一种Type-c母座组装机
文献发布时间:2023-06-19 11:35:49
技术领域
本发明涉及Type-c母座组装领域,具体来说,涉及一种Type-c母座组装机。
背景技术
USB,是英文Universal Serial BUS通用串行总线的缩写,而其中文简称为″通串线″,是一个外部总线标准,用于规范电脑与外部设备的连接和通讯,是应用在PC领域的接口技术。USB是在1994年底由英特尔、康柏、IBM、Microsoft等多家公司联合提出。USB不但传输速度快,使用起来十分方便。USB接口还具有支持设备的即插即用和热插拔功能,连接灵活,独立供电等优点,可以连接鼠标、键盘、打印机、扫描仪、摄像头、闪存盘、MP3机、手机、数码相机、移动硬盘、外置光软驱、USB网卡、ADSL Modem、Cable Modem等,几乎所有的外部设备都设置有USB接口,使用十分之广泛。USB Type-C母座是USB接口的一种连接界面,不分正反两面均可插入,和其它界面一样支持USB标准的充电、数据传输、显示输出等功能。USBType-C主要面向更轻薄、更纤细的设备,增强可用性,并为未来USB版本的性能增强铺好路。现有技术中的USB Type-CUSB Type-C母座以前都是由人工组装的,由于人的因素组装就会存在偏差和效率问题,影响总体的产能产值,其中细小部件的装配对人工装配来说就非常的不容易,对工人的熟练成度要求比较高,而且容易影响产品的质量。USB TYPE-C母座的亮点在于更加纤薄的设计、更快的传输速度以及更强悍的电力传输。USB TYPE-C母座主要由金属外壳、位于金属外壳内的胶芯端子、安装于胶芯端子上的弹片组成。现在对TYPE-C母座进行生产时,很多是通过手工或者半自动化设备将弹片安装到胶芯端子上,之后将带有弹片的胶芯端子装配到外壳内,生产效率低,质量无法保证。
发明内容
针对相关技术中的问题,本发明提出一种Type-c母座组装机,以克服现有相关技术所存在的上述技术问题。
本发明的技术方案是这样实现的:
一种Type-c母座组装机,包括机体和固定于机体上方的台座以及安装在台座上方的上排MD焊脚裁切组件,所述上排MD焊脚裁切组件的两侧端分别连接有上排MD搬运组件与上下MD组装组件,并且所述上排MD焊脚裁切组件通过上排MD搬运组件和上下MD组装组件与下排MD焊脚裁切组件连接,所述上排MD焊脚裁切组件、上排MD搬运组件、上下MD组装组件和下排MD焊脚裁切组件均固定安装在台座的上方。
进一步地,上排MD焊脚裁切组件包括伺服拉料机构、裁切模组和收料组件,伺服拉料机构固定在裁切模组的侧端,裁切模组的下方设置有收料组件;
所述伺服拉料机构包括伺服拉料电机、安装板、固定架、齿轮盘、输料槽和横向输料座,伺服拉料电机通过安装板固定在裁切模组的侧端,伺服拉料电机的输出端通过输出轴杆穿透固定架与齿轮盘连接,横向输料座上开设有输料槽,输料槽内设置有与齿轮盘一端啮合的链条;
所述裁切模组包括承重座板、导向座、裁切座、上接板、裁切气缸和导向杆,承重座板上方两端分别固定有导向座,导向座上通过导向杆与上接板连接,上接板的下方固定裁切座,裁切座套接在导向杆上,裁切座上端与裁切气缸的输出端连接;
