雕刻机
文献发布时间:2023-06-19 11:37:30
技术领域
本发明涉及一种雕刻技术领域,更具体地说,涉及一种雕刻机。
背景技术
通常铸件的表面都会有公司名称、标识等一些数字或字母、符号等,我们把它们统称为铸字。在传统的工艺中,铸字的工艺为:首先工人收到铸字的内容,然后在小木块上雕刻出这些铸字,把雕刻好的小木块按照顺序固定在一个方形的的箱型模具中,然后在箱型模具中填砂子,等箱型模具中的砂子固化到一定时间后,翻砂,取出带有铸字模具的砂芯。我们把带有铸字模具的砂芯称为铸字芯,然后把铸字芯镶嵌在砂型预先设计的铸字芯安装位置上进行合箱浇注,最后得到我们需要的铸字。但是这种传统的铸字方法效率低、自动化程度低、容易出错、在砂型的转运过程中容易出现丢失铸字芯的问题。
发明内容
基于此,有必要针对现有技术中自动化程度低、效率低、容易出错、在砂型转运过程中容易出现丢失铸字芯等问题,提供一种雕刻机。所述雕刻机结构,包括机械内部结构、壳体、电气部分,实现了在砂型上刻字的功能,达到了高效快速方便的在砂型上刻字的作用,具有颠覆传统工艺,转型升级、提质增效的作用。
一种雕刻机,包括安装板、动力装置、雕刻装置以及与所述动力装置和所述雕刻装置电连接的控制装置,所述安装板包含安装面;所述动力装置包括第一运动机构、第二运动机构和第三运动机构,所述第一运动机构安装在所述安装板的安装面上,所述第二运动机构安装在所述第一运动机构上,所述第三运动机构安装在所述第二运动机构上;所述第一运动机构的运动方向为第一方向,所述第一方向与所述安装面平行;所述第二运动机构的运动方向为第二方向;所述第三运动机构的运动方向为第三方向;所述第一方向、所述第二方向和所述第三方向两两相互垂直;所述雕刻装置与所述第三运动机构连接;所述控制装置控制各运动机构带动所述雕刻装置在所述雕刻区域按照预定轨迹进行雕刻。
在其中一个实施例中,所述雕刻装置做旋转运动且旋转轴线与所述安装面垂直。
在其中一个实施例中,所述雕刻机还包括清理装置,所述清理装置与所述雕刻装置连接且清理口朝向雕刻面。
在其中一个实施例中,所述清理装置为正压吹散结构或负压抽吸结构。
在其中一个实施例中,所述安装板上设置把手或吊耳。
在其中一个实施例中,所述雕刻机还包括与所述安装板固定连接的防护罩,所述防护罩内设空腔,所述雕刻装置和所述动力装置置于所述空腔内。
在其中一个实施例中,所述防护罩设有开口,所述开口上安装显示屏,所述显示屏与所述控制装置电连接;通过显示屏可以观察和/或操作雕刻装置的工作。
在其中一个实施例中,所述安装板在所述安装面的背面设有限位架,所述限位架的尺寸沿远离所述安装板的方向逐渐减小。
在其中一个实施例中,所述限位架上间隔设有多个定位柱,所述定位柱一端与所述限位架可调节连接,所述定位柱的另一端设有锥面且朝向待刻物的待刻面。
在其中一个实施例中,所述控制装置包括通讯模块和PC模块,所述通讯模块与工厂智能单元实现数据信息交互;所述PC模块通过所述通讯模块接收和/或执行所述工厂智能单元下达的指令。
在其中一个实施例中,所述PC模块包括嵌套设置的生产管理软件、字体工艺库软件和雕刻软件,所述生产管理软件接收所述工厂智能单元传输的需要雕刻的铸字信息;所述字体工艺库软件存储各类字体和/或图形作为模板,并根据所述生产管理软件接收的信息调用对应模板;所述雕刻软件根据所要雕刻的模板生成程序代码、控制雕刻动作。
