一种装配式三层气流随行保护激光熔覆工作头
文献发布时间:2023-06-19 11:42:32
技术领域
本发明涉及激光加工领域,尤其涉及激光熔覆。
背景技术
在对有色金属进行激光熔覆成形过程中,由于熔覆条件需要使有色金属变为熔融状态才可以和基体结合获得较好的冶金效果,固在熔覆过程中需要较高的温度,但是在大气环境下进行激光熔覆不可避免的在熔覆层表面出现熔覆层的高温氧化行为。在激光熔覆成形过程中,熔覆层的堆积时,每层熔覆层表面的氧化层将会影响激光熔覆成形质量,如在熔覆层表面的氧化层与下一层熔覆层相结合时,熔覆温度的不断积累将会使得熔覆层和氧化层连接处出现裂纹,从而降低成形件的结合强度。随着激光熔覆成形的不断进行,熔覆层的温度不断积累导致熔覆层表面氧化行为不断增加,在熔覆层表面形成疏松多孔的氧化层,从而促使空气中的氧元素不断进入熔覆层,导致熔覆层氧元素含量过高,从而降低熔覆层的性能。
在激光熔覆过程中氧化物金属主要是未脱落氧化皮与富氧层结合紧密,表明其有极强的黏附力,在实际生产过程中难以通过机械方式去除。在氧化皮及富氧层中均发现裂纹存在,裂纹可以从未脱落氧化皮扩展到富氧层中,也可在富氧层中单独出现。在加热过程中形成的这种脆性富氧层与金属基体结合紧密,可能会在后续的热加工过程使加工材出现表面裂纹,严重影响表面质量并降低材料的收得率。
目前传统的激光熔覆过程的保护主要是,将激光熔覆过程放入惰性气体的环境中,这样可以隔绝空气中的氧气可以避免熔覆过程中熔覆层的氧化行为,但是设计一款密闭的空腔并且通入惰性气体,首先密闭的空腔设计成本较高,且设计难度;通入惰性气体隔绝空气对惰性气体的使用量较大。
发明内容
为解决上述所产生的问题,本发明提供了一种装配式三层气流随行保护激光熔覆工作头,在对有色金属进行激光熔覆成形过程中可以有效保护熔覆层的高温区,从而降低高温区的熔覆层与氧气接触,从而降低熔覆层氧化行为提高熔覆层的表面质量,更好的使用与激光熔覆成形。
为了解决上述的技术问题,本发明提供了一种装配式三层气流随行保护激光熔覆工作头,包括:通光件、送粉件,同轴嵌套设置在送粉件侧壁外的内层保护气罩,中层保护气罩,外层保护气罩,同轴设置在通光件端部的镜筒连接件;所述送粉件套设在通光件侧壁外;
所述镜筒连接件设置有第一循环冷却水流道,用于给通光件散热;所述送粉件设置有与所述出粉口连通的入粉口,以及第二循环冷水却流道,所述第二循环冷却水流道流经通光件的侧壁,用于给送粉件和通光件散热;
所述镜筒连接件和通光件对应设置有镜筒保护气道,用于向通光件内吹入气体,以防止粉末进入镜筒内部。
在一较佳实施例中:所述通光件的侧壁沿着径向向外延伸形成第一限位块,所述镜筒连接件的端面沿着径向向内延伸形成第一限位配合块;所述限位块和限位配合块沿着通光件插入镜筒连接件的方向限位配合;
所述镜筒连接件的内壁在第一限位配合块的上方沿着径向向内延伸形成第二限位配合块;通光件压块一部分插入所述通光件的端面,另一部分沿着径向向外延伸形成第二限位块,所述第二限位块与第二限位配合块逆着通光件插入镜筒连接件的方向限位配合。
