一种更换盾构机铰接密封的方法
文献发布时间:2023-06-19 11:44:10
技术领域
本发明涉及一种更换盾构机铰接密封的方法。
背景技术
盾构机铰接密封是一种安装于盾构机中盾与盾尾胴体之间的唇形端面密封,通常采用聚氨酯材料制作,辅以弧形压板及高强螺钉安装的密封装置。在胴体结构连接完成后,多道铰接密封间形成油脂腔,掘进过程中,铰接密封配合密封油脂持续填充油脂腔同时使用。避免盾构机在直线或弯曲段掘进过程中铰接装置处发生水土泄漏到盾构机内部的状况。
目前在常见的更换铰接密封工作方式基础上,都是在把后方平台、拼装机、螺旋机进行分离后,中前盾拆除、吊装至地面进行B环/T环分离,再进行更换铰接环密封,成本大、社会影响大、工序繁琐。
发明内容
本发明的目的在于提供一种更换盾构机铰接密封的方法,旨在用于盾构机不具备盾体翻身更换铰接密封的特殊工况时进行铰接密封的更换工作,该方法可以通过在始发胎架上将盾构机铰接环与中盾轴向分离出作业空间进行铰接密封的拆解、更换、安装。
为了实现上述目的,本发明的技术方案是设计一种更换盾构机铰接密封的方法,包括以下步骤:
步骤一、测量中盾、前盾至反力架尺寸,满足预设距离要求;检查中盾、前盾往前移动后,环体底部是否有操作空间拆除铰接密封及压板,如空间不足,考虑对始发胎架筋板割除,确认结构强度;
步骤二、管路拆除前做好标识,断开推进和铰接系统管线,使用堵头堵住油缸和管路接头;
步骤三、拆除铰接行程传感器、铰接油缸安装固定工装(铰接油缸安装固定工装是一种用于辅助拆卸铰接油缸销的工具),并固定在B环内部,防止B环、T环移动后,铰接油缸倾倒;
步骤四、检查管线、平台是否影响B环、T环分离;拆除干涉分离的平台和元件;拼装机液压马达确认锁住,拼装机固定;连接桥和后配套确保整体后移满足预设距离,确保连接固定安全;
步骤五、盾尾固定在轨道上;在前盾、中盾上焊接防止转挡块和止转装置,止转挡块在轨道左侧和右侧,防止前盾和中盾偏转;
步骤六、平移选取轨道两侧位置和环体顶部,轨道两侧的液压千斤顶安装在始发胎架上,顶板焊接在前盾和中盾上;环体顶部液压千斤顶安装在中盾上,顶板焊接前盾和中盾上,在上述三处位置,使用液压千斤顶移动,在天方向左右侧、底部左右侧焊接导向柱;
步骤七、环体放置在始发胎架上,把前盾和中盾往前缓慢移动,上下左右均匀移动,在移动过程中确保环体不得偏转,确保环体上下或左右不得倾斜;前盾和中盾移动预设距离,使铰接密封及压板脱离中盾,至完全漏出;
步骤八、压板按顺序做好标记,拆除压板和铰接密封,回牙清理螺纹孔和清理螺纹胶和油脂等杂质,补齐缺失损坏的压板,清理中盾上的密封接触面;
步骤九、把准备好的铰接密封拆开,检查外观和有无裂纹等质量问题,检查压板安装螺栓是否清理干净,检查完准备安装;
步骤十、安装铰接密封和压板,土砂密封压板安装面上涂抹液体密封胶后拧紧,安装土砂密封压板时注意油脂孔位置;螺栓涂抹螺纹胶水后再拧紧,按顺序逐层依次拧紧,使用扭力扳手紧固螺栓,安装完成后,使用扭力扳手检查螺栓扭矩是否合格;检查密封安装情况,是否平滑平整,是否有异常情况;
步骤十一、铰接密封安装后,对断开位置密封进行硫化对接,检查;检查完成后,密封涂抹润滑油脂,使密封之间尽量充满油脂;检查密封接触面清理情况;
步骤十二、对准天地方向、铰接油缸销和销孔位置,液压千斤顶位置不变,在前盾和中盾往前移动过程中不断检查天地和左右方向位置的T环和中盾距离,适当调整;检查中心和天地方向是否对准,铰接油缸销和销孔是否对准,铰接油缸座和铰接油缸孔是否对准。
进一步的,所述预设距离为560mm。
进一步的,所述步骤五中盾尾通过焊接的方式固定在轨道上。
进一步的,步骤六中所述的液压千斤顶为100吨液压千斤顶;且通过液压千斤顶支撑座分别焊接在始发胎架、中盾上。
进一步的,步骤十中所述液体密封胶为液体密封胶1215;所述螺纹胶水为螺纹胶水1324;所述螺栓为M10螺栓或M12螺栓,紧固扭矩分别为38N.m或65 N.m。
本发明的优点和有益效果在于:本发明一种更换盾构机铰接密封的方法在始发胎架上进行,时间成本低、更换工序少。
