一种基于虚拟仿真体验的自动化生产线协同控制方法及系统
文献发布时间:2023-06-19 11:39:06
技术领域
本发明涉及自动化生产线协同控制技术领域,尤其涉及一种基于虚拟仿真体验的自动化生产线协同控制方法及系统。
背景技术
随着数字化工厂的智能制造不断推广,基于MES系统的自动化生产线协同控制必不可少,但在自动化生产线协同控制的实际调试中,因会出现产品报废和作业碰撞等,存在成本高、危险高等限制,制约了自动化生产线协同控制快速发展的进程。
发明内容
为了克服现有自动化生产线协同控制的实际调试中,因会出现产品报废和作业碰撞等,存在成本高、危险高等限制,制约了自动化生产线协同控制快速发展的进程等缺陷,本发明提供一种基于虚拟仿真体验的自动化生产线协同控制方法及系统,通过漫游、交互等方式,在自动化生产线虚拟环境中,实现协同控制交互操作体验。
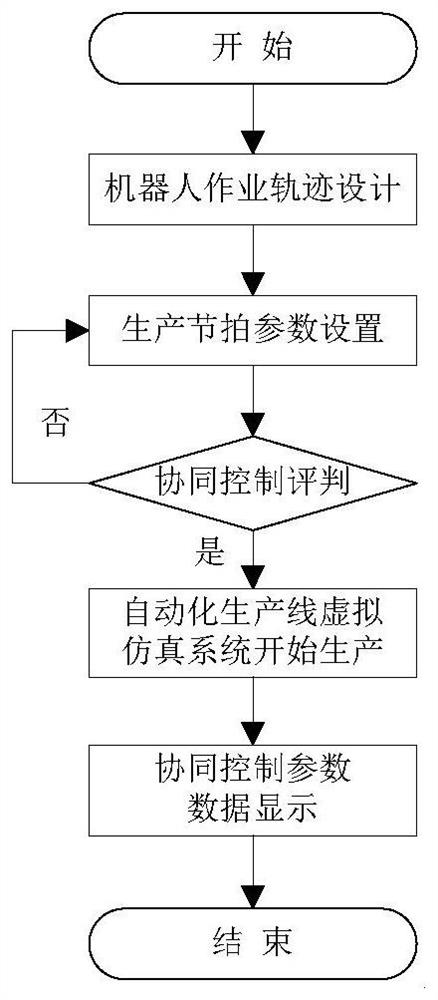
本发明具体解决其技术问题所采用的技术解决方案是:本发明所提供的一种基于虚拟仿真体验的自动化生产线协同控制方法及系统,包括机器人作业轨迹设计、生产节拍参数设置、协同控制评判、虚拟仿真系统开始生产、协同控制参数数据显示;虚拟自动化生产线现场以生产齿轮泵为对象,布置3个加工工位,分别为轴加工、齿轮加工和泵体加工,轴加工完毕放置到周转箱,齿轮和泵体加工完毕后,由输送线传输至齿轮泵装配工位,基于虚拟仿真体验的自动化生产线协同控制方法及系统,具体流程如下:
步骤一:开始,根据实际自动化生产线进行建模和参数设置,搭建虚拟自动化生产线现场;
步骤二:机器人作业轨迹设计,根据机器人作业任务,虚拟示教机器人作业轨迹,完成机器人作业轨迹设计;
步骤三:生产节拍参数设置,设置自动化生产线中轴加工、齿轮加工和泵体加工3个加工工位中每道加工工序的切削速度、进给量和切削深度,设置自动化生产线中各个加工工位之间输送线传输速度;
步骤四:协同控制评判,齿轮和泵体自动化加工过程协同控制评判约束条件如下:
式中,T齿为齿轮总的加工工时,有T齿=T1+T2+T3,T1为齿轮的抓取时间,T2为齿轮的加工时间,T3为齿轮的放置时间;
W泵为泵体总的加工工时,有W泵=W1+W2+W3,W1为泵体的抓取时间,W2为泵体的加工时间,W3泵体的为放置时间;
S为输送线从放置齿轮位置至放置泵体之间的距离;
V为齿轮和泵体加工工位之间的输送线传输速度;
若满足齿轮和泵体自动化加工过程协同控制评判约束条件,则齿轮和泵体为间隔输送,协同控制实现,继续往下执行,否则协同控制达不到要求,跳转至步骤三;
步骤五:虚拟仿真系统开始生产,自动化生产线按照协同控制的所设置的生产节拍参数,周而复始自动化生产,使用虚拟现实技术下虚拟仿真系统的头盔、手柄控制器,漫游、交互体验在自动化生产线虚拟环境中;
步骤六:协同控制参数数据显示,自动化生产线协同控制的结果不唯一,记录本次协同控制参数,为下一次协同控制参数设置提供参考;
步骤七:结束,完成自动化生产线齿轮泵产品的装配、运动仿真测试和入库码放。
