汽车内饰面仿真缝线结构
文献发布时间:2023-06-19 11:40:48
技术领域
本申请涉及汽车内饰面仿真缝线的技术领域,具体的涉及一种汽车内饰面仿真缝线结构(即是一种注塑成型的具有仿真缝线效果和真皮仿真效果的注塑内饰面结构)。
背景技术
现在的内饰面为了提高档次和用户体验效果,也为了提升产品的总体感官水平,往往采用真皮材料,然后进行缝制拼接;比如用的比较多的场合在汽车内饰面上,特别是一些高档车辆,其内饰面为了提高用户体验往往采用真皮材料、各个位置的拼接缝合位置采用针线缝制;但是这种真皮材料一来价格昂贵,二来加工不方便,需要人工缝制生产效率低,而且还容易根据具体的内饰结构需要进行多次的裁剪,造成真皮的浪费。
目前,也有采用直接注塑的方式仿制出缝线效果,但是目前的这种直接注塑制备的缝线一般都是直接采用硬质材料一体注塑出来,仿真效果非常不理想,而且注塑出来的缝线仅仅是简单的缝线纹理的呈现、非常简单的凸显在硬质材料的表面上,比较粗糙,没有真实缝线的拉坠效果和手感,很难应用于高端汽车内饰;此外,上述的汽车内饰面仿真缝线结构由于全部是硬质材料,还容易发生磨损、仿真效果更难以保证。
发明内容
为了解决上述技术问题,本申请针对现有技术的上述不足,提供一种具有真实缝线的拉坠效果,缝线仿真效果理想、而且不容易发生磨损,并可以应用于高端汽车内饰面中的汽车内饰面仿真缝线结构。
为了解决上述技术问题,本申请采用的技术方案为:一种汽车内饰面仿真缝线结构,该结构包括饰面本体,所述的饰面本体包括硬质饰面层和软质饰面层,所述的软质饰面层覆盖于硬质饰面层上;所述的硬质饰面层上设置有仿真缝线纹理,所述的仿真缝线纹理裸露出软质饰面层,所述的软质饰面层位于仿真缝线纹理的周边设置有缝线纹理凹圈、该缝线纹理凹圈围绕于仿真缝线纹理的下针处、以形成仿真缝线纹理的拉坠结构。
采用上述结构,通过两种饰面材料的充分结合,以及缝线纹理凹圈的设置,这样在饰面的表面形成具有一定弹性与真实皮质材料性能非常类似的软质饰面层,同时还实现了真实缝线在缝制时在饰面表面形成的拉坠效果,这样相互结合的结构实现了汽车内饰面仿真缝线结构真实的真皮缝线效果,可以应用于高档车辆或者其他应用场景中,提高整体的档次和产品附加值。
优选的,所述的仿真缝线纹理有多股缝线股构成,且每个仿真缝线纹理的缝线股数为4-12股、每个仿真缝隙纹理自两端至中间的缝线股逐渐增高;采用该结构,可以更加逼真的展现缝线纹理。
进一步的,所述的每个仿真缝线纹理的缝线股数为6-8股,且每个仿真缝隙纹理自两端至中间的缝线股逐渐增高。
优选的,所述的缝线股包括竖直部和位于竖直部上的横向弧形部,所述的竖直部与软质饰面层厚度方向贴合,所述的横向弧形部裸露出软质饰面层的上表面;采用该结构可以更加逼真的呈现缝线效果,使得注塑出来的缝线与真实的缝线更加的接近。
进一步的,构成每个仿真缝线纹理的缝线股相互贴合,并倾斜排列,且每个缝线股的倾斜角度一致以使得其竖直部的侧面相互贴合;采用该结构,可以更加逼真的呈现缝线的效果,和真实的缝线更加的接近。
优选的,所述的每个仿真缝线纹理的粗细尺寸与缝线纹理凹圈的凹陷深度呈正比;即仿真缝线纹理越粗,对应的缝线纹理凹圈的凹陷深度也就越深,这样可以更加逼真的体现缝线的真实效果,和真实的缝线更加的接近。
优选的,所述的硬质饰面层和软质饰面层均通过模具注塑而成;采用上述这种方式,可以在短时间内快速的制得具有真皮缝线效果的仿真产品,大大提高的生产效率,降低的人工成本,而且可以大规模生产制造。