本申请雕刻机通过三个维度的运动机构控制雕刻装置实现雕刻,不仅解决了现有技术中丢失铸字芯的问题,而且实现了自动化、智能化的雕刻。
附图说明
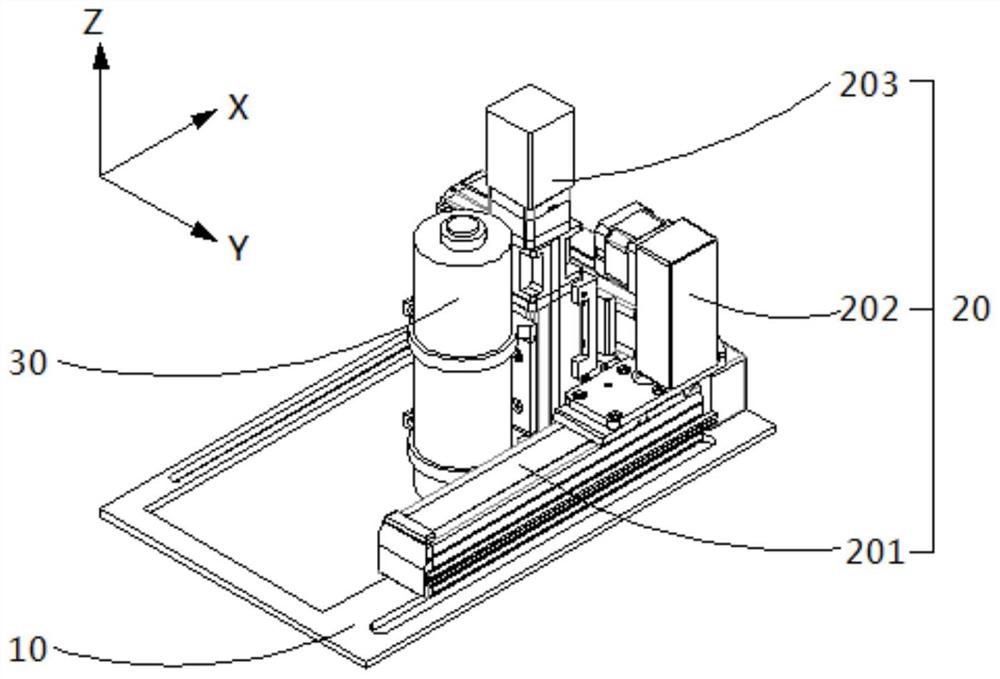
图1为雕刻机的简易示意图;
图2为雕刻机带清理装置的示意图;
图3为雕刻机带防护罩的示意图;
图4为雕刻机带限位架的示意图;
图5为图4的局部放大图;
附图中:
10-安装板,20-动力装置,30-雕刻装置,40-清理装置,50-把手,60-罩壳,70-显示屏;
101-支架,102-限位架,103-定位标尺,104-定位柱,201-第一运动机构,202-第二运动机构,203-第三运动机构,301-电机,302-钻头。
具体实施方式
为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的较佳实施方式。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本发明的公开内容理解的更加透彻全面。
需要说明的是,当元件被称为“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”、“顶部”、“底部”、“底端”、“顶端”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
一实施方式中,一种雕刻机,包括安装板、动力装置、雕刻装置以及与所述动力装置和所述雕刻装置电连接的控制装置,所述安装板包含安装面;所述动力装置包括第一运动机构、第二运动机构和第三运动机构,所述第一运动机构安装在所述安装板的安装面上,所述第二运动机构安装在所述第一运动机构上,所述第三运动机构安装在所述第二运动机构上;所述第一运动机构的运动方向为第一方向,所述第一方向与所述安装面平行;所述第二运动机构的运动方向为第二方向;所述第三运动机构的运动方向为第三方向;所述第一方向、所述第二方向和所述第三方向两两相互垂直;所述雕刻装置与所述第三运动机构连接;所述控制装置控制各运动机构带动所述雕刻装置在所述雕刻区域按照预定轨迹进行雕刻。
由于第一运动机构、第二运动机构以及第三运动机构依次连接且可以分别实现三个维度的运动,所以安装在第三运动机构上的雕刻装置也可以实现三个维度的动作,在控制装置的指令下可根据程序在雕刻驱动进行雕刻动作。该雕刻过程可以一气呵成,工作效率高。不仅避免传统单个铸字或单个铸字芯拼装的问题,还避免丢失、出错的问题。
下面结合具体实施例对所述雕刻机进行说明,以进一步理解所述雕刻机的构思。需要说明的是实施中XYZ坐标轴是两两垂直的。
请参阅图1,一种雕刻机,包括安装板10、动力装置20、雕刻装置30以及与动力装置和雕刻装置电连接的控制装置。一实施例中,安装板采用厚板,其上表面作为动力装置的安装面。在安装面的中间贯通开设方形开口,作为雕刻机的雕刻区域。进一步的,动力装置20包括第一运动机构201、第二运动机构202和第三运动机构203。优选的,第一运动机构在X轴做线性运动,第二运动机构在Y轴做线性运动,第三运动机构在Z轴做线性运动。三个运动机构工作原理相同且均采用传动导向结构。具体的,第一运动机构201固定安装在安装板的安装面上且运动方向与安装面平行。