一种汽车天线底座全自动锁紧组装装置及其控制方法
文献发布时间:2023-06-19 11:35:49
技术领域
本发明涉及自动化组装领域,特别是涉及一种汽车天线底座全自动锁紧组装装置。
背景技术
汽车天线底座组件是由底座、弹簧及铜套组成,需要将底座、弹簧、铜套相互锁在一起,且锁紧的扭力要可控。现实情况是,由于底座、弹簧及铜套是定制而成,外形尺寸及形状都是不标准的,目前只能人工将底座、弹簧及铜套放入到自设计的工装夹具中通过电批将三者相互固定锁在一起,锁完之后需要人工取出;很容易看到,这样的操作存在人工上、下料比较慢,使得生产车间产能低,此方式需要一个人专门完成锁底座组件及上、下料的工作,对于一个普通员工来说工作量比较大,员工的要求高,人力成本高。
发明内容
基于此,有必要针对上述问题,提供一种为了有效的提高产能,节省人力成本,本发明型提供一种汽车天线底座全自动锁紧组装装置,该全自动锁汽车天线底座组件设备可以自动上料、自动下料,通过高精度锁底座模组自动将底座、弹簧和铜套锁在一起。
一种汽车天线底座全自动锁紧组装装置,包括机架,机架上设置有底座供料模块、底座取料模块、铜套供料模块、铜套取料模块、弹簧供料模块、弹簧取料模块、分度盘模块、锁紧模块、成品下料模块、检测模块、控制模块;通过上述模块,在产品承座上依次安装铜套、弹簧和底座,并通过锁紧模块锁紧底座、弹簧和铜套,使三者固定成一体并达到预定扭力值要求。
进一步地,机架包括带脚杯万向轮、下机架、上机架、信号灯、触摸屏、开关组件。
铜套供料模块包括铜套振动盘;铜套取料模块包括铜套横移气缸、铜套Z轴取料气缸、铜套夹爪气缸、铜套夹爪、滑轨、油压缓冲器等机构组成;铜套取料模块用于夹取并移动铜套。
弹簧供料模块包括弹簧振动盘;弹簧取料模块包括弹簧横移气缸、弹簧Z轴取料气缸、弹簧夹爪气缸、弹簧分料气缸、弹簧夹爪、弹簧分料机构、滑轨、油压缓冲器等机构组成;用于夹取并移动弹簧;其中弹簧分料气缸设有感应器,与弹簧分料机构相连,带动分料机构做水平方向运动;用于将单个弹簧与弹簧振动盘里面的弹簧分开;弹簧分料机构与弹簧分料气缸相连,由弹簧分料气缸带动做水平运动;弹簧供料模块用于将单个弹簧与弹簧振动盘里面的弹簧分开,从而使弹簧取料模块取料更加稳定。
底座供料模块包括底座振动盘;底座取料模块包括高精度丝杆模组、高精度伺服电机、滑轨、限位及定位感应器等机构组成,运动定位精度高,用于带动底座取料机构Z轴方向运动;还包括底座分料机构;底座分料机构与底座分料气缸相连,由底座分料气缸带动做水平运动;用于将单个底座与底座振动盘里面的底座分开,从而使底座取料模块取料工作更加稳定。
分度盘模块包括八分度分度盘组件、产品承座;八分度分度盘组件具体包括分度盘、高精度八分度分割器、限位及定位感应器等机构,运动定位精度高;用于带动产品承座运动。产品承座用于承载铜套、弹簧及底座,且在锁附过程中能够卡住固定铜套使弹簧和底座锁入铜套内。
成品下料模块包括成品横移气缸、成品Z轴取料气缸、成品导向槽、成品夹爪气缸、成品夹爪、滑轨、缓冲器等机构;用于搬运成品。成品Z轴取料气缸含感应器,带动成品下料模块做竖直方向运动。成品导向槽采用不锈钢钣金折弯而成,用于将成品导入到收料盒中。成品夹爪固定在成品夹爪气缸上,通过成品夹爪气缸运动可以夹住和松开成品。成品横移气缸含感应器,带动成品做水平方向运动。成品夹爪气缸含有感应器,带动成品夹爪运动。