优选的,所述的仿真缝线纹理底部至顶部之间的间距为0.2-1.3mm;该尺寸的限定对注塑后得到的缝线纹理的凸出高度做了限定,从而为缝线的逼真效果提供保障,太高或者太低均会导致逼真效果不理想。
进一步优选的,所述的软质饰面层的上表面至缝隙纹理的顶部之间的间距为0.3-0.6mm;采用该结构可以很好的限定缝线突出于软质注塑层的上表面的高度,保证缝线的仿真效果的理想。
优选的,所述的缝线纹理凹圈呈椭圆形,且缝线纹理凹圈为多个、彼此并排设置相互紧邻;采用该结构,可以提供更加逼真的拉坠效果,制作出来的注塑产品更加的能满足仿真内饰的需求。
优选的,所述的仿真缝线纹理设置有多个,并且首尾相邻形成缝线效果,并沿着软质饰面层顺次排列;采用该结构可以注塑出一条完成的缝线纹理效果的注塑产品,不需要拼接,操作简单。
优选的,所述的多个仿真缝线纹理或多个的缝线纹理凹圈形成有多条,多条平行排列于软质饰面层上。采用该结构可以根据具体的缝线的要求一次性注塑一根或者多根,节省工序和时间。
优选的,所述的多个仿真缝线纹理和缝线纹理凹圈为直线型或者弯曲形;采用该结构,可以获得不同缝线延伸效果的产品,更加的多样化,适应范围广。
优选的,所述的缝线纹理凹圈向着硬质饰面层的方向凹陷,所述的仿真缝线纹理凸出于软质饰面层的上表面;采用上述结构,形成凸出于软质饰面层的仿真缝线纹理部分,和向下凹陷的缝线纹理凹圈结构,二者相互结合,构成完整的仿真缝线,既有拉坠效果,也有缝线效果。
优选的,所述的缝隙纹理凹圈的外径大于缝隙纹理的线宽(即仿真缝线纹理的宽度),这样实现更加逼真的拉坠效果。
优选的,所述的硬质饰面层和软质饰面层为两次注塑形成,一次注塑形成硬质饰面层,二次注塑形成软质饰面层;采用上述的这种方式,可以快速的实现防真皮缝线纹理产品的制备,不需要人工缝制,也能获得仿真皮缝线的效果。
附图说明:
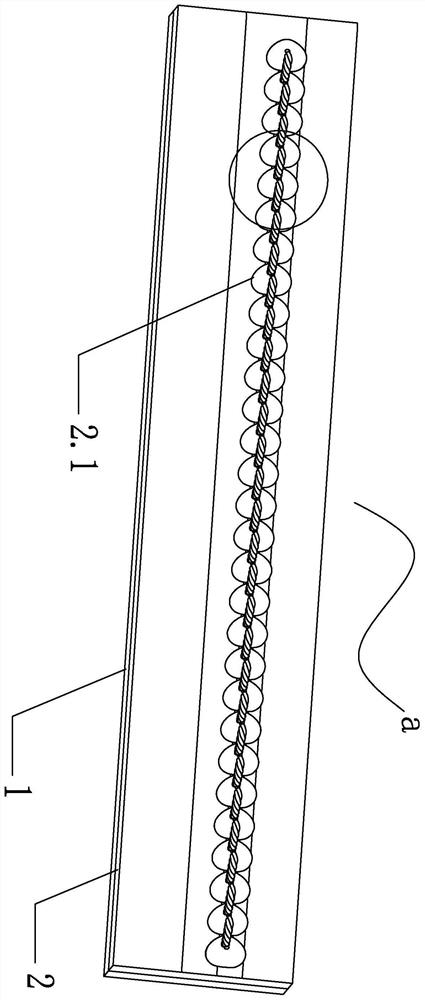
图1为本申请的汽车内饰面仿真缝线结构示意图。
图2为本申请硬质饰面层的结构示意图。
图3为本申请图1的局部放大图的结构示意图。
图4为本申请图2的局部放大图结构示意图。
图5为本申请的汽车内饰面仿真缝线截面图的结构示意图(以仿真缝线纹理的长度方向的垂直方向横切)。
图6为本申请的汽车内饰面仿真缝线截面图的结构示意图(以仿真缝线纹理的长度方向的垂直方向横切,缝线纹理不展示)。
图7为本申请的汽车内饰面硬质饰面层截面图的结构示意图(以仿真缝线纹理的长度方向的垂直方向横切)。
图8为本发明具有两条仿真缝线纹理的汽车内饰面仿真缝线结构示意图。
图9为本发明仿真缝线纹理的硬质层的结构示意图。
图10为设置了本发明仿真缝线纹理的汽车面板的结构示意图。
如附图所示:a.饰面本体,1.硬质饰面层,1.1.仿真缝线纹理,1.2.下针处,1.3.缝线股,1.31.竖直部,1.32.横向弧形部,2.软质饰面层,2.1.缝线纹理凹圈。
具体实施方式
下面将结合实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是优选实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围;
此外要说明的是:当部件被称为“固定于”另一个部件,它可以直接在另一个部件上或者也可以存在另一中间部件,通过中间部件固定。当一个部件被认为是“连接”另一个部件,它可以是直接连接到另一个部件或者可能同时存在另一中间部件。当一个部件被认为是“设置于”另一个部件,它可以是直接设置在另一个部件上或者可能同时存在另一中间部件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