在一较佳实施例中:所述通光件的侧壁沿着径向向外延伸形成一圈凸台,所述凸台和送粉件通过四个沉头螺栓固定;并且所述通光件与送粉件之间设置有上密封圈和下密封圈;所述上密封圈和下密封圈之间形成所述第二循环冷水却流道的水冷腔体。
在一较佳实施例中:所述送粉件6采用SLM金属打印和二次切削加工的方式制备而成。
在一较佳实施例中:所述内层保护气罩装配在送粉件上,中层保护气罩装配在内层保护气罩上,外层保护气罩装配在中层保护气罩上。
在一较佳实施例中:所述内层保护气罩的内层保护气道向内倾角为23°,用于约束从送粉件输出的熔覆层粉末。
在一较佳实施例中:所述中层保护气罩的中层保护气道垂直于基体,以在基体和工作头之间形成厚度为8mm直径为52mm的湍流层。
在一较佳实施例中:所述外层保护气罩的外层保护气道对外形成45°偏角,以在远离熔覆区域形成回旋气流从而降低基体的温度梯度。
在一较佳实施例中:所述内层保护气罩和送粉件之间采用同轴度和轴肩定位;中层保护气罩与内层保护气罩通过同轴度和轴肩定位;外层保护气罩与中层保护气罩之间采用同轴和轴肩定位。
在一较佳实施例中:所述镜筒连接件设置有进气口,通光件设置有气道和出气口以形成所述镜筒保护气道,所述镜筒连接件和通光件在镜筒保护气道的上下两侧分别通过密封件密封连接。
相较于现有技术,本发明的技术方案具备以下有益效果:
1.本发明提供了一种装配式三层气流随行保护激光熔覆工作头,由于有色金属在激光熔覆成形过程中随着温度的不断积累易于和空气中的氧气发生氧化行为,使得熔覆表面质量降低,而本发明可以在激光熔覆有色金属时对易发生氧化行为的高温区域进行保护。
2.本发明提供了一种装配式三层气流随行保护激光熔覆工作头,针对复杂的零件所使用的是SLM金属成型然后在进行二次切削,其他回转件使用金属切削的方式;在针对不同的零件所使用不同的材料,通光件使用的是紫铜部分具有较高的熔点和散热性能。
3.本发明提供了一种装配式三层气流随行保护激光熔覆工作头,在通光件和送粉件之间加入循环水冷却系统,可以有效的防止在激光熔覆成形过程中,随着温度的不断积累从而影响到送粉是连续性。
4.本发明提供了一种装配式三层气流随行保护激光熔覆工作头,三层气流随行保护装置使用的是装配方案,将内层保护气罩固定于送粉件上,中层保护气罩固定于内层保护气罩上,外层保护气罩固定于中层保护气罩上。内层保护气罩向内倾角为23°,可以有效的约束送粉件送出的粉末;中层保护气罩垂直于基体,可以在送粉头和基体之间形成一个直径52mm厚度8mm的湍流层,有效保护熔覆层;外层保护气罩向外倾角为45°可以在远离基体表面形成回旋气流降低基体温度,提高散热速率。
5.本发明提供了一种装配式三层气流随行保护激光熔覆工作头,在对其他密闭的真空室或者充满惰性气体的环境下具有较少的气体使用量和较低的加工成本,对工件的形状和尺寸要求较低,对环境要求也降低。