第二运动机构202通过连接板安装在第一运动机构上,第三运动机构203通过连接支架安装在第二运动机构上,雕刻装置30与第三运动机构通过连接板或连接支架连接且其雕刻头朝向雕刻区域。这样,第一运动机构运动时会带动第二运动机构、第三运动机构以及雕刻装置一起沿X轴动作,第二运动机构运动会带动第三运动机构和雕刻装置沿Y轴动作,第三运动动作时,雕刻装置可沿Z轴动作。当控制装置下达指令后,雕刻装置在各个运动机构的带动下通过三个维度的动作实现雕刻轨迹的运行,完成雕刻工作。
参照附图2所示,在一实施例中,雕刻装置包括电机301和钻头302,钻头与电机输出轴连接,并在电机的驱动下做旋转运动。钻头旋转运动可以进一步的加强刻字的力度,当雕刻机需要在硬度较高的物体上进行刻字时,通过旋转雕刻工作效率更高。进一步的,第一运动机构的运动方向与雕刻面平行;钻头的旋转轴线与雕刻面垂直,这样钻头的雕刻难度较低且施加在雕刻面上的力最大。
再参照附图2所示,在一实施例中,为了减少雕刻后残渣影响钻头的工作,雕刻机还包括清理装置40。具体的,清理装置与雕刻装置中的电机连接,清理头靠近钻头,在钻头动作时,其可以随着钻头动作,实时清理雕刻后的残留物。清理装置可采用风机连接可伸缩软管,通过正压吹散或负压抽吸进行残渣物的集中清理。优选的,采用负压吸附结构,不但可以及时清理雕刻后的残渣,保障钻头顺畅工作;而且负压抽吸可以避免残渣物四处飞溅,更有利于环境改善。
在一实施例中,为了雕刻时雕刻机可以稳定工作或方便搬运,在安装板10上设置可拆卸的把手或吊耳,通过握住把手稳定雕刻机,使得其雕刻工作更加稳定。
在一实施例中,为了使得雕刻机的外观更加美观,使用和防护更加安全,雕刻机还包括防护罩60。防护罩内部设有空腔,其空腔包裹雕刻装置和动力装置并且底部与安装板固定连接。这样,所有运动部件都在防护罩内,安全性大大提高;并且罩壳的防护还会使得雕刻后的残渣物不易飘散,不会造成环境污染,还有利于操作者的身心健康。
在一实施例中,为了操作更加直观方便,在防护罩60设有开口,该开口最优的,设置在操作人员便于操作和观察的部位,在其上安装显示屏,显示屏与控制装置电连接,通过显示屏操作人员可以观察和/或操作雕刻装置的工作。需要说明的是,防护罩上还可安装急停按钮和其他按钮,便于操作。
进一步的,为了使得防护罩与安装板连接牢固,也为了降低罩壳的重量,减小变形,在安装板上设置可拆卸支架101。支架采用多个厚板切割,然后折弯,再通过螺栓进行连接,最后在整体与安装板固定连接。防护罩在相应位置设置连接孔,包裹在支架上并与其固定连接。这样不但使得罩壳安装牢固,而且支架支撑可以将防护罩的厚度减小,减轻重量。需要说明的是,支架的非连接部位也可以切割成镂空的,降低重量,从而降低雕刻机的整体重量,更方便搬运或雕刻。防护罩在合适的位置设有与支架匹配的连接孔,然后与把手或拉手螺纹连接,方便雕刻机的携带、搬运或雕刻时稳定雕刻机。
参照附图4和附图5所示,在一实施例中,为了减小雕刻机与待刻物的接触面积,在背离安装板安装面的一面上设梯形限位架102。限位架凸出安装板设置,且安装在安装板上的尺寸大于远离安装板一端的尺寸。需要说明的是,限位架平行安装面的截面尺寸与刻字区域尺寸匹配。这样,一方面雕刻机与待刻物接触后,由于底部尺寸小,所以接触面积减小,可以适用更复杂的刻字;另一方面,可以给雕刻机的有效行程标定位置,便于使用者判断雕刻机在待刻面上的放置位置。
