一种自动码模装置
文献发布时间:2023-06-19 11:37:30
技术领域
本发明涉及模具固定装置,具体涉及一种自动码模装置。
背景技术
注塑机模具中,在前模和中模上需要固定模板,模板固定的传统方法是用螺丝一颗一颗地锁紧模板的四角,这种方法操作麻烦且若出现螺丝滑牙会影响模板的锁紧,不利于设备安全,后来人们把液压应用在模板的锁紧装置上,对模板的锁紧水平有所提高。
为解决上述问题,现有技术公开了汽车注塑模具自动码模装置,通过用转轴把压块固定连接在固定底座的连接端上,压块的抬高端与顶出装置相接,当启动液压装置时,顶出装置的顶块抬高压块的抬高端,压块的压紧端向下压即可把模板码紧在中模和前模上,但是现有技术存在以下问题,压块的压紧力集中在模具上压块压紧中心处,模具压紧处四周没有压紧力,在工作中,模具变形及磨损较大,夹压部位的元件磨损严重;另外,对于存在不同较大尺寸差别的模具来说,两个相对的液压夹具之间的间距是一定的或者调节范围较小,在对模具进行夹置时,较容易出现模具宽度较宽或较窄无法与夹具充分接触的问题,从而影响夹具的夹模固定效果。
发明内容
为此,本发明提供一种自动码模装置,有效解决了现有技术中的模具压紧处容易变形及磨损较大、以及模具宽度较宽或较窄无法与夹具充分接触的问题。
为解决上述技术问题,本发明具体提供下述技术方案:一种自动码模装置,包括安装台、用于将模具本体可拆卸安装于所述安装台上的夹模具,所述夹模具包括第一夹模机构,所述第一夹模机构设置在所述安装台的四角上;第二夹模机构,所述第二夹模机构设置在所述安装台四条边上,所述安装台的四角上通过调节组件与所述第一夹模机构连接,所述调节组件对所述第一夹模机构的位置进行调节;所述安装台四边通过固定组件与所述第二夹模机构连接,所述固定组件将所述第二夹模机构调节至与所述第一夹模机构相对应的位置;
所述第一夹模机构与所述第二夹模机构结构一致,所述第一夹模机构包括安装底座、夹件,所述夹件上靠近所述模具本体的一端通过夹持块将所述模具本体夹置在所述安装台上,所述夹持块与所述模具本体表面贴合。
进一步的,所述安装底座两侧设置有竖板,所述竖板之间连接有转动轴,所述夹件转动连接在所述转动轴上。
进一步的,所述夹件包括设置在所述转动轴一侧的推板,所述推板的另一侧设有压板,所述推板与所述压板一体成型,所述推板的长度比所述压板的长度长,所述竖板远离所述推板的一侧顶端设置有压力腔,所述夹持块(33)设置在所述压力腔内,所述夹持板的一端与所述压板转动连接。
进一步的,所述夹持块分为直形部和锥形部,所述压力腔设置为圆筒状,所述压力腔内固定设置有弹簧,所述弹簧环绕设置在所述直形部上,所述压力腔内壁与所述夹持块贴合。
进一步的,所述安装底座上设置有液压组件,所述推板远离所述压板的一端与所述液压组件相接,所述液压组件包括贯穿设置在所述安装底座上的液压柱,所述液压柱一端连通有液压通道,所述液压通道的开口部设置在所述安装底座的一端。
进一步的,所述安装底座底端两侧设置有与所述调节组件和所述固定组件卡接固定的固定凸起,所述固定凸起上设置有第一螺纹孔。
进一步的,所述调节组件包括U形板,所述U形板固定嵌设在所述安装台四角上,所述U形板朝向所述安装台的中心方向,所述安装台上开设有供所述U形板安装的第一安装槽,所述U形板开口处的两侧设置有第一顶板,所述固定凸起通过第一螺栓卡接设置在所述U形板内,所述U形板上开设有两排平行的第二螺纹孔。
进一步的,所述第一顶板上开设有一排第三螺纹孔,所述第三螺纹孔与第二螺纹孔对应设置,所述第一螺栓依次穿过第三螺纹孔、第一螺纹孔、第二螺纹孔将所述第一夹模机构固定在所述U形板内。
