术领域,具体为一种手动组合夹紧装置。
背景技术
采用绿色设计与制造是制造业实施可持续发展战略及解决环境污染问题的必由之路。在零部件进行加工前,需要对零部件进行固定。机床夹具是制造业中不可缺少的工艺装备,因此它必然要向绿色化方向发展。目前通常采用零部件来料特点,人工将代加工的零部件装夹到台虎钳或工装夹具上。从能源形式上看,手动夹紧装置可以说是绿色化程度最高的夹具。传统手动夹紧装置的一个致命缺点,就是由于受人手作用力的限制,夹紧力不大,极大限制了手动夹紧装置的应用范围。
发明内容
为了能克服现有技术中存在的问题,本发明的目的是提供一种手动组合夹紧装置,在该手动组合夹紧装置中,通过扳手拧动螺钉施加一个原始力,经过螺旋-斜楔-压板组合的三次增力后,即可得到很大的输出夹紧力,解决了手动夹紧装置夹紧力较小的问题,因此,在某些方面可以用该夹紧装置代替耗能较高的液压和气动夹紧装置。从发展趋势上看,这类夹紧装置符合绿色制造技术的发展要求。另一方面,只要更换合适的垫板,即可实现不同高度夹紧面工件的夹紧,满足柔性夹具的设计要求,具有广阔的发展前景。
本发明采用以下技术方案:一种手动组合夹紧装置,其特征在于:包括压板、球面垫圈、调节螺母、螺杆、锁紧螺母、转轮、销钉、垫片、压簧、螺杆锁紧螺母、斜楔、标准钢丝圈、支座、施力螺钉、紧固螺钉、垫板、导轨、第一沉头螺钉、第二沉头螺钉;所述垫板通过第二沉头螺钉连接设置于在夹具体上,所述导轨有两个,通过第一沉头螺钉连接设置于垫板上方两侧,形成导向槽;所述垫板上设有支座,所述支座与垫板通过紧固螺钉固定连接;所述施力螺钉垂直贯穿支座;所述施力螺钉顶部与斜楔通过标准钢丝圈连接,将斜楔固定于导轨形成的导向槽中;所述螺杆一端与螺杆锁紧螺母螺纹连接,并通过螺纹连接的方式固定于夹具体上;所述螺杆自下而上套设压簧、垫片、压板、球面垫圈、调节螺母和锁紧螺母,所述压板靠近斜楔的端部槽中通过销钉连接转轮;所述斜楔斜面设有沟槽,所述转轮底部置于斜楔沟槽中。
进一步的,所述施力螺钉和支座螺纹连接。
进一步的,所述调节螺母和螺杆螺纹连接。
进一步的,所述锁紧螺母和螺杆螺纹连接。
进一步的,所述压板远离斜楔的端部为向下凸出的圆弧面结构。
进一步的,所述压板中部设有长孔。
有益效果:与现有技术相比,本发明采用螺旋-斜楔-压板组合的三级增力的手动夹紧,能够得到较大的夹紧力。当工件夹紧面的高度尺寸发生改变时,只需更换垫板即可实现对工件的装夹,满足柔性夹具的设计要求,从而有效地减少夹紧装置的设计制造成本和生产准备周期。本装置操作方便、摩擦损失小、自锁性能好,夹紧力大,降低了工人的劳动强度,缩短了辅助时间,提高了生产效率,保证了加工质量。
附图说明
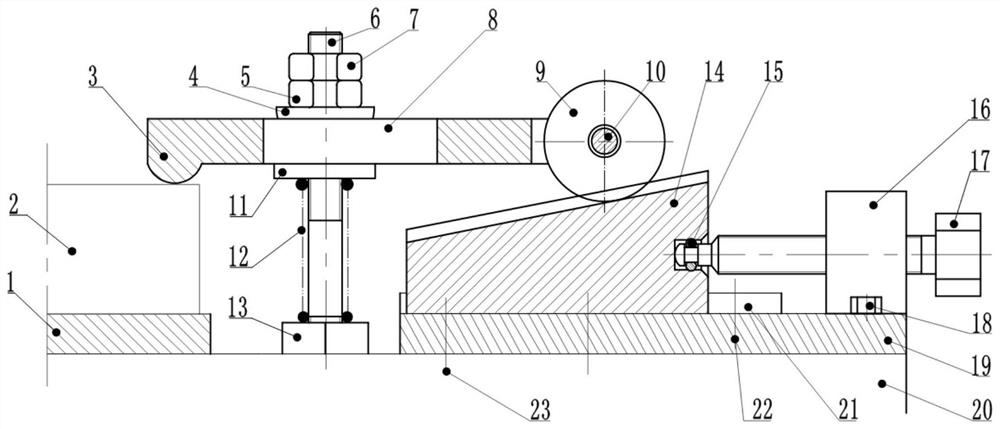
图1是本发明结构示意图。
图中:1、定位装置;2、工件;3、压板;4、球面垫圈;5、调节螺母;6、螺杆;7、锁紧螺母;8、长孔;9、转轮;10、销钉;11、垫片;12、压簧;13、螺杆锁紧螺母;14、斜楔;15、标准钢丝圈;16、支座;17、施力螺钉;18、紧固螺钉;19、垫板;20、夹具体;21、导轨;22、第一沉头螺钉;23、第二沉头螺钉。
具体实施方式
为了便于理解本发明,下面将参照附图对本发明进行更加全面的描述。本发明可以通过不同的形式来实现,并不限于文本所描述的实施例。相反的,提供实施例是为了使对本发明公开的内容更加透彻全面。