检测模块包括产品感应模组一、产品感应模组二、产品感应模组三,产品感应模组一含有两套反射光纤,用于感应产品承座里面是否有铜套并将信号传输给PLC;产品感应模组二含有两套反射光纤,用于感应产品承座里面是否有铜套和弹簧并将信号传输给PLC;产品感应模组三含有两套反射光纤,用于感应产品承座里面是否有成品并将信号传输给PLC。
检测模块还包括铜套接近感应器、弹簧接近感应器、底座接近感应器;铜套接近感应器感应铜套到位情况,将铜套到位信号传输给PLC;弹簧接近感应器感应弹簧到位情况,将弹簧到位信号传输给PLC;底座接近感应器感应底座到位情况,将底座到位信号传输给PLC。
锁紧模块包括联轴器、底座锁紧转轴、滑轨、底座夹爪、底座夹爪弹簧、圆锥形圈、底座夹爪气缸、压缩弹簧、高精度伺服电机一、高精度伺服电机二、底座分料气缸、高精度伺服电机三及轴承;底座锁紧转轴定位底座,底座夹爪夹住底座,高精度伺服电机带动底座锁紧转轴旋转致使底座和弹簧锁入铜套;还包括底座水平移动模组、底座顶起机构、底座顶起气缸;底座水平移动模组由高精度伺服电机、高精度丝杆模组、滑轨、定位及限位感应器等机构组成;用于带动锁底座模组做水平方向运动;底座顶起机构与底座顶起气缸相连,由底座顶起气缸带动做顶升运动;用于将底座顶到底座锁紧转轴限位槽内。底座顶起气缸带动底座顶起机构做顶升运动使其将底座顶到底座锁紧转轴限位槽内;底座夹爪气缸带动圆锥形圈上下运动;压缩弹簧在锁底座过程中,给底座提供竖直向下的压力。高精度伺服电机一带动底座锁紧转轴做旋转运动,定位精度高并能够实时传输和控制扭力。高精度伺服电机二带动底座Z轴取料模组做竖直方向运动,定位精度高并能通过PLC控制运动速度。底座接近感应器感应底座到位情况,将底座到位信号传输给PLC。底座分料气缸含有感应器,带动底座分料机构做水平方向运动。高精度伺服电机三带动底座水平移动模组做水平方向运动,定位精度高并能通过PLC控制运动速度。还包括防带起机构,所述防带起机构与防带起气缸相连做水平运动;当锁紧模块完成底座锁紧后,防带起机构穿过产品承座的圆孔顶住已锁紧好的天线成品,防止锁紧模块上升过程中将锁好的天线成品带出。
一种汽车天线底座全自动锁紧组装装置控制方法,包括:
step1:铜套供料模块提供铜套,铜套取料模块将铜套移动到分度盘模块上的产品承座中;
step2:弹簧供料模块提供弹簧,弹簧取料模块将弹簧移动到产品承座中的铜套上;
step3:底座供料模块提供底座;
step4:锁紧模块带动底座移动,施加压力并旋转底座,使其与铜套、弹簧锁紧成一体。
具体PLC控制程序中,若产品承座里面的成品未被取出而运动到产品感应模组三感应工位时,产品感应模组三的反射光纤感应到有弹簧或铜套就会将信号传输给PLC,PLC控制信号灯进行报警提示且汽车天线底座全自动锁紧组装装置停止运行,此时需要人工将未被取出的产品从产品承座中取出后按开关组件中的启动按钮,汽车天线底座全自动锁紧组装装置开始正常运行。