进一步的,所述安装台的四边上开设有第二安装槽,所述固定组件设置在所述第二安装槽内,所述固定组件包括设置在所述第二安装槽内的固定板和夹板,所述夹板设置在所述固定板上,所述夹板用于夹住所述安装底座,所述夹板之间连接有侧板,所述夹板与侧板顶端固定设置有与所述固定凸起卡接固定的第二顶板,所述固定凸起通过第二螺栓固定在所述固定板上。
进一步的,所述第二安装槽内两侧均开设有一排平行的第四螺纹孔,所述固定板上两侧开设有与所述第四螺纹孔对应的第五螺纹孔,所述固定板通过第三螺栓固定在所述第二安装槽内,所述第三螺栓依次穿过第五螺纹孔和第四螺纹孔;
所述固定板上还开设有若干排平行的第六螺纹孔,所述第二顶板上开设有一排平行的第七螺纹孔,所述第二螺栓依次穿过第七螺纹孔、第一螺纹孔、第六螺纹孔将所述第二夹模机构固定在所述固定板上。
本发明与现有技术相比较具有如下有益效果:
本发明在安装台上设置调节组件,对第一夹模机构进行位置调节并固定,之后对固定组件进行固定,对第二夹模机构进行固定,第一夹模机构和第二夹模机构分别对模具本体的四角和四边进行了固定,在夹件上设置夹持块,通过压板对夹持块的压力将夹持块向下压,夹持块竖直向下与模具本体贴合夹置,避免了压板上某一位置对模具本体进行夹置造成的模具本体磨损的问题。
附图说明
为了更清楚地说明本发明的实施方式或现有技术中的技术方案,下面将对实施方式或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是示例性的,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图引伸获得其它的实施附图。
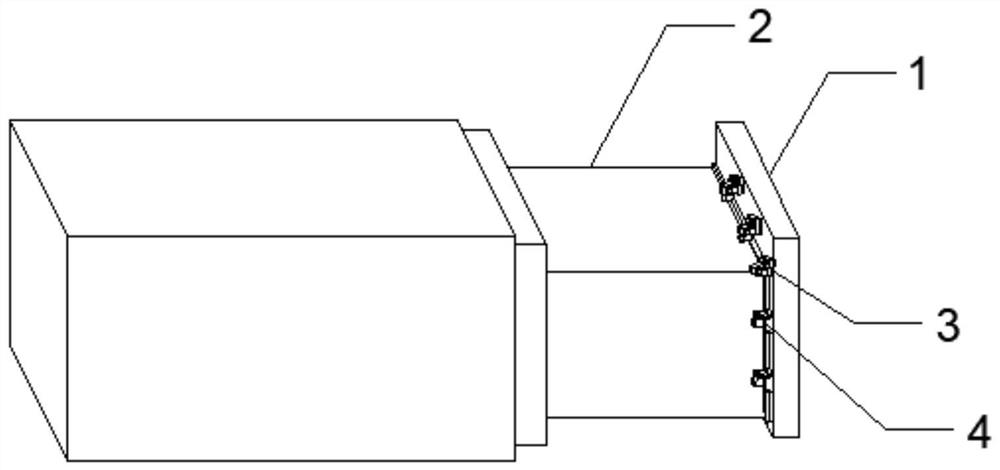
图1为本发明实施例提供的一种自动码模装置的结构示意图;
图2为本发明实施例中的第一夹模机构和第二夹模机构的结构示意图;
图3为本发明实施例中的夹持块的结构示意图;
图4为本发明实施例中的安装台的结构示意图;
图5为本发明实施例中的调节组建的结构示意图;
图6为本发明实施例中的固定组件的结构示意图。
图中的标号分别表示如下:
1、安装台;2、模具本体;3、第一夹模机构;4、第二夹模机构;5、调节组件;6、固定组件;7、第一安装槽;8、第二安装槽;
31、安装底座;32、夹件;33、夹持块;34、竖板;35、转动轴;36、压力腔;37、弹簧;38、液压组件;39、固定凸起;310、第一螺纹孔;311、第二螺栓;
51、U形板;52、第一顶板;53、第一螺栓;54、第二螺纹孔;55、第三螺纹孔;
61、固定板;62、夹板;63、侧板;64、第二顶板;65、第四螺纹孔;66、第五螺纹孔;67、第三螺栓;68、第六螺纹孔;69、第七螺纹孔;
321、推板;322、压板;
331、直形部;332、锥形部;
381、液压柱。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例:
如图1所示,本发明提供了一种自动码模装置,包括安装台1、用于将模具本体2可拆卸安装于所述安装台1上的夹模具,所述夹模具包括第一夹模机构3,所述第一夹模机构3设置在所述安装台1的四角上;第二夹模机构4,所述第二夹模机构4设置在所述安装台1四条边上,所述安装台1的四角上通过调节组件5与所述第一夹模机构3连接,所述调节组件5对所述第一夹模机构3的位置进行调节;所述安装台1四边通过固定组件6与所述第二夹模机构4连接,所述固定组件6将所述第二夹模机构4调节至与所述第一夹模机构3相对应的位置;