在一实施例中,为了更加清楚直观的知道雕刻机雕刻的范围尺寸及放置位置,在限位架朝向安装板的一面上设定位标尺103。具体的,定位标尺可直接在限位架上标注刻度尺寸,方便定位与观察。
在一实施例中,为了使得雕刻机在工作时机体稳定,定位可靠,在限位架上间隔设有多个定位柱104。最优的,定位柱均布安装在限位架的小端(远离安装板的一端),且其一端带锥角,另一端带外螺纹。安装时,螺纹端与限位架螺纹紧固连接,锥角端朝向待刻物。这样,在雕刻工作时,可将定位柱的锥角端插入待刻物,一方面起到辅助受力的作用,减轻操作者的负担;另一方面起到定位作用,使得机体更加稳定。进一步的,定位柱与限位架螺纹连接,还可通过螺纹调节,调平雕刻机的工作面,使得雕刻效果更佳。
在一实施例中,控制装置包括通讯模块和PC模块,通讯模块与工厂智能单元可通过WIFI实现数据信息交互,减少工厂内数据线的数量,实现便携操作。具体的,通讯模块可将工厂与雕刻机中的PC模块进行网络数据连接,通过通讯模块接收和/或执行工厂下达的指令,实现雕刻机的自动化与智能化。
进一步的,PC模块包括嵌套在其上的生产管理软件、字体工艺库软件和雕刻软件。生产管理软件可以接收工厂智能单元传输的需要生产的铸件号或铸字信息;字体工艺软件存储各类生产产品对应的多种不同的字体或图形,作为模板,在使用时可以根据具体需求随时调用;雕刻软件用于雕刻代码的生成和雕刻运动的操作。在实际应用中,生产部门可将当日需要雕刻的铸字按照生产的铸件号通过工厂智能单元发送给雕刻机中的生产管理软件,生产管理软件接收工厂传输的需要雕刻的铸字信息,然后与字体工艺库软件中的模板进行对比,进而调用对应的模板信息;雕刻软件根据所要雕刻的模板信息生成程序代码并,控制雕刻动作。
在一实施例中,将雕刻机应用在铸件砂型的刻字中时,其使用方法如下:首先把需要刻字的内容输送到雕刻机上,雕刻机通过控制装置自动编程;然后再把雕刻机放置到砂型需要刻字的位置,接通电源、按下按钮。此时,三个运动机构联动,实现三维运动,从而带动雕刻装置实现三维的运动。接着,电机带动钻头旋转。三轴运动机构实现三维轮廓成型、通过钻头旋转雕刻,实现任意形状、字体等的加工。所有的运动都是自动完成,操作人员只需在适当的时候扶持下雕刻机,等待当前雕刻工作完成转移至下一雕刻物上即可。
本发明摒弃了传统的手工铸字方法,用便携的设备直接在砂型上刻字,省去了加工木块、拼字、制作模具的过程,减轻了人工的劳动强度、更加适合智能化生产的需求。同时,在工艺设计阶段也不用再设计安装铸子芯的位置,给设计人员带来了方便。而且字是自动刻在砂型上,不再用铸字块装配在砂型上,这样可以避免字体丢失的问题。同时,在制作铸字芯的过程中需要花费相当长的时间,而直接在砂型上刻字则只需要几分钟,大大提升了铸字的效率。并且本发明的雕刻机具有轻便、便携的特点,可以满足任何尺寸的、任何环境的砂型刻字。
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,本发明可应用在任何需要雕刻的领域,不限于砂型刻字。对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
- 雕刻机研磨用冷却装置、雕刻机及雕刻机冷却液喷淋方法
- 一种用于义齿雕刻机的多功能物料载具及义齿雕刻机