6.本发明提供了一种装配式三层气流随行保护激光熔覆工作头,和其他类型的静态激光熔覆保护相比具有较低的成本和较高的应用范围。
附图说明
图1为本发明装配式三层气流随行保护激光熔覆工作头的示意图;
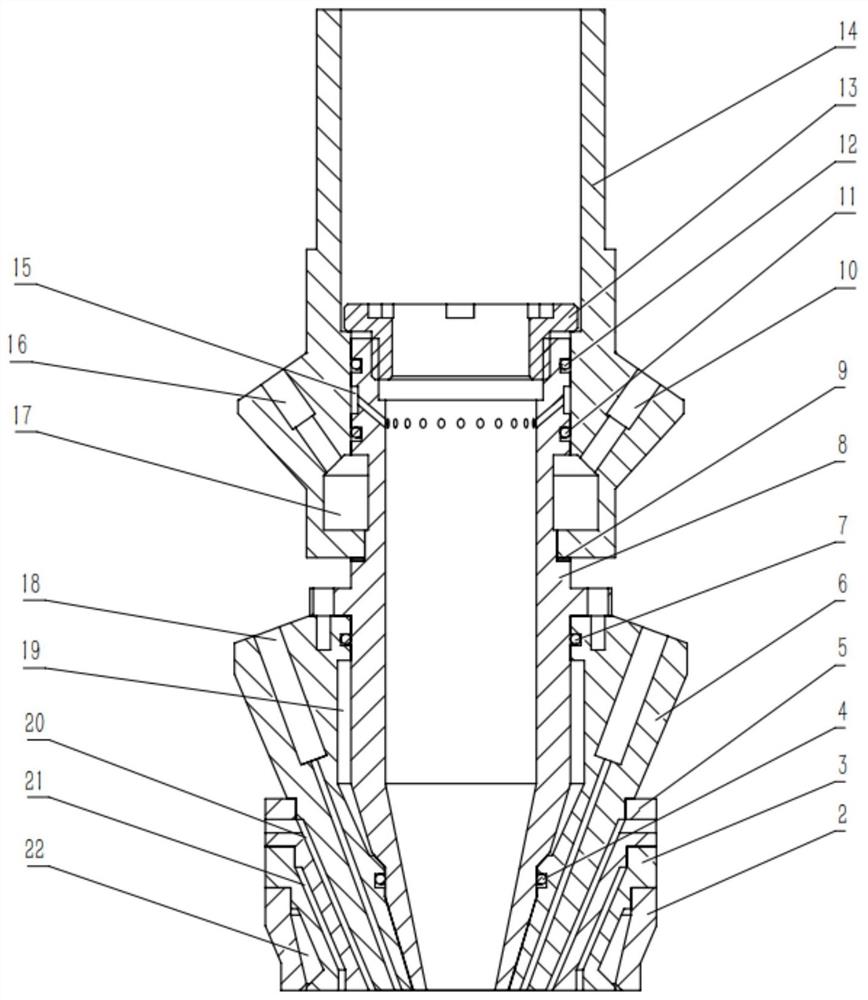
图2为本发明装配式三层气流随行保护激光熔覆工作头剖视图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述;显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”、“顶/底端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“套设/接”、“连接”等,应做广义理解,例如“连接”,可以是壁挂连接,也可以是可拆卸连接,或一体地连接,可以是机械连接,也可以是电连接,可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通,对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
参考图1和图2,本实施例提供了一种装配式三层气流随行保护激光熔覆工作头,包括:通光件8、送粉件6,同轴嵌套设置在送粉件侧壁外的内层保护气罩2,中层保护气罩3,外层保护气罩5,同轴设置在通光件8端部的镜筒连接件14;所述送粉件6套设在通光件8侧壁外;
所述镜筒连接件14设置有第一循环冷却水流道,用于给通光件8散热;所述送粉件6设置有与所述出粉口连通的入粉口18,以及第二循环冷水却流道,所述第二循环冷却水流道流经通光件8的侧壁,用于给送粉件6和通光件8散热;
所述镜筒连接件14和通光件8对应设置有镜筒保护气道,用于向通光件内吹入气体,以防止粉末进入镜筒内部。
具体来说,所述通光件8的侧壁沿着径向向外延伸形成一圈凸台,所述凸台和送粉件6通过四个沉头螺栓固定;并且所述通光件8与送粉件6之间设置有送粉件水冷下O型圈4和送粉水冷上O型圈7;所述送粉件水冷下O型圈4和送粉水冷上O型圈7之间形成所述第二循环冷水却流道的水冷腔体19。所述第二循环冷水却流道还包括送粉水冷出水口26和送粉水冷入水口24。
所述通光件8的侧壁沿着径向向外延伸形成第一限位块,所述镜筒连接件14的端面沿着径向向内延伸形成第一限位配合块;所述限位块和限位配合块沿着通光件8插入镜筒连接件14的方向限位配合;
所述镜筒连接件14的内壁在第一限位配合块的上方沿着径向向内延伸形成第二限位配合块;通光件压块13一部分插入所述通光件的端面,另一部分沿着径向向外延伸形成第二限位块,所述第二限位块与第二限位配合块逆着通光件8插入镜筒连接件14的方向限位配合。
内层保护气罩5和送粉件6之间采用同轴度和轴肩定位,通过四个M2的紧定螺栓在内层保护气罩5的侧面固定在送粉件6上;中层保护气罩3与内层保护气罩4通过同轴度和轴肩定位,使用四个M2的紧定螺栓在中层保护气道3外层上固定中层保护气罩3的位置;外层保护气罩2与中层保护气罩3之间采用同轴和轴肩定位,通过四个M2的紧定螺栓在外层保护气罩2的侧壁上固定外层保护气罩2的位置。
