马达激光打码机及其打码方法
文献发布时间:2023-06-19 11:34:14
技术领域
本发明涉及马达打码的领域,尤其涉及一种马达激光打码机及其打码方法。
背景技术
在生成制造过程中,对于马达产品通常需要进行标识打码,例如二维码打码,以便于对产品进行管理。马达产品一般为金属材质,为了保证标识的稳定性,通常使用激光打码工艺。而当前对马达进行打码的机器无法形成流水线型的操作,打码过程不够高效,并且对于马达的整个打码过程的管理不够完整。
发明内容
有鉴于此,本发明针对现有技术存在之缺失,其主要目的是提供一种马达激光打码机及其打码方法,以提高了马达打码的效率。
为实现上述目的,本发明采用如下之技术方案:
一种马达激光打码机,包括工作台,以及在所述工作台上设置的进料输送带、进料转移机构、第一扫码器、同步移料机构、激光打码器、第二扫码器、出料转移机构、合格品输送带以及不合格品输送带;
所述进料输送带用于传输马达;
所述进料转移机构包括进料移动组件、设置于所述进料移动组件上的进料旋转夹料气缸、以及连接所述进料旋转夹料气缸的进料夹爪;所述进料移动组件带动所述进料旋转夹料气缸和所述进料夹爪靠近或远离所述进料输送带,所述进料旋转夹料气缸用于驱动所述进料夹爪夹取以及翻转所述马达;
所述第一扫码器用于对翻转后的马达进行扫描,以判断马达是否需要打码;
所述同步移料机构包括横向排列的多个料座,横向滑动导轨以及设置在所述横向滑动导轨上的多个料夹,所述多个料夹用于夹取需要打码的马达在横向来回运动,以使得马达依次在所述多个料座上移动;
该激光打码器对应所述多个料座中的打码料座设置,用于对打码料座上需要打码的马达进行打码;
该第二扫码器用于对打码后的马达进行扫描,判断马达的打码是否符合标准;
该出料转移机构包括出料移动组件、设置于所述出料移动组件上的出料旋转夹料气缸、以及连接所述出料旋转夹料气缸的出料夹爪;所述出料移动组件带动所述出料旋转夹料气缸和所述出料夹爪靠近或远离所述合格品输送带或不合格品输送带,所述出料旋转夹料气缸用于驱动所述出料夹爪夹取以及翻转马达;
所述出料转移机构用于将打码符合标准的马达放置于合格品输送带,将打码不符合标准的马达放置于不合格品输送带。
作为一种优选方案:所述进料输送带包括两条并排设置的进料输送轨道,所述两条进料输送轨道之间设置有治具板,用于固定放置所述马达。
作为一种优选方案:所述进料移动组件包括固定设置在所述工作台上的支架、固定设置在所述支架上的纵向滑轨、滑动设置在所述纵向滑轨上的竖向滑轨、以及连接所述竖向滑轨的驱动电机模组;所述进料旋转夹料气缸滑动设置在所述竖向滑轨上。
作为一种优选方案:所述同步移料机构包括连接所述横向滑动导轨的竖向驱动气缸、设置在所述横向滑动导轨上滑板、连接所述滑板的横向驱动气缸、以及连接所述滑板的纵向驱动电机;所述横向驱动气缸用于驱动所述滑板在所述横向滑动导轨上运动,所述纵向驱动气缸用于驱动所述滑板及所述多个料夹同步纵向移动,所述竖向驱动气缸用于驱动所述横向滑动导轨在竖直方向上运动;所述料座的数量比所述料夹的数量多一个。
作为一种优选方案:所述横向滑动导轨的两端均设置有缓冲器。
作为一种优选方案:所述料座的数量为五个,由进料转移机构到出料转移机构的方向上,第一个料座、第二个料座和第五个料座上均设置有旋转驱动电机,所述旋转驱动电机用于驱动料座转动,以便于所述马达打码。