附图说明
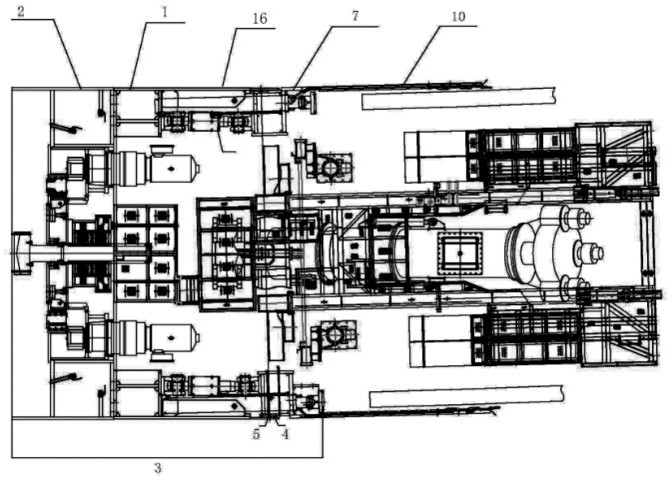
图1为盾构机的俯视结构示意图。
图2为盾构机的侧面结构示意图。
图3为盾构机正面剖面结构示意图。
图4为步骤六中盾构机正面剖面结构示意图。
图5为图2局部A的放大示意图。
图6为图4局部B的放大示意图。
图7为止转挡块安置示意图。
其中,中盾1、前盾2、环体3、铰接密封4、压板5、油缸6、T环7、拼装机液压马达8、后配套9、盾尾10、铰接油缸销11、铰接油缸12、液压千斤顶13、防止转挡块14、止转装置15、B环16。
具体实施方式
下面结合附图和实施例,对本发明的具体实施方式作进一步描述。以下实施例仅用于更加清楚地说明本发明的技术方案,而不能以此来限制本发明的保护范围。
实施例:
如图1~图7所示,一种更换盾构机铰接密封的方法,包括以下步骤:
步骤一、测量中盾1、前盾2至反力架尺寸,满足预设距离要求;检查中盾1、前盾2往前移动后,环体3底部是否有操作空间拆除铰接密封4及压板5,如空间不足,考虑对始发胎架筋板割除,确认结构强度;
步骤二、管路拆除前做好标识,断开推进和铰接系统管线,使用堵头堵住油缸6和管路接头;
步骤三、拆除铰接行程传感器、铰接油缸安装固定工装,并固定在B环16内部,防止B环16、T环7移动后,铰接油缸12倾倒;
步骤四、检查管线、平台是否影响B环、T环分离;拆除干涉分离的平台和元件;拼装机液压马达8确认锁住,拼装机固定;连接桥和后配套9确保整体后移满足预设距离,确保连接固定安全;
步骤五、盾尾10固定在轨道上;在前盾2、中盾1上焊接防止转挡块14和止转装置15,止转挡块15在轨道左侧和右侧,防止前盾2和中盾1偏转;
步骤六、平移选取轨道两侧位置和环体3顶部,轨道两侧的液压千斤顶13安装在始发胎架上,顶板焊接在前盾2和中盾1上;环体3顶部液压千斤顶13安装在中盾1上,顶板焊接前盾2和中盾1上,在上述三处位置,使用液压千斤顶13移动,在天方向左右侧、底部左右侧焊接导向柱;
步骤七、环体3放置在始发胎架上,把前盾2和中盾1往前缓慢移动,上下左右均匀移动,在移动过程中确保环体3不得偏转,确保环体3上下或左右不得倾斜;前盾2和中1盾移动预设距离,使铰接密封及压板脱离中盾,至完全漏出;
步骤八、压板5按顺序做好标记,拆除压板5和铰接密封4,回牙清理螺纹孔和清理螺纹胶和油脂等杂质,补齐缺失损坏的压板5,清理中盾1上的密封接触面;
步骤九、把准备好的铰接密封4拆开,检查外观和有无裂纹等质量问题,检查压板5安装螺栓是否清理干净,检查完准备安装;
步骤十、安装铰接密封4和压板5,土砂密封压板安装面上涂抹液体密封胶后拧紧,安装土砂密封压板时注意油脂孔位置;螺栓涂抹螺纹胶水后再拧紧,按顺序逐层依次拧紧,使用扭力扳手紧固螺栓,安装完成后,使用扭力扳手检查螺栓扭矩是否合格;检查密封安装情况,是否平滑平整,是否有异常情况;
步骤十一、铰接密封安装后,对断开位置密封进行硫化对接,检查;检查完成后,密封涂抹润滑油脂,使密封之间尽量充满油脂;检查密封接触面清理情况;
步骤十二、对准天地方向、铰接油缸销11和销孔位置,液压千斤顶13位置不变,在前盾2和中盾1往前移动过程中不断检查天地和左右方向位置的T环7和中盾1距离,适当调整;检查中心和天地方向是否对准,铰接油缸销11和销孔是否对准,铰接油缸座和铰接油缸孔是否对准。
所述预设距离为560mm。
所述步骤五中盾尾10通过焊接的方式固定在轨道上。
步骤六中所述的液压千斤顶13为100吨液压千斤顶;且通过液压千斤顶支撑座分别焊接在始发胎架、中盾1上。
步骤十中所述液体密封胶为液体密封胶1215;所述螺纹胶水为螺纹胶水1324;所述螺栓为M10螺栓或M12螺栓,紧固扭矩分别为38N.m或65 N.m。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
- 一种更换盾构机铰接密封的方法
- 一种铰接密封装置及具有该铰接密封装置的盾构机