所述第一夹模机构3与所述第二夹模机构4结构一致,所述第一夹模机构3包括安装底座31、夹件32,所述夹件32上靠近所述模具本体2的一端通过夹持块33将所述模具本体2夹置在所述安装台1上,所述夹持块33与所述模具本体2表面贴合。
现有技术公开了汽车注塑模具自动码模装置,通过用转轴把压块固定连接在固定底座的连接端上,压块的抬高端与顶出装置相接,当启动液压装置时,顶出装置的顶块抬高压块的抬高端,压块的压紧端向下压即可把模板码紧在中模和前模上,但是现有技术存在以下两个问题,第一,压块的压紧力集中在模具上压块压紧中心处,模具压紧处四周没有压紧力,在工作中,模具变形及磨损较大,夹压部位的元件磨损严重;第二,对于存在不同较大尺寸差别的模具来说,两个相对的液压夹具之间的间距是一定的或者调节范围较小,在对模具进行夹置时,较容易出现模具宽度较宽或较窄无法与夹具充分接触的问题,从而影响夹具的夹模固定效果;针对上述两个问题,本发明分别设置了调节组件5、固定组件6对第一夹模机构3和第二夹模机构4进行位置调节以适应对不同尺寸的模具本体2进行夹模;另外,对夹模机构进行了进一步地设计,在液压组件38带动的夹持块33与模具本体2贴合对模具本体2进行压紧时,避免了压块压紧部位较集中导致模具本体2磨损严重的问题,对模具本体2的压紧面施力更加均匀。
对夹模机构的改进主要如下,如图2和图3所示,安装底座31两侧设置有竖板34,竖板34之间连接有转动轴35,夹件32转动连接在转动轴35上。
所述夹件32包括设置在所述转动轴35一侧的推板321,所述推板321的另一侧设有压板322,所述推板321与所述压板322一体成型,所述推板321的长度比所述压板322的长度长,所述竖板34远离所述推板321的一侧顶端设置有压力腔36,所述夹持块33设置在所述压力腔36内,所述夹持板33的一端与所述压板322转动连接。
夹持块33分为直形部331和锥形部332,压力腔36设置为圆筒状,压力腔36内固定设置有弹簧37,弹簧37环绕设置在直形部331上,压力腔36内壁与夹持块33贴合。
所述安装底座31上设置有液压组件38,所述推板321远离所述压板322的一端与所述液压组件38相接,所述液压组件38包括贯穿设置在所述安装底座31上的液压柱381,所述液压柱381一端连通有液压通道,所述液压通道的开口部设置在所述安装底座31的一端。
第一夹模机构3和第二夹模机构4和现有技术中夹具主要的区别在于,推板321的长度大于压板322的长度,采用杠杆原理,使得液压组件38施加较小的力对压板322产生较大的压紧力,另外夹持块33由弹簧37环绕设置在压力腔36内,压板322向下压时,夹持块33向下移动,对模具本体2进行压紧,液压组件38不工作时,弹簧37回弹,压板322和夹持块33复位至初始位置,该设计中,夹持块33的底部面积较大,对模具本体2的夹紧面由原来的一个点改变成现在的固定的一个夹紧面,为了对模具本体2全面进行保护,也可以将锥形部332设置为长板,将模具本体2底部表面大部分夹紧,现有技术中模具本体2在压块转动压紧下几乎压紧面为一个接触点,解决了现有技术中模具本体2磨损较为严重的问题。
为了对第一夹模机构3和第二夹模机构4进行固定,安装底座31底端两侧设置有与调节组件5和固定组件6卡接固定的固定凸起39,固定凸起39上设置有第一螺纹孔310。