作为一种优选方案:所述料座包括两夹块、以及连接所述两夹块的夹块气缸,所述两夹块之间用于放置马达,所述两夹块之间还设置有马达感应器。
作为一种优选方案:马达激光打码机还包括设置在所述工作台上的纵向调焦导轨,以及连接所述激光打码器的纵向驱动模组,所述激光打码器设置在所述纵向调焦导轨上,所述纵向驱动模组驱动所述激光打码器靠近或远离所述料座。
作为一个优选方案:所述多个料夹用于夹取不需要打码的马达,并且所述多个料夹在横向来回运动,以使得马达依次在所述多个料座上移动;所述出料转移机构将所述料座上不需要打码的马达放置于不合格品输送带。
作为一个优选方案:所述不合格品输送带在运输方向上的前端设置有检测器,后端设置有感应器;所述检测器用于检测所述不合格品输送带上是否有物品,所述感应器用于感应所述不合格品输送带上的物品是否放满。
所述的马达激光打码机的马达打码方法,包括如下步骤:
所述进料输送带输送马达;
所述进料转移机构夹取所述进料输送带上的马达,并翻转至竖直状态;
所述第一扫码器对竖直状态的马达进行扫描,判断是否需要打码;
所述同步移料机构将需要打码的马达移动到打码料座;
所述激光打码器对所述打码料座上的马达进行打码;
所述第二扫码器对打码后的马达进行扫描,判断打码是否符合标准;
所述出料转移机构将符合标准的马达翻转并放置在合格品输送带上,将不符合标准的马达翻转并放置在不合格品输送带上。
本发明与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知,通过将进料输送带、进料转移机构、第一扫码器、同步移料机构、激光打码器、第二扫码器、出料转移机构、合格品传送带以及不合格品传送带集成于工作台上,形成针对马达的打码设备,由进料转移机构夹取进料输送带上的马达,并翻转至竖直状态;第一扫码器对竖直状态的马达进行扫描,判断是否需要打码;同步移料机构将需要打码的马达移动到打码料座;激光打码器对打码料座上的马达进行打码;第二扫码器对打码后的马达进行扫描,判断打码是否符合标准;出料转移机构将符合标准的马达翻转并放置在合格品输送带上,将不符合标准的马达翻转并放置在不合格品输送带上,该设备实现了马达打码的全自动化式操作,节省了大量的劳动力,提高了生产效率,同时,避免了人工操作的误差缺陷,提高了产品的合格率。
为更清楚地阐述本发明的结构特征和功效,下面结合附图与具体实施例来对其进行详细说明。
附图说明
图1为本发明之马达激光打码机第一视角立体示意图;
图2为本发明之马达激光打码机第二视角立体示意图;
图3为本发明之马达激光打码机第三视角立体示意图;
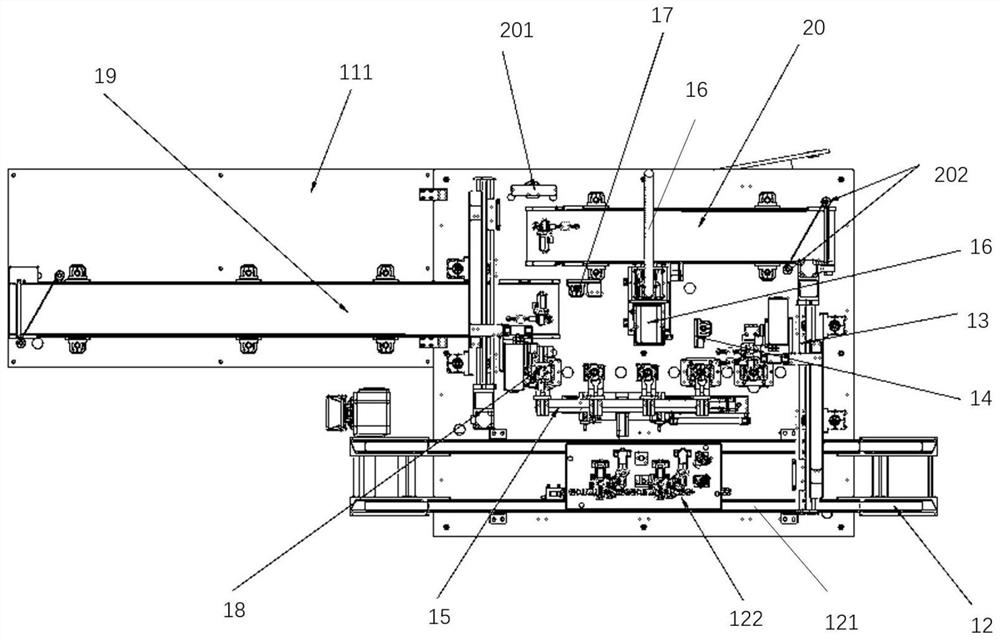
图4为本发明之马达激光打码机俯视结构示意图;
图5为本发明之马达激光打码机中进料移动机构的第一视角立体示意图;
图6为本发明之马达激光打码机中进料移动机构的第二视角立体示意图;
图7为本发明之马达激光打码机中同步移料机构的第一视角立体示意图;
图8为本发明之马达激光打码机中同步移料机构的第二视角立体示意图;
图9为本发明之马达激光打码机中料座的立体示意图。
附图标识说明:
100、马达激光打码机,11、工作台,111、操作台面;12、进料输送带,121、进料输送轨道,122、治具板;13、进料转移机构,131、进料转移组件,132、进料旋转夹料气缸,133、进料夹爪,1311、支架,1312、纵向滑轨,1313、竖向滑轨,1314、驱动电机模组;14、第一扫码器;15、同步移料机构,151、料座,152、横向滑动导轨,153、料夹,154、竖向驱动气缸,155、滑板,156、横向驱动气缸,157、纵向驱动气缸,158、旋转驱动电机,1511、夹块,1512、夹块气缸,1513、马达感应器,1521、缓冲器;16、激光打码器,161、纵向调焦导轨,162、纵向驱动模组;17、第二扫码器;18、出料转移机构,181、出料转移组件,182、出料旋转夹料气缸,183、出料夹爪;19、合格品输送带;20、不合格品输送带,201、检测器,202、感应器
具体实施方式
本发明如图1至图9所示,一种马达的激光打码机及其打码方法。激光打码机100包括工作台11、进料输送带12、进料转移机构13、第一扫码器14、同步移料机构15、激光打码器16、第二扫码器17、出料转移机构18、合格品输送带19以及不合格品输送带20。
工作台11用于安装上述机构。
进料输送带12用于传输马达200,作为整个激光打码机机100的进料机构。其包括两条并排设置的进料输送轨道121,以及设置在两条进料输送轨道121之间的治具板122。治具板122可以用来固定放置马达,使得马达在进料输送带12上位置稳定,方便后续机构的夹取;另外治具板122还可用来放置多种马达,以使得整个激光打码机能够适用于多种马达。
进料转移机构13包括进料转移组件131、进料旋转夹料气缸132、进料夹爪133。进料转移组件131可以带动整个进料转移机构13在工作台11上沿纵向和竖向移动,其中,横向为进料输送带12的输送方向,纵向为垂直于进料输送带12的方向,竖向则为垂直于工作台11的方向。
进料旋转夹料气缸132设置在进料移动组件131上,进料夹爪133连接于进料旋转夹料气缸132,进料移动组件131带动进料旋转夹料气缸132和进料夹爪133在纵向和竖向移动,以靠近进料输送带12夹取进料输送带上的马达200,或远离进料输送带12,将马达200转移到同步移料机构15上。
进料旋转夹料气缸132则驱动进料夹爪133夹合打开,以夹取或释放马达;并且还可驱动进料夹爪133转动,以将马达翻转至适合扫码的姿态。本实施例中将马达由纵向翻转至横向。
其中,进料移动组件131具体包括支架1311、纵向滑轨1312、竖向滑轨1313和驱动电机模组1314。支架1311固定在工作台11上,纵向滑轨1312和竖向滑轨1313中的一个固定设置在支架上,一个滑动设置在另一个上;本实施例中,纵向滑轨1312固定设置在支架1311上,竖向滑轨1313滑动设置在纵向滑轨1312上,驱动电机模组1314则设置在竖向滑轨上1313上,进料旋转夹料气缸132设置在竖向滑轨上。
驱动电机模组1314可带动竖向滑轨1313在纵向滑轨1312上滑动,即带动竖向滑轨1313上的进料旋转夹料气缸132及进料夹爪133纵向运动;还可带动进料旋转气缸132在竖向滑轨1313上滑动,即带动进料旋转夹料气缸132及进料夹爪133竖向运动,实现进料夹爪133靠近或远离进料输送轨道。