如附图1-2、3-4、7所示,为本申请的一种汽车内饰面仿真缝线结构,该结构包括饰面本体a,所述的饰面本体包括硬质饰面层1和软质饰面层2,所述的软质饰面层2覆盖于硬质饰面层1上;所述的硬质饰面层1上设置有仿真缝线纹理1.1,所述的仿真缝线纹理1.1裸露出软质饰面层2,所述的软质饰面层2位于仿真缝线纹理1.1的周边设置有缝线纹理凹圈2.1、该缝线纹理凹圈2.1围绕于仿真缝线纹理1.1的下针处1.2(围绕于下针处的周围,下针处1.2位于每相邻两个仿真缝线纹理连接处)、以形成仿真缝线纹理的拉坠结构(即真实的缝线在缝制完成后、位于下针处即针头刺穿位置会对面料有一个向下拉的效果称为拉坠结构或者拉坠效果)。
采用上述结构,通过两种饰面材料的充分结合,以及缝线纹理凹圈的设置,这样在饰面的表面形成具有一定弹性与真实皮质材料性能非常类似的软质饰面层,同时还实现了真实缝线在缝制时在饰面表面形成的拉坠效果,这样相互结合的结构实现了汽车内饰面仿真缝线结构真实的真皮缝线效果,可以应用于高档车辆或者其他应用场景中,提高整体的档次和产品附加值;而且由于本申请是将仿真缝线纹理稍微突出于软质饰面层,既可以呈现缝制效果,同时还可以有效保护仿真缝线纹理受到磨损的几率变小;此外,本申请的这种仿真缝线注塑产品,具体是通过双色注塑模具制备,与真实缝线特别逼真有效的提升汽车内饰的档次感,且注塑成型方式获得的逼真缝线效果的内饰比真皮缝制成本更低,产能更快,适用于大批量注塑生产,且适用于高中低端各档次车型的内饰;此外,本申请的这种注塑产品可以根据内饰环境和定制的要求灵活的调整缝线的不同颜色、搭配汽车整体的内饰设计,有效降低汽车厂商对汽车的制造成本。
如附图9所示,本申请所述的仿真缝线纹理1.1由多股缝线股1.3构成,且每个仿真缝线纹理的缝线股数为4-12股,且每个仿真缝隙纹理自两端至中间的缝线股逐渐增高;采用该结构,可以更加逼真的展现缝线纹理。进一步的,所述的每个仿真缝线纹理1.1的缝线股1.3的股数为6-8股,且每个仿真缝隙纹理1.1自两端至中间的缝线股1.3逐渐增高。
如附图9所示,本申请所述的缝线股1.3包括竖直部1.31和位于竖直部上的横向弧形部1.32,所述的竖直部1.31与软质饰面层2的厚度方向贴合,所述的横向弧形部1.32裸露出软质饰面层2的上表面;采用该结构可以更加逼真的呈现缝线效果,使得注塑出来的缝线与真实的缝线更加的接近。
如附图9所示,构成每个仿真缝线纹理1.1的缝线股1.3相互贴合,并倾斜排列,且每个缝线股13的倾斜角度一致以使得其竖直部1.31的侧面相互贴合;采用该结构,可以更加逼真的呈现缝线的效果,和真实的缝线更加的接近。
本申请所述的每个仿真缝线纹理1.1的粗细尺寸与缝线纹理凹圈2.1的凹陷深度呈正比;即仿真缝线纹理越粗,对应的缝线纹理凹圈的凹陷深度也就越深,这样可以更加逼真的体现缝线的真实效果,和真实的缝线更加的接近。