当本发明设备正常运行时,信号灯为绿灯,当汽车天线底座全自动锁紧组装装置运行中出现故障隐患时,信号灯为黄灯,当汽车天线底座全自动锁紧组装装置不能运行时,信号灯为红灯;若当汽车天线底座全自动锁紧组装装置出现故障时,可通过触摸屏解除故障;在当汽车天线底座全自动锁紧组装装置正常运行过程中,需要关掉上机架中的安全门,避免出现安全事故;若当汽车天线底座全自动锁紧组装装置需要移动位置时,需要将带脚杯万向轮中的脚杯旋钮松开后推动汽车天线底座全自动锁紧组装装置,带脚杯万向轮中橡胶万向轮可以顺着受力方向不同而对汽车天线底座全自动锁紧组装装置进行导向,运动到指定位置后,将带脚杯万向轮中的脚杯旋钮锁紧即可。
本发明有益效果:(1)采用自行设计的自动锁紧模块,结构巧妙,锁紧力可以自动控制,稳定性高,进一步提升汽车天线锁紧的工作效率,保证锁紧质量,实现全自动化操作与控制。(2)采用八分度分度盘组件,重复定位精度高,使产品承座能重复利用,提高生产效率。(3)采用高精度伺服模组,有限位、定位感应器,运动定位精度高。(4)采用PLC控制,自动化程度高,大大提高了生产效率,降低了人力成本。总体而言,在本发明提出的完全自动化生产过程中,有效解决了现有技术中人工组装的问题,大大提高了工作效率,同时也为自动化生产提出了本发明的工作思路。
附图说明
图1为本发明机架外型示意图;
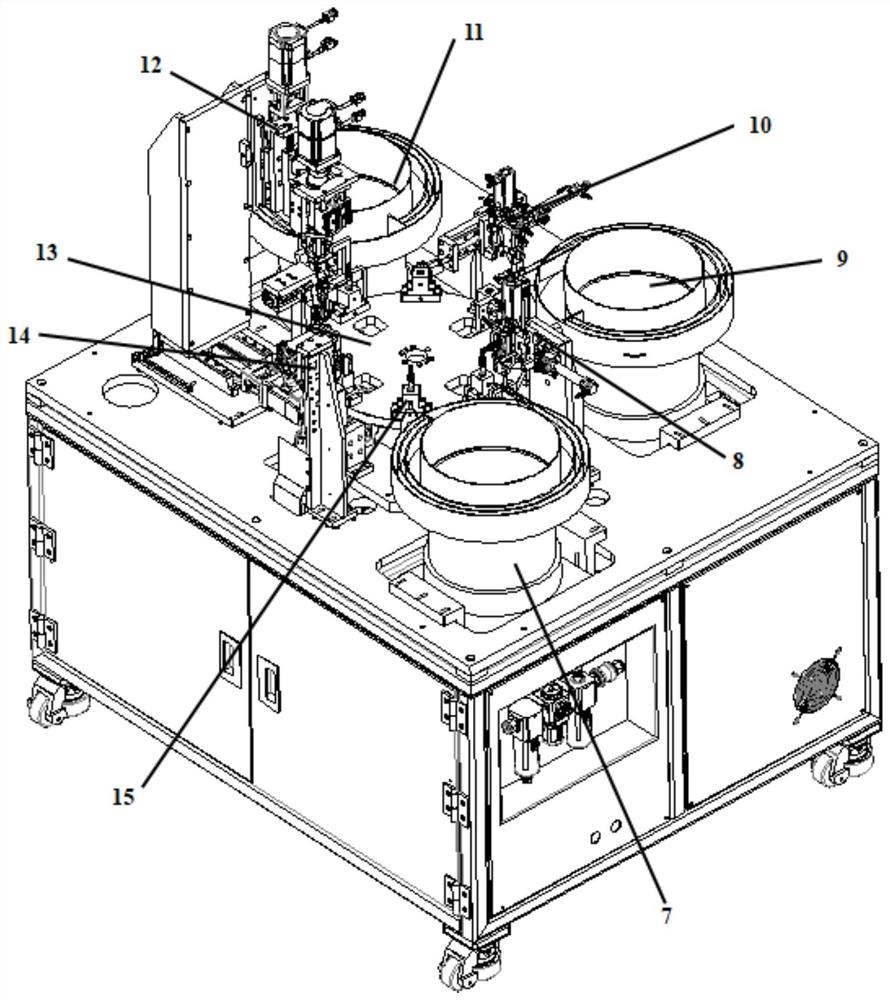
图2为本发明结构示意图;
图3为本发明铜套供料与取料部分示意图;
图4为本发明弹簧供料与取料部分示意图;
图5为本发明底座供料与取料部分示意图;
图6为本发明锁紧模块部分示意图;
图7为本发明成品下料部分示意图
具体实施方式
为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的较佳实施方式。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本发明的公开内容理解的更加透彻全面。
一种汽车天线底座全自动锁紧组装装置,包括机架,机架上设置有底座供料模块、底座取料模块、铜套供料模块、铜套取料模块、弹簧供料模块、弹簧取料模块、分度盘模块、锁紧模块、成品下料模块、检测模块、控制模块;通过上述模块,在底座上依次安装有弹簧和铜套,并通过锁紧模块锁紧,达到预定扭力值要求。
进一步地,机架包括带脚杯万向轮1、下机架2、上机架3、信号灯4、触摸屏5、开关组件6。
铜套供料模块包括铜套振动盘7;铜套取料模块8包括铜套横移气缸18、铜套Z轴取料气缸19、铜套夹爪气缸20、铜套夹爪17、滑轨、油压缓冲器等机构组成;铜套取料模块8用于夹取并移动铜套。
弹簧供料模块包括弹簧振动盘9;弹簧取料模块10包括弹簧横移气缸25、弹簧Z轴取料气缸26、弹簧夹爪气缸、弹簧分料气缸27、弹簧夹爪24、弹簧分料机构29、滑轨、油压缓冲器等机构组成;用于夹取并移动弹簧;其中弹簧分料气缸27设有感应器,与弹簧分料机构29相连,带动分料机构做水平方向运动;用于将单个弹簧与弹簧振动盘里面的弹簧分开;弹簧分料机构29与弹簧分料气缸27相连,由弹簧分料气缸27带动做水平运动;弹簧取料模块10用于将单个弹簧与弹簧振动盘里面的弹簧分开,从而使弹簧取料模组取料更加稳定。