如附图所示,如附图所示,如附图所示,一种手动组合夹紧装置,包括压板3、球面垫圈4、调节螺母5、螺杆6、锁紧螺母7、转轮9、销钉10、垫片11、压簧12、螺杆锁紧螺母13、斜楔14、标准钢丝圈15、支座16、施力螺钉17、紧固螺钉18、垫板19、导轨21、第一沉头螺钉22、第二沉头螺钉23。
所述垫板通过第二沉头螺钉23连接设置于在夹具体20上,所述导轨21有两个,通过第一沉头螺钉22连接设置于垫板19上方两侧,形成导向槽;所述垫板19上设有支座16,所述支座16与垫板19通过紧固螺钉18固定连接;所述施力螺钉17采用螺纹连接的方式垂直贯穿支座16。
所述施力螺钉17顶部与斜楔14通过标准钢丝圈15连接,将斜楔14固定于导轨21形成的导向槽中。可保证斜楔14随着施力螺钉17的旋转只能左右移动而不会旋转。
所述螺杆6一端与螺杆锁紧螺母13螺纹连接,并通过螺纹连接的方式固定于夹具体20上;所述螺杆6自下而上套设压簧12、垫片11、压板3、球面垫圈4、调节螺母5和锁紧螺母7,所述调节螺母5、锁紧螺母7均和螺杆6螺纹连接。
所述压板3靠近斜楔14的端部槽中通过销钉10连接转轮9,使压板3与斜楔14之间产生滚动摩擦,减小了因滑动摩擦导致的大阻力,使手动操作更加轻便。所述斜楔14斜面设有沟槽,所述转轮9底部置于斜楔14沟槽中,可以避免压板3在夹紧工件2过程中的偏转,迫使压板3左端只能上下运动。压板3远离斜楔14的端部为向下凸出的圆弧面结构。压板3左端采用凸出的圆弧面结构以及配合使用球面垫圈4,可使同一批工件2在夹紧时,不会受到夹紧面高度尺寸误差的影响,保证工件2均都能得到有效的夹紧。所述压板3中部设有长孔8。压板3中部采用长孔8设计,可适应夹紧点位置的变化。使用导轨21设计,可保证斜楔14只能左右移动,避免移动过程中的偏转。
在操作时,首先将工件2在定位装置1上定位。通过扳手拧动施力螺钉17推动斜楔14沿着两个导轨21形成的导向槽向左移动,带动斜楔14斜面沟槽中的转轮9绕销钉10旋转,迫使压板3右端向上运动,同时压板3以其与螺杆6接触部位作为支点形成逆时针方向转动,使压板3左端向下夹紧工件2。当工件完成加工后,通过扳手反向拧动施力螺钉17带动斜楔14沿着两个导轨21形成的导向槽向右移动,转轮9因自重沿着斜楔14斜面沟槽向下运动,带动压板3右端向下运动,同时压板3以其与螺杆6接触部位作为支点形成顺时针方向转动,在压簧12的配合下,使压板3左端向上松开工件,即可实现工件的自由装卸。
当工件2夹紧面的高度尺寸发生改变时,需对螺杆6的旋入夹具体20的深度尺寸先行调整到适当位置后,采用螺杆锁紧螺母13锁紧;微调调节螺母5,使压板3夹紧工件2后基本处于水平位置后,采用锁紧螺母7锁紧。而当工件2夹紧面的高度尺寸发生较大的改变时,需更换不同长度尺寸的螺杆6和不同高度尺寸的垫板19,从而有效地减少夹具的设计制造成本和生产准备周期。
在上述实施例中可以实现全部功能,或根据需要实现部分功能。
另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合。为了避免不必要的重复,本发明对各种可能的组合方式不再另行说明。
- 一种手动组合夹紧装置
- 一种手动简易夹紧装置