本申请所述的硬质饰面层1和软质饰面层2均通过模具注塑而成;具体的,采用双色注塑模具注塑而成,包括第一次注塑模具和第二次注塑模具,第一次注塑模具获得硬质饰面层、同时硬质饰面层上的缝隙纹理也一并注塑出来,然后第二次注塑在硬质饰面层上注塑出软质饰面层、同时缝隙纹理的上部要露出软质饰面层,并且软质饰面层上经过第二注塑模具形成拉坠结构和下针处的造型(第一次注塑模具形成缝线纹理的那个模块可以和第二次注塑模具放置硬质饰面层的模块可以和第一次注塑模具采用相同的模块,或者轮廓尺寸完全相同的不同模块);采用上述这种方式,可以在短时间内快速的制得具有真皮缝线效果的仿真产品,大大提高的生产效率,降低的人工成本,而且可以大规模生产制造;所述的硬质饰面层1由第一次注塑产生,所述的软质饰面层2由第二次注塑产生,两次注塑相互叠加,构成完整的真皮仿真缝线的技术效果。
本申请所述的仿真缝线纹理1.1底部至顶部之间的间距为0.2-1.3mm,也就是仿真缝线纹理1.1自硬质饰面层1的上表面至自身的顶部之间的垂直距离;该尺寸的限定对注塑后得到的缝线的凸出高度做了限定,从而为缝线的逼真效果提供保障,太高或者太低均会导致逼真效果不理想。
本申请所述的软质饰面层2的上表面至仿真缝隙纹理1.1的顶部之间的间距为0.3-0.6mm;也就是限定了仿真缝线纹理突出于软质饰面层的高度,采用该结构可以很好的限定缝线突出于软质注塑层的上表面的高度,保证缝线的仿真效果的理想。
如附图1、3所示,本申请所述的缝线纹理凹圈2.1呈椭圆形(类似椭圆形),且缝线纹理凹圈2.1为多个、彼此并排设置相互紧邻;采用该结构,可以提供更加逼真的拉坠效果,制作出来的注塑产品更加的能满足仿真内饰的需求。
如附图2、4所示,本申请所述的仿真缝线纹理1.1设置有多个,并且首尾相邻形成缝线效果,并沿着软质饰面2顺次排列;采用该结构可以注塑出一条完成的缝线纹理效果的注塑产品,不需要拼接,操作简单。
如附图8所示,本申请所述的所述的多个仿真缝线纹理1.1或多个的缝线纹理凹圈2.1形成有多条,多条平行排列于软质饰面层上。采用该结构可以根据具体的缝线的要求一次性注塑一根或者多根,节省工序和时间。
本申请所述的多个仿真缝线纹理1.1和缝线纹理凹圈2.1的排列为直线型或者弯曲形;采用该结构,可以获得不同缝线延伸效果的产品,更加的多样化,适应范围广。
如附图5、6所示,本申请所述的缝线纹理凹圈2.1向着硬质饰面层1的方向凹陷,所述的仿真缝线纹理1.1凸出于软质饰面层2的上表面;采用上述结构,形成凸出于软质饰面层2的仿真缝线纹理1.1部分,和向下凹陷的缝线纹理凹圈2.1结构,二者相互结合,构成完整的仿真缝线,既有真实的拉坠效果,也有真实的缝线效果。
本申请所述的缝隙纹理凹圈的外径大于缝隙纹理的线宽(即仿真缝线纹理的宽度),这样实现更加逼真的拉坠效果。
本申请所述的汽车内饰面仿真缝线结构位于饰面本体a上设置有仿真皮拼接压痕,即本申请注塑获的汽车内饰面仿真缝线结构在仿真缝线纹理的位置设置有拼接痕,这样更加能逼真的体现缝线处的真皮相互拼接的纹理的呈现。
本申请所述的硬质饰面层1和软质饰面层2是两次注塑形成,第一一次注塑形成硬质饰面层1(包括了硬质饰面层上的仿真缝线纹理),二次注塑形成软质饰面层2(包括了具有缝线拉坠效果的缝线纹理凹圈,缝线纹理凹圈是内凹的,仿真缝线纹理是凸出的,二者结合就形状了仿真缝线和拉坠效果);采用上述的这种方式,可以快速的实现防真皮缝线纹理产品的制备,不需要人工缝制,也能获得仿真皮缝线的效果;本申请的硬质饰面层由硬质注塑材料注塑形成、从而获得支撑底面,为注塑汽车内饰面常规的注塑材料即可,本申请的软质饰面层由软质注塑材料形成、从而获得具有真皮手感的注塑表面材料,结合本申请模具注塑出来的具体的仿真缝线从而构成了完整的具有真皮手感、也具有真实缝线效果的注塑产品。
- 汽车内饰面仿真缝线结构
- 汽车内饰面仿真缝线结构