本发明的有益效果是,采用基于虚拟仿真体验的自动化生产线协同控制方法及系统,解决了现有自动化生产线协同控制的实际调试中,因会出现产品报废和作业碰撞等,存在成本高、危险高等限制,制约了自动化生产线协同控制快速发展的进程等问题。它概念简单,实现方便,鲁棒性高,适应于自动化生产线协同控制方法及系统的虚拟现实技术的现实需求。
附图说明
图1为本发明基于虚拟仿真体验的自动化生产线协同控制方法及系统的流程图;
图2为本发明基于虚拟仿真体验的自动化生产线协同控制方法及系统的虚拟自动化生产线现场局部截图。
具体实施方式
下面结合附图和实施例对本发明专利作进一步地说明:
本发明所提供的一种基于虚拟仿真体验的自动化生产线协同控制方法及系统,包括机器人作业轨迹设计、生产节拍参数设置、协同控制评判、虚拟仿真系统开始生产、协同控制参数数据显示;虚拟自动化生产线现场以生产齿轮泵为对象,布置3个加工工位,分别为轴加工、齿轮加工和泵体加工,轴加工完毕放置到周转箱,齿轮和泵体加工完毕后,由输送线传输至齿轮泵装配工位,基于虚拟仿真体验的自动化生产线协同控制方法及系统,具体流程如下:
步骤一:开始,根据实际自动化生产线进行建模和参数设置,搭建虚拟自动化生产线现场;
步骤二:机器人作业轨迹设计,根据机器人作业任务,虚拟示教机器人作业轨迹,完成机器人作业轨迹设计;
步骤三:生产节拍参数设置,设置自动化生产线中轴加工、齿轮加工和泵体加工3个加工工位中每道加工工序的切削速度、进给量和切削深度,设置自动化生产线中各个加工工位之间输送线传输速度;
步骤四:协同控制评判,齿轮和泵体自动化加工过程协同控制评判约束条件如下:
式中,T齿为齿轮总的加工工时,有T齿=T1+T2+T3,T1为齿轮的抓取时间,T2为齿轮的加工时间,T3为齿轮的放置时间;
W泵为泵体总的加工工时,有W泵=W1+W2+W3,W1为泵体的抓取时间,W2为泵体的加工时间,W3泵体的为放置时间;
S为输送线从放置齿轮位置至放置泵体之间的距离;
V为齿轮和泵体加工工位之间的输送线传输速度;
若满足齿轮和泵体自动化加工过程协同控制评判约束条件,则齿轮和泵体为间隔输送,协同控制实现,继续往下执行,否则协同控制达不到要求,跳转至步骤三;
步骤五:虚拟仿真系统开始生产,自动化生产线按照协同控制的所设置的生产节拍参数,周而复始自动化生产,使用虚拟现实技术下虚拟仿真系统的头盔、手柄控制器,漫游、交互体验在自动化生产线虚拟环境中;
步骤六:协同控制参数数据显示,自动化生产线协同控制的结果不唯一,记录本次协同控制参数,为下一次协同控制参数设置提供参考;
步骤七:结束,完成自动化生产线齿轮泵产品的装配、运动仿真测试和入库码放。
每当需要确定基于虚拟仿真体验的自动化生产线协同控制方法及系统时,先根据实际自动化生产线进行建模和参数设置,搭建虚拟自动化生产线现场;再设计自动化生产线得机器人作业轨迹,以及设置自动化生产线生产节拍参数,确定协同控制评判约束条件,对满足协同控制评判约束条件进行虚拟仿真系统生产,使用虚拟现实技术下虚拟仿真系统的头盔、手柄控制器,漫游、交互体验虚拟自动化生产线现场。
- 一种基于虚拟仿真体验的自动化生产线协同控制方法及系统
- 一种基于虚拟仿真体验的自动化生产线协同控制方法