所述收料组件包括外壳体、进口槽、内抽槽、收料屉和抽拉把手,外壳体的上方中间处开设有用于横向输料座安装的进口槽,外壳体在进口槽下方处开设内抽槽,内抽槽内插合设置有收料屉,收料屉的前端安装有抽拉把手。
进一步地,下排MD焊脚裁切组件与上排MD焊脚裁切组件的结构相同,下排MD焊脚裁切组件与上排MD焊脚裁切组件呈对称分布在台座上方。
进一步地,上排MD搬运组件包括搬动模组、支撑架、横移搬动模组和仿形吸头,搬动模组固定在支撑架的上方,支撑架的侧端设置有横移搬动模组,横移搬动模组与搬动模组上均安装有仿形吸头;
所述搬动模组包括移动横向板、丝杆、伺服轴动电机、上接弯板和移动座,移动横向板内横穿安装有丝杆,丝杆一端与伺服轴动电机连接,丝杆上啮合套接有移动座,移动座的下方安装有一组仿形吸头。
进一步地,横移搬动模组包括横向定位滑轨、横移气缸和横移座,横向定位滑轨的一端安装有横移气缸,横移气缸的输出端与横移座侧端连接,横移座一端通过滑槽卡接在横向定位滑轨上,横移座上方安装另一组仿形吸头。
进一步地,仿形吸头设置两组,一组固定在移动座的下方,另一组仿形吸头固定在横移座的上方,两组仿形吸头相对称。
进一步地,上下MD组装组件包括横向架板、中夹片流道、上定位器和下定位器,横向架板的上方开设有中夹片流道,中夹片流道一端的上方安装有上定位器,横向架板一端下方固定有下定位器。
进一步地,上定位器和下定位器的上下端均设置在中夹片流道的内部。
上述技术方案具有如下优点或者有益效果:
1、本发明提供了一种Type-c母座组装机,横向输料座上开设有输料槽,输料槽内设置有与齿轮盘一端啮合的链条,伺服拉料电机带动齿轮盘转动,从而带动输料槽内的链条移动,从而带动物料输送,提高输送效率,有效进行移动,在输料槽内进行移动,防止物料脱料,提高输送的稳定性。
2、本发明提供了一种Type-c母座组装机,上接板的下方固定裁切座,裁切座套接在导向杆上,裁切座上端与裁切气缸的输出端连接,裁切气缸带动裁切座下压,对伺服拉料机构输送的物料进行裁切,将不良品切除,提高成品的质量,保证生产成品效益,使机器稼动率更高,减少后工序物料浪费。
3、本发明提供了一种Type-c母座组装机,外壳体在进口槽下方处开设内抽槽,内抽槽内插合设置有收料屉,收料屉的前端安装有抽拉把手,通过收料屉将裁切的多余的余料进行收集,内抽槽便于抽拉取出,便于后期处理。
4、本发明提供了一种Type-c母座组装机,丝杆一端与伺服轴动电机连接,丝杆上啮合套接有移动座,移动座的下方安装有一组仿形吸头,伺服轴动电机带动移动横向板内的丝杆转动,移动座随着丝杆正转和反转在丝杆上移动,在移动的同时带动仿形吸头移动,从而使上下的仿形吸头进行对接,便于物料进行搬运。
5、本发明提供了一种Type-c母座组装机,横移气缸的输出端与横移座侧端连接,横移座一端通过滑槽卡接在横向定位滑轨上,横移座上方安装另一组仿形吸头,横移气缸带动横移座在横向定位滑轨上移动,与搬动模组相配合,有效带动物料进行搬动,产能高效,稳定性高,共用性强,交机时间短。
6、本发明提供了一种Type-c母座组装机,横向架板的上方开设有中夹片流道,中夹片流道一端的上方安装有上定位器,横向架板一端下方固定有下定位器,通过上下进行定位组装,实现机械自动化,替代人工作业,组装生产效率高,而且可以避免人为因素造成生产品质不一,质量有保证。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