底座供料模块包括底座振动盘11;底座取料模块12包括高精度丝杆模组、高精度伺服电机、滑轨、限位及定位感应器等机构组成,运动定位精度高,用于带动底座取料机构Z轴方向运动;还包括底座分料机构31;底座分料机构31与底座分料气缸相连,由底座分料气缸带动做水平运动;用于将单个底座与底座振动盘里面的底座分开,从而使底座取料模块取料工作更加稳定。
分度盘模块包括八分度分度盘组件13、产品承座15;八分度分度盘组件13具体包括分度盘、高精度八分度分割器、限位及定位感应器等机构,运动定位精度高;用于带动产品承座15运动。产品承座15用于承载铜套、弹簧及底座,且在锁附过程中能够卡住固定铜套使弹簧和底座锁入铜套内。
成品下料模块14包括成品横移气缸51、成品Z轴取料气缸48、成品导向槽49、成品夹爪气缸52、成品夹爪50、滑轨、缓冲器等机构;用于搬运成品。成品Z轴取料气缸48含感应器,带动成品下料模块14做竖直方向运动。成品导向槽49采用不锈钢钣金折弯而成,用于将成品导入到收料盒中。成品夹爪50固定在成品夹爪气缸上,通过成品夹爪气缸运动可以夹住和松开成品。成品横移气缸51含感应器,带动成品做水平方向运动。成品夹爪气缸52含有感应器,带动成品夹爪运动。
检测模块包括产品感应模组一21、产品感应模组二22、产品感应模组三23,产品感应模组一21含有两套反射光纤,用于感应产品承座里面是否有铜套并将信号传输给PLC;产品感应模组二22含有两套反射光纤,用于感应产品承座里面是否有铜套和弹簧并将信号传输给PLC;产品感应模组三23含有两套反射光纤,用于感应产品承座里面是否有成品并将信号传输给PLC。
检测模块还包括铜套接近感应器16、弹簧接近感应器28、底座接近感应器45;铜套接近感应器16感应铜套到位情况,将铜套到位信号传输给PLC;弹簧接近感应器28感应弹簧到位情况,将弹簧到位信号传输给PLC;底座接近感应器45感应底座到位情况,将底座到位信号传输给PLC。
锁紧模块30包括联轴器、底座锁紧转轴38、滑轨、底座夹爪37、底座夹爪弹簧39、圆锥形圈40、底座夹爪气缸41、压缩弹簧42、高精度伺服电机一43、高精度伺服电机二44、底座分料气缸46、高精度伺服电机三47及轴承;底座锁紧转轴定位底座,底座夹爪夹住底座,高精度伺服电机带动底座锁紧转轴旋转致使底座和弹簧锁入铜套;还包括底座水平移动模组33、底座顶起机构34、底座顶起气缸35;底座水平移动模组33由高精度伺服电机、高精度丝杆模组、滑轨、定位及限位感应器等机构组成;用于带动锁底座模组水平方向运动;底座顶起机构34与底座顶起气缸相连,由底座顶起气缸带动做顶升运动;用于将底座顶到底座锁紧转轴限位槽内。底座顶起气缸35带动底座顶起机构做顶升运动使其将底座顶到底座锁紧转轴限位槽内;底座夹爪气缸41带动圆锥形圈40上下运动;压缩弹簧42在锁底座过程中,给底座提供竖直向下的压力。高精度伺服电机一43带动底座锁紧转轴做旋转运动,定位精度高并能够实时传输和控制扭力。高精度伺服电机二44带动底座Z轴取料模组做竖直方向运动,定位精度高并能通过PLC控制运动速度。