如图4和图5所示,所述调节组件5包括U形板51,所述U形板51固定嵌设在所述安装台1四角上,所述U形板51朝向所述安装台1的中心方向,所述安装台1上开设有供所述U形板51安装的第一安装槽7,所述U形板51开口处的两侧设置有第一顶板52,所述固定凸起39通过第一螺栓53卡接设置在所述U形板51内,所述U形板51上开设有两排平行的第二螺纹孔54。
所述第一顶板52上开设有一排第三螺纹孔55,所述第三螺纹孔55与第二螺纹孔54对应设置,所述第一螺栓53依次穿过第三螺纹孔55、第一螺纹孔310、第二螺纹孔54将所述第一夹模机构3固定在所述U形板51内。
现有技术中,对模具本体2的夹紧装置基本设置在模具本体2的两侧,固定效果不佳,并且不能适用于尺寸改变较大的模具本体2,本发明设置了调节组件5和固定组件6,调节组件5的主要工作原理为,将模具本体2放置在安装台1上,第一夹模机构3在第一安装槽7内滑动至模具本体2的四角处,用第一螺栓53对第一夹模机构3进行固定,再用第一夹模机构3对模具本体2的四角进行固定,适用于较大范围内尺寸的模具本体2。
如图4和图6所示,所述安装台1的四边上开设有第二安装槽8,所述固定组件6设置在所述第二安装槽8内,所述固定组件6包括设置在所述第二安装槽8内的固定板61和夹板62,所述夹板62设置在所述固定板61上,所述夹板62用于夹住所述安装底座31,所述夹板62之间连接有侧板63,所述夹板62与侧板63顶端固定设置有与所述固定凸起39卡接固定的第二顶板64,所述固定凸起39通过第二螺栓311固定在所述固定板61上。
固定组件6与调节组件5结构类似,但是固定组件6整体是可移动的,固定组件6带动第二夹模机构4一起移动至适宜的位置,对模具本体2进行固定,侧板63的设置主要是为了防止夹板62端部与模具本体2发生摩擦造成磨损。
为了分别对固定组件6和第二夹模机构4进行固定,本发明分别设置了第三螺栓67和第二螺栓311,其中,第二安装槽8内两侧均开设有一排平行的第四螺纹孔65,固定板61上两侧开设有与第四螺纹孔65对应的第五螺纹孔66,固定板61通过第三螺栓67固定在第二安装槽内8,第三螺栓67依次穿过第五螺纹孔66和第四螺纹孔65将固定板61固定在第二安装槽8内较合适位置上;
第二螺栓311用于将第二夹模机构3固定在固定板61上,固定板61上还开设有若干排平行的第六螺纹孔68,第二顶板64上开设有一排平行的第七螺纹孔69,第二螺栓311依次穿过第七螺纹孔69、第一螺纹孔310、第六螺纹孔68将第二夹模机构4固定在固定板61上。
固定组件6与调节组件5有所不同,固定组件6需要先根据模具本体2的位置调节固定板61的位置,之后再固定固定板61的位置,调节组件5中,U形板51的位置为固定,只需要对第一夹模机构3的位置进行调节即可,既节省了螺栓原材料,也增加了一定的固定效果。
本发明的主要核心为,在安装台1上设置调节组件5,对第一夹模机构3进行位置调节并固定,之后根据模具本体2的位置调节固定板61在第二安装槽8的位置并且对固定组件6进行固定,对第二夹模机构4进行固定,此时,第一夹模机构3和第二夹模机构4分别对模具本体2的四角和四边进行了固定,在夹件32上设置夹持块33,通过压板322对夹持块33的压力将夹持块33向下压,夹持块33竖直向下与模具本体2贴合夹置,避免了压板322上某一位置对模具本体进行夹置造成的模具本体磨损的问题。
以上所述,以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
- 一种自动码模装置
- 一种精密型腔模码模装夹装置