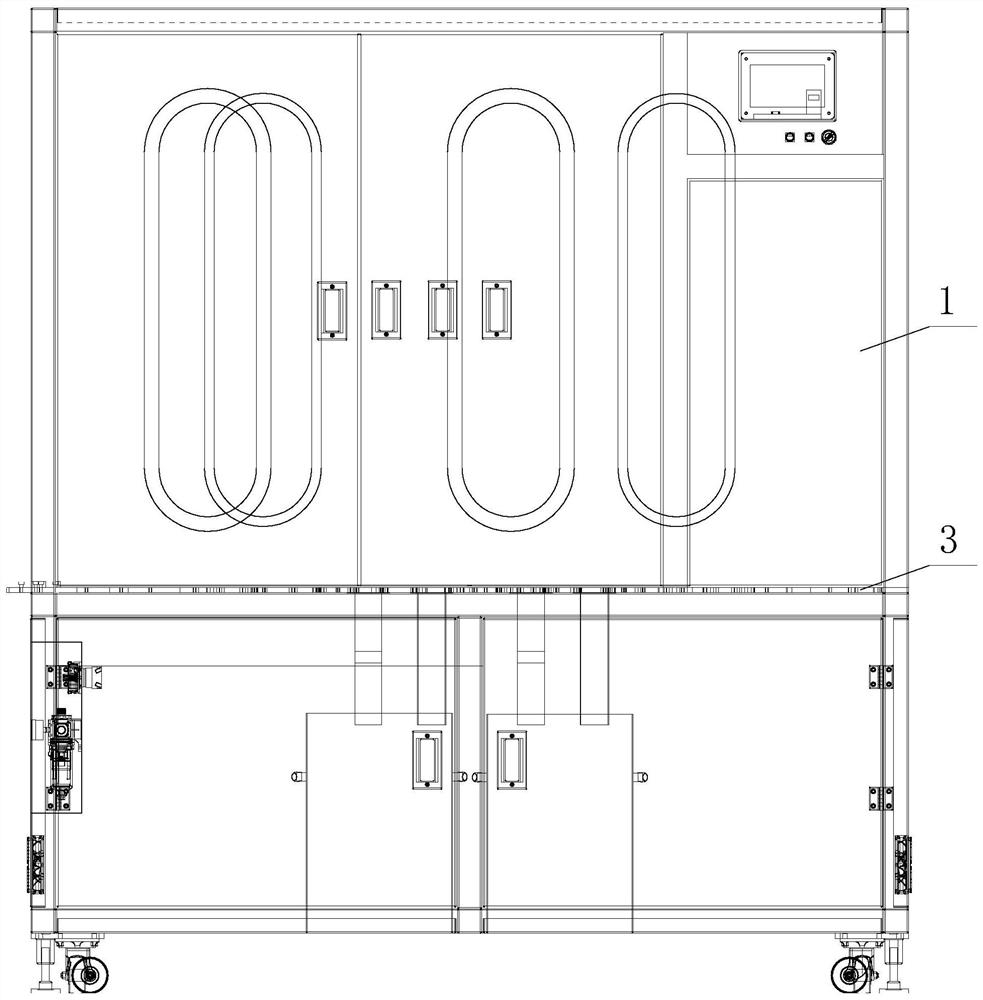
图1是根据本发明实施例的Type-c母座组装机的机体结构示意图;
图2是根据本发明实施例的Type-c母座组装机的上排MD焊脚裁切组件安装示意图;
图3是根据本发明实施例的Type-c母座组装机的上排MD焊脚裁切组件立体图;
图4是根据本发明实施例的Type-c母座组装机的裁切模组立体图;
图5是根据本发明实施例的Type-c母座组装机的上排MD搬运组件立体图;
图6是根据本发明实施例的Type-c母座组装机的上下MD组装组件立体图。
图中:
1、机体;2、上排MD焊脚裁切组件;21、伺服拉料机构;211、伺服拉料电机;212、安装板;213、固定架;214、齿轮盘;215、输料槽;216、横向输料座;22、裁切模组;221、承重座板;222、导向座;223、裁切座;224、上接板;225、裁切气缸;226、导向杆;23、收料组件;231、外壳体;232、进口槽;233、内抽槽;234、收料屉;235、抽拉把手;3、台座;4、上排MD搬运组件;41、搬动模组;411、移动横向板;412、丝杆;413、伺服轴动电机;414、上接弯板;415、移动座;42、支撑架;43、横移搬动模组;431、横向定位滑轨;432、横移气缸;433、横移座;44、仿形吸头;5、上下MD组装组件;51、横向架板;52、中夹片流道;53、上定位器;54、下定位器;6、下排MD焊脚裁切组件。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员所获得的所有其他实施例,都属于本发明保护的范围。
参阅附图1-6所示一种Type-c母座组装机,包括机体1和固定于机体1上方的台座3以及安装在台座3上方的上排MD焊脚裁切组件2,上排MD焊脚裁切组件2的两侧端分别连接有上排MD搬运组件4与上下MD组装组件5,并且上排MD焊脚裁切组件2通过上排MD搬运组件4和上下MD组装组件5与下排MD焊脚裁切组件6连接,上排MD焊脚裁切组件2、上排MD搬运组件4、上下MD组装组件5和下排MD焊脚裁切组件6均固定安装在台座3的上方。
上排MD焊脚裁切组件2包括伺服拉料机构21、裁切模组22和收料组件23,伺服拉料机构21固定在裁切模组22的侧端,裁切模组22的下方设置有收料组件23;
伺服拉料机构21包括伺服拉料电机211、安装板212、固定架213、齿轮盘214、输料槽215和横向输料座216,伺服拉料电机211通过安装板212固定在裁切模组22的侧端,伺服拉料电机211的输出端通过输出轴杆穿透固定架213与齿轮盘214连接,横向输料座216上开设有输料槽215,输料槽215内设置有与齿轮盘214一端啮合的链条,伺服拉料电机211带动齿轮盘214转动,从而带动输料槽215内的链条移动,从而带动物料输送,提高输送效率,有效进行移动,在输料槽215内进行移动,防止物料脱料,提高输送的稳定性;