所述镜筒连接件14设置有镜筒保护气进气口23,通光件8设置有气道15和出气口以形成所述镜筒保护气道,所述镜筒连接件14和通光件8在镜筒保护气道的上下两侧分别通过镜筒保护气下密封O型圈11、镜筒保护上O型圈12密封连接。
所述第一循环冷水却流道包括镜筒水冷入水口10,镜筒水冷出水口16,镜筒水冷腔体17。所述第一限位块和第一限位配合块抵接的一侧还设置有镜筒水冷矩形密封圈9。
所述送粉件6内部结构较为复杂,本实施例采用SLM金属打印的方式,采用二次切削加工方式提高表面精度。
所述内层保护气罩5装配在送粉件6上,中层保护气罩3装配在内层保护气罩5上,外层保护气罩2装配在中层保护气罩3上。
并且,内层保护气罩5的内层保护气道20向内倾角为23°可以用于约束从送粉件6送粉的熔覆层粉末,提高熔覆层粉末利用率。所述内层保护气罩5上开设有内层气道进气口25。
所述中层保护气罩3的中层保护气道21垂直于基体可以在基体和工作头之间形成厚度为8mm直径为52mm的湍流层,有效保护熔覆层高温区。所述中层保护气罩3上开设有中层气道进气口27。
所述外层保护气罩2的外层保护气道22对外形成45°偏角可以在远离熔覆区域形成回旋气流从而降低基体的温度梯度。所述外层保护气罩2上开设有外层气道进气口1。
三层气道的内部采用组装方式,气体流过的气道都为平滑的曲线,可以更好的降低气流对气道侧壁的撞击,从而获得更稳定的气流。
上述的一种装配式三层气流随行保护激光熔覆工作头的组装方法,包括以下步骤:
1)外层保护气罩2通过侧壁的通孔使用紧定螺栓固定安装在中层保护气罩3上;
2)中层保护气罩3通过侧壁的通孔使用紧定螺栓固定安装在内层保护气罩5上;
3)内层保护气罩5通过侧壁的通孔使用紧定螺栓固定安装在送粉件6上;
4)通过四个沉头螺栓送粉件6和通光件8组合安装;
5)使用通光件压块13将通光件8安装在镜筒连接件14上;
6)镜筒保护气系统是由镜筒保护进气口23、镜筒保护气道15、镜筒保护气上密封圈12和镜筒保护气下密封圈11组成,用于防止粉末进入镜筒内部影响激光聚焦;
7)镜筒水冷循环系统是由镜筒水冷入水口10、镜筒水冷腔体17、镜筒水冷出水口16、镜筒水冷矩形密封圈9组成,是为防止激光温度过高传递给镜筒组件,而影响激光聚焦。
8)送粉件水冷循环系统是由送粉水冷入水口24、送粉水冷腔体19、送粉水冷出水口26、送粉水冷上密封O型圈7和送粉水冷下密封O型圈4组成,是防止激光加工过程中温度积累影响送粉。
以上所述,仅为本发明较佳的具体实施方式,但本发明的设计构思并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,利用此构思对本发明进行非实质性的改动,均属于侵犯本发明保护范围的行为。
- 一种装配式三层气流随行保护激光熔覆工作头
- 一种激光熔覆工作头保护装置