进料转移机构13夹取并翻转马达200后,可将其放置在同步移料机构15上,然后由第一扫码器14对其进行扫码,也可直接由第一扫码器14对进料转移机构13上的马达进行扫码后,再将其放置到同步移料机构15上。
第一扫码器14用于识别马达200,以判断该马达200是否需要打码,进一步的,还可以识别马达200的型号,以对不同马达进行不同的打码操作。第一扫码器14联动至后续的激光打码器16和出料转移机构18,若第一扫码器14识别出马达需要打码,则激光打码器16对其进行打码,且在打码符合标准时,出料转移机构18将打码后的马达放置于合格品输送带19上;若第一扫码器14识别出马达不需要打码,则激光打码器16不对其进行打码,且出料转移机构18将不需要打码的马达放置于不合格品输送带20上。
激光打码器16是用于对马达进行打码,可实现对不同马达进行不同的打码操作。第二扫码器17则是用来对打码后的马达进行扫码,判断打码是否符合标准。
因而在进料和出料之间有第一扫码器14、激光打码器16和第二扫码器17三个工位,为了实现流水性操作,提高工作效率,利用同步移料机构15实现流水作业。
同步移料机构15包括横向排列的多个料座151,横向为工位流水线方向。相应的第一扫码器14、激光打码器16和第二扫码器17也是横向排列,且对应不同料座151设置。
例如本实施例中有五个料座,第一扫码器14对应第二个料座151设置,激光打码器16对应第三个料座设置,第二扫码器17对应第四个料座设置。而进料转移机构13和出料转移机构18则分别对应第一个料座和第五个料座。
马达200为实现在料座151上的移动,对应还需设置多个料夹153,料夹153的数量比料座151的数量少一个,整套多个料夹153沿着横向的来回运动,可使得马达在多个料座151上移动。
同步移料机构15还包括横向滑动导轨152、竖向驱动气缸154、滑板155、横向驱动气缸156和纵向驱动气缸157。纵向驱动电机157连接滑板155,驱动滑板155及其上的多个料夹153同步纵向移动;滑板155设置在横向滑动导轨152上,横向驱动气缸156连接滑板155,驱动纵向驱动气缸157、滑板155及其上的多个料夹153在横向滑动导轨152上同步横向滑动,继而可实现料夹153在纵向和横向上的运动。进一步的,横向滑动导轨152上还设置有竖向驱动电机154,用于驱动横向滑动导轨152在竖直方向上的运动,即实现了料夹153在三个方向上的运动,以便于料夹153能够准确的将马达放置在料座151上。另外,还可在每个每个料夹153上设置气缸,可驱动料夹153相对滑板155在纵向上移动。
另外,在横向滑动轨道152的两端均设置有缓冲器1521,用于当滑板155在横向上的来回运动到端部时,对其运动进行缓冲。
本实施例中,在流水线方向上,第一个料座、第二个料座和第五个料座上均设置有旋转驱动电机158,用于驱动料座旋转,以便于马达打码。料座151还包括两个夹块1511,用于固定放置在料座151上的马达,马达放置于两夹块之间。两夹块1511之间设置有马达感应器1513,感应马达是否已放置。夹块1511连接有驱动其夹取的夹块气缸1512。