底座接近感应器45感应底座到位情况,将底座到位信号传输给PLC。底座分料气缸46含有感应器,带动底座分料机构做水平方向运动。高精度伺服电机三47带动底座水平移动模组做水平方向运动,定位精度高并能通过PLC控制运动速度。还包括防带起机构32,所述防带起机构32与防带起气缸36相连做水平运动;当锁紧模块30完成底座锁紧后,防带起机构32穿过产品承座15的圆孔顶住已锁紧好的天线成品,防止锁紧模块30上升过程中将锁好的天线成品带出。
具体工作原理如下:
首先,人工将散装铜套、散装弹簧、散装底座分别放入铜套振动盘7、弹簧振动盘9、底座振动盘11中,打开开关组件6中的电源开关,先按复位按钮后再按启动按钮,设备通过PLC控制开始自动运行;
通过PLC程序控制,铜套振动盘7通过振动将铜套自动摆成同一方向送到送料位,铜套接近感应器16感应到铜套到位后将信号传输给PLC,PLC控制铜套取料模组8开始取料,首先铜套取料模组8中的铜套Z轴取料气缸19带动铜套夹爪17向下运动到取料位,铜套夹爪气缸20运动使铜套夹爪17夹住铜套,然后铜套Z轴取料气缸19带动铜套夹爪17和铜套向上运动后铜套横移气缸18将其水平运动到放料位,铜套Z轴取料气缸19带动铜套夹爪17和铜套向下运动后铜套夹爪气缸20松开铜套,铜套由于重力自动落入产品承座15里面;
通过PLC程序控制,八分度分度盘组件13将装有铜套的产品承座15转动45°,产品感应模组一21中的反射光纤感应到产品承座里面有铜套后将信号传输给PLC,PLC控制八分度分度盘组件13再转动45°使装有铜套的产品承座15运动到弹簧放料位;同时,弹簧振动盘9通过振动将弹簧自动摆成同一方向送到送料位,弹簧接近感应器28感应到弹簧后弹簧分料气缸27带动弹簧分料机构29运动使单个弹簧与弹簧振动盘里的弹簧分离,然后弹簧取料模块10中的弹簧Z轴取料气缸26带着弹簧夹爪气缸和弹簧夹爪24向下运动到取料位,弹簧夹爪气缸运动使弹簧夹爪24夹住弹簧,然后弹簧Z轴取料气缸26带着弹簧夹爪气缸、弹簧夹爪24和弹簧向上运动后弹簧横移气缸25将其水平运动到放料位,弹簧Z轴取料气缸26带着弹簧夹爪气缸、弹簧夹爪24和弹簧向下运动后弹簧夹爪24松开弹簧,由于重力弹簧自动落入装有铜套的产品承座15里面。
通过PLC程序控制,八分度分度盘组件13将装有铜套和弹簧的产品承座15转动45°,产品感应模组二22中的反射光纤感应到产品承座15里面的铜套和弹簧后八分度分度盘组件13再次转动45°,此时装有铜套和弹簧的产品承座15运动到锁底座工位;同时,底座振动盘11通过振动将底座自动摆成同一方向送到送料位,底座接近感应器45感应到底座后底座分料气缸46带动底座分料机构31运动使单个底座与底座振动盘里面的底座分离,然后高精度伺服电机三47带动底座水平移动模组33运动从而带动锁底座模组运动到取料位,高精度伺服电机二44带动底座Z轴取料模组12运动从而使底座锁紧模块30中底座锁紧转轴38运动到底座取料位,底座顶起气缸35带动底座顶起机构34向上运动将底座顶入底座锁紧转轴38的限位槽内,底座夹爪气缸41带动圆锥形圈40向上运动,底座夹爪37上