裁切模组22包括承重座板221、导向座222、裁切座223、上接板224、裁切气缸225和导向杆226,承重座板221上方两端分别固定有导向座222,导向座222上通过导向杆226与上接板224连接,上接板224的下方固定裁切座223,裁切座223套接在导向杆226上,裁切座223上端与裁切气缸225的输出端连接,裁切气缸225带动裁切座223下压,对伺服拉料机构21输送的物料进行裁切,将不良品切除,提高成品的质量,保证生产成品效益,使机器稼动率更高,减少后工序物料浪费;
收料组件23包括外壳体231、进口槽232、内抽槽233、收料屉234和抽拉把手235,外壳体231的上方中间处开设有用于横向输料座216安装的进口槽232,外壳体231在进口槽232下方处开设内抽槽233,内抽槽233内插合设置有收料屉234,收料屉234的前端安装有抽拉把手235,通过收料屉234将裁切的多余的余料进行收集,内抽槽233便于抽拉取出,便于后期处理。
下排MD焊脚裁切组件6与上排MD焊脚裁切组件2的结构相同,下排MD焊脚裁切组件6与上排MD焊脚裁切组件2呈对称分布在台座3上方。
上排MD搬运组件4包括搬动模组41、支撑架42、横移搬动模组43和仿形吸头44,搬动模组41固定在支撑架42的上方,支撑架42的侧端设置有横移搬动模组43,横移搬动模组43与搬动模组41上均安装有仿形吸头44;
搬动模组41包括移动横向板411、丝杆412、伺服轴动电机413、上接弯板414和移动座415,移动横向板411内横穿安装有丝杆412,丝杆412一端与伺服轴动电机413连接,丝杆412上啮合套接有移动座415,移动座415的下方安装有一组仿形吸头44,伺服轴动电机413带动移动横向板411内的丝杆412转动,移动座415随着丝杆412正转和反转在丝杆412上移动,在移动的同时带动仿形吸头44移动,从而使上下的仿形吸头44进行对接,便于物料进行搬运。
横移搬动模组43包括横向定位滑轨431、横移气缸432和横移座433,横向定位滑轨431的一端安装有横移气缸432,横移气缸432的输出端与横移座433侧端连接,横移座433一端通过滑槽卡接在横向定位滑轨431上,横移座433上方安装另一组仿形吸头44,横移气缸432带动横移座433在横向定位滑轨431上移动,与搬动模组41相配合,有效带动物料进行搬动,产能高效,稳定性高,共用性强,交机时间短。
仿形吸头44设置两组,一组固定在移动座415的下方,另一组仿形吸头44固定在横移座433的上方,两组仿形吸头44相对称。
上下MD组装组件5包括横向架板51、中夹片流道52、上定位器53和下定位器54,横向架板51的上方开设有中夹片流道52,中夹片流道52一端的上方安装有上定位器53,横向架板51一端下方固定有下定位器54,上定位器53和下定位器54的上下端均设置在中夹片流道52的内部,上下MD组装组件5包括横向架板51、中夹片流道52、上定位器53和下定位器54,横向架板51的上方开设有中夹片流道52,中夹片流道52一端的上方安装有上定位器53,横向架板51一端下方固定有下定位器54,通过上下进行定位组装,实现机械自动化,替代人工作业,组装生产效率高,而且可以避免人为因素造成生产品质不一,质量有保证。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种type-c母座及用于制作type-c母座的模具
- 一种Type-c母座组装机