激光打码器16对打码料座上的马达进行打码,本实施例中可实现对不同马达进行不同打码,因而对于激光打码器16还设置了纵向调焦导轨161和纵向驱动模组162。纵向调焦导轨161固定在工作台上,激光打码器16滑动设置在纵向调焦导轨161上,纵向驱动模组162则连接于激光打码器16,驱动激光打码器16靠近或远离料座,对应于不同码,实现不同的焦距调节。
第二扫码器17则对打码后的马达进行扫描,以确定其打码是否符合B标准,例如打码位置、打码大小等是否符合标准。
第二扫码器17确定后,由出料转移机构18将其进行出料转移,出料转移机构18包括出料转移组件181、出料旋转夹料气缸182和出料夹爪183。与进料转移机构13的结构相同,出料旋转夹料气缸182设置在出料转移组件181上,出料夹爪183连接于出料转移夹料气缸182。在放置方位上与进料转移机构13呈镜像设置。
出料转移机构18与第二扫码器17联动,在第二扫码器17扫描判断打码符合标准时,出料转移机构18将马达放置到合格品输送带19上,在扫描判断打码不符合标准时,出料转移机构18将马达放置到不合格品输送带20上。
合格品输送带20的一侧形成有操作台面111,方便人工对合格品输送带20上的马达进行人工操作,例如人工手检、装箱等。
不合格品输送带20则是在运输方向上的前端设置检测器201,后端设置感应器202,检测器201用于检测不合格品输送带20上是否有物品,而感应器202则用于感应不合格品输送带20上的物品是否放满,在放满时可提醒操作者对其进行清理。不合格品输送带20无需操作者时刻守着,因而可不设置操作台面。
本申请还提供一种马达打码方法,可适用于上述任一马达激光打码机。具体包括以下步骤。
S11:进料输送带输送马达;
S12:进料转移机构夹取进料输送带上的马达,并翻转至竖直状态;
S13:第一扫码器对竖直状态的马达进行扫描,判断是否需要打码;
S14:同步移料机构将需要打码的马达移动到打码料座;
S15:激光打码器对所述打码料座上的马达进行打码;
S16:第二扫码器对打码后的马达进行扫描,判断打码是否符合标准;
S17:出料转移机构将符合标准的马达翻转并放置在合格品输送带上,将不符合标准的马达翻转并放置在不合格品输送带上。
综上所述,本发明提供一种马达激光打码机和打码方法,该激光打码机将进料输送带、进料转移机构、第一扫码器、同步移料机构、激光打码器、第二扫码器、出料转移机构、合格品传送带以及不合格品传送带集成于工作台上,由进料转移机构夹取进料输送带上的马达,并翻转至竖直状态;第一扫码器对竖直状态的马达进行扫描,判断是否需要打码;同步移料机构将需要打码的马达移动到打码料座;激光打码器对打码料座上的马达进行打码;第二扫码器对打码后的马达进行扫描,判断打码是否符合标准;出料转移机构将符合标准的马达翻转并放置在合格品输送带上,将不符合标准的马达翻转并放置在不合格品输送带上,该设备实现了马达打码的全自动化式操作,节省了大量的劳动力,提高了生产效率,同时,避免了人工操作的误差缺陷,提高了产品的合格率。
以上所述,仅是本发明的较佳实施例而已,并非对本发明的技术范围作任何限制,故凡是依据本发明的技术实质对以上实施例所做的任何细微修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
- 马达激光打码机及其打码方法
- 无定向激光打码机及打码方法