的轴承与圆锥形圈40的圆锥面脱离,通过杠杆原理,夹爪弹簧39使底座夹爪37夹住底座后底座顶起气缸35带动底座顶起机构34回到原位,同时,底座Z轴取料模组12带动底座向上运动,底座水平移动模组33将底座运动到底座锁紧位置后Z轴取料模组12带动底座向下运动,高精度伺服电机一43带动底座锁紧转轴38和底座旋转,同时压缩弹簧42将底座向下压,底座通过旋转和受到向下的压力自动锁入弹簧内,同时弹簧被底座带动旋转而自动锁入铜套内,由于伺服电机有扭矩模式,可以通过伺服电机运转时的电流电压值来换算出伺服电机的扭矩,在通过PLC将扭矩换算成扭力值,因此可以通过PLC程序设定其扭力值,当锁紧力达到设定的扭力值时;高精度伺服电机一43才停止旋转,然后底座夹爪气缸41带动圆锥形圈40向下运动,底座夹爪37上的轴承与圆锥形圈40的圆锥形面接触使夹爪松开底座,此时防带起气缸36带动防带起机构32穿过产品承座15的圆孔顶住成品后,底座Z轴取料模组12才带动底座锁紧转轴向上运动到原始位,最后防带起气缸36带动防带起机构32回到原位后八分度分度盘组件13将装有锁好成品的产品承座15转动45°进行下一个工位;
通过PLC程序控制,八分度分度盘组件13将装有锁好成品的产品承座15转动到成品下料位,成品下料模组14中的成品横移气缸51带着成品夹爪气缸52和成品夹爪50运动到成品取料位,成品夹爪气缸52带动成品夹爪50夹住成品后成品Z轴取料气缸48向上运动使成品从产品承座15中取出,成品横移气缸51带着成品夹爪50及成品运动到放料位后成品Z轴取料气缸48向下运动使成品进入成品导向槽49,成品夹爪气缸52带动成品夹爪50松开成品,成品自动顺着成品导向槽49落入下机架2里面的收料盒里;
通过PLC程序控制,以上动作将会自动重复工作;若产品承座15里面的成品未被取出而运动到产品感应模组三23感应工位时,产品感应模组三23的反射光纤感应到有弹簧或铜套就会将信号传输给PLC,PLC控制信号灯4进行报警提示且汽车天线底座全自动锁紧组装装置停止运行,此时需要人工将未被取出的产品从产品承座15中取出后按开关组件6中的启动按钮,汽车天线底座全自动锁紧组装装置开始正常运行。
当汽车天线底座全自动锁紧组装装置正常运行时,信号灯4为绿灯,当汽车天线底座全自动锁紧组装装置运行中出现故障隐患时,信号灯4为黄灯,当汽车天线底座全自动锁紧组装装置不能运行时,信号灯4为红灯;若当汽车天线底座全自动锁紧组装装置出现故障时,可通过触摸屏5解除故障;在当汽车天线底座全自动锁紧组装装置正常运行过程中,需要关掉上机架3中的安全门,避免出现安全事故;若当汽车天线底座全自动锁紧组装装置需要移动位置时,需要将带脚杯万向轮1中的脚杯旋钮松开后推动汽车天线底座全自动锁紧组装装置,带脚杯万向轮1中橡胶万向轮可以顺着受力方向不同而对汽车天线底座全自动锁紧组装装置进行导向,运动到指定位置后,将带脚杯万向轮1中的脚杯旋钮锁紧即可。
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
- 一种汽车天线底座全自动锁紧组装装置及其控制方法
- 锁紧螺母检测装置及天线升降机构锁紧控制方法