一种元件边缘效应抑制工装和方法
文献发布时间:2023-06-19 11:45:49
技术领域
本发明涉及元件加工技术领域,尤其是涉及一种元件边缘效应抑制工装和方法。
背景技术
随着航空航天、国防军工等尖端科学技术的迅速发展,元件,尤其大口径非球面元件有利于提高空间分辨率、扩大视场以及增大信号收集能力等,已被广泛的应用于各种光学系统中,如遥感相机、太空望远镜等。目前,元件,尤其是大口径非球面元件超精密加工较为困难,其中一个重要的影响因素就是边缘效应。
边缘效应是指,在元件的实际加工过程中,当工具移动到元件边缘而不露边时,由于最边缘区域的相对加工时间小于中间区域,则去除量减少,元件发生“翘边”;反之,当工具部份露出元件边缘时,由于相对压力增大,使边缘区域去除量增加,元件发生“塌边”,这两种现象都使元件边缘去除量难以控制,严重阻碍面形误差收敛。边缘效应会严重影响元件加工效率、表面质量以及有效口径,导致光学系统性能下降。因此,提供一种工装,在元件加工过程中,可以抑制边缘效应、提升元件边缘加工质量、增加元件有效口径将具有重要意义。
发明内容
本发明的目的是提供一种工装,可以用于元件的加工过程中,以对元件的边缘效应具有抑制作用。为了解决上述问题,根据本发明的一个方面,提供了一种元件边缘效应抑制工装,包括:底板,挡块组件,所述挡块组件位于底板上;所述挡块组件包括:多个过渡挡块,所述多个过渡挡块完全包裹元件的边缘,所述过渡挡块的上表面与所述元件边缘平滑过渡;多个定位挡块,所述每个过渡挡块对应设有一个定位挡块,所述定位挡块用于将所述过渡挡块固定于所述底板,所述定位挡块与所述底板可拆卸连接。
应用本发明的技术方案,在加工元件时,先将元件放置于底板中间,将多个过渡挡块分布在元件的边缘处,并将元件的待加工边缘完全包裹,用定位挡块将每个过渡挡块与元件的接触面抵紧,定位挡块与底板之间以可拆卸的方式固定,从而多个定位挡块将元件与过渡挡块固定在底板上。过渡挡块的上表面与所述元件边缘平滑过渡,从而在加工时,使工具可以完全移出元件边缘加工,使工具可遍历元件整面各个位置,并且避免了元件边缘加工受力畸变,抑制元件边缘效应。
进一步地,所述底板两面的面形精度优于20μm。上述方案中,下底板两面可采用超精密磨削加工,最终保证底板两面的面形精度优于20μm。
进一步地,所述过渡挡块的厚度与元件加工时使用的最大去除函数直径一致。上述方案中,当加工元件的边缘时,加工渡挡块的厚度与元件加工时使用的最大去除函数直径一致,使得工具移到元件的边缘时,可保证工具与元件的接触面积不变,从而不会改变工具与元件之间的相对压力,导致踏边现象的发生。
进一步地,所述过渡挡块的厚度大于所述元件加工时使用的最大去除函数。上述方案中,当加工元件的边缘时,加工渡挡块的厚度大于元件加工时使用的最大去除函数直径,使得工具移到元件的边缘时,可保证工具与元件的接触面积不变,从而不会改变工具与元件之间的相对压力,导致踏边现象的发生。
进一步地,所述过渡挡块的材质与所述元件的材质相同,所述过渡挡块的上表面的面形精度优于10μm。上述方案中,过渡挡块的材质与所述元件的材质相同,可将过渡挡块与元件整体采用超精密磨削一起加工,由此获得与元件参数一致、边缘平滑过渡的高精度局部表面,过渡挡块上表面加工面形精度优于10μm。
进一步地,所述定位挡块上沿不高于所述过渡挡块的上沿。上述方案中,所述定位挡块上沿不高于所述过渡挡块的上沿,可以避免加工时,定位挡块对加工工具的影响。
进一步地,所述定位挡块上沿与所述过渡挡块的上沿高度差不大于1mm。上述方案中,所述定位挡块上沿与所述过渡挡块的上沿高度差不大于1mm,不仅可以避免定位挡块对工具的影响,还可以使定位挡块为过渡挡块的边缘提供支撑,避免加工时过渡挡块边缘受压损坏。
进一步地,还包括多个吊耳,所述多个吊耳均布于所述底板上。上述方案中,吊耳用于工装与元件整体吊装,在底板上均布的多个吊耳,可以保证吊装时工装的受力均衡、平稳。
进一步地,还包括上盖板,所述上盖板可拆卸的安装于所述元件的上方。上述方案中,上盖板表面带泡沫层安装于元件的上方,用于保护元件表面防止装夹操作时元件表面损伤。在将工装安装于加工\检测工作台后,之后拆除上盖板,对元件进行加工。
根据本发明的另一方面,提供了采用一种元件边缘效应抑制方法,包括以下步骤:
步骤S10:采用权利要求1-8任一项所述的元件边缘效应抑制工装对元件进行固定;
步骤S20:对元件进行加工,在加工过程中,加工路径延伸至过渡挡块的外沿;
步骤S30:当加工工具完全移出元件后,提升加工工具,减小加工工具与元件的接触深度。
采用上述的元件边缘效应抑制工装对元件进行固定,使用加工工具对元件进行加工,加工路径可延伸至过渡挡块的外沿,当加工工具完全移出元件后,提升加工工具,减小加工工具与元件的接触深度。上述方案中,使用上述工装,对元件的外沿进行加工时,使工具可遍历元件整面各个位置,并且避免了元件边缘加工受力畸变,从而抑制元件边缘效应,同时在加工工具完全移出元件后,提升加工工具,减小加工工具与元件的接触深度,可以确保工具始终未与挡块边缘刮擦,防止工具损坏。
需要说明的是,上述方案中,加工工具完全移出元件是指加工工具的垂直投影范围完全位于元件表面外。
进一步地,在提升加工工具的过程中,加工工具与元件的接触深度满足以下公式:
式中:H为加工工具与元件的接触深度,R为加工工具半径,R
本发明提供了一种工装,可以应用于元件的加工过程中,通过在元件边缘增加过渡挡块,使加工时,加工工具可以完全移出元件的边缘以对其进行加工,从而使得加工工具可遍历元件整面各个位置,并且避免了元件边缘加工受力畸变,从而抑制元件边缘效应。
在此基础上,本发明还提出了一种应用上述工装进行元件边缘效应抑制的方法。通过使用上述工装,可以使得加工工具可以移出元件的边缘,从而使得加工工具可遍历元件整面各个位置,并且避免了元件边缘加工受力畸变;同时,当加工工具完全移出元件的边缘后,加工工具开始提升,即减小加工工具与元件的接触深度,确保加工工具始终未与挡块边缘刮擦,从而避免了加工时过渡挡块边缘受压损坏。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对本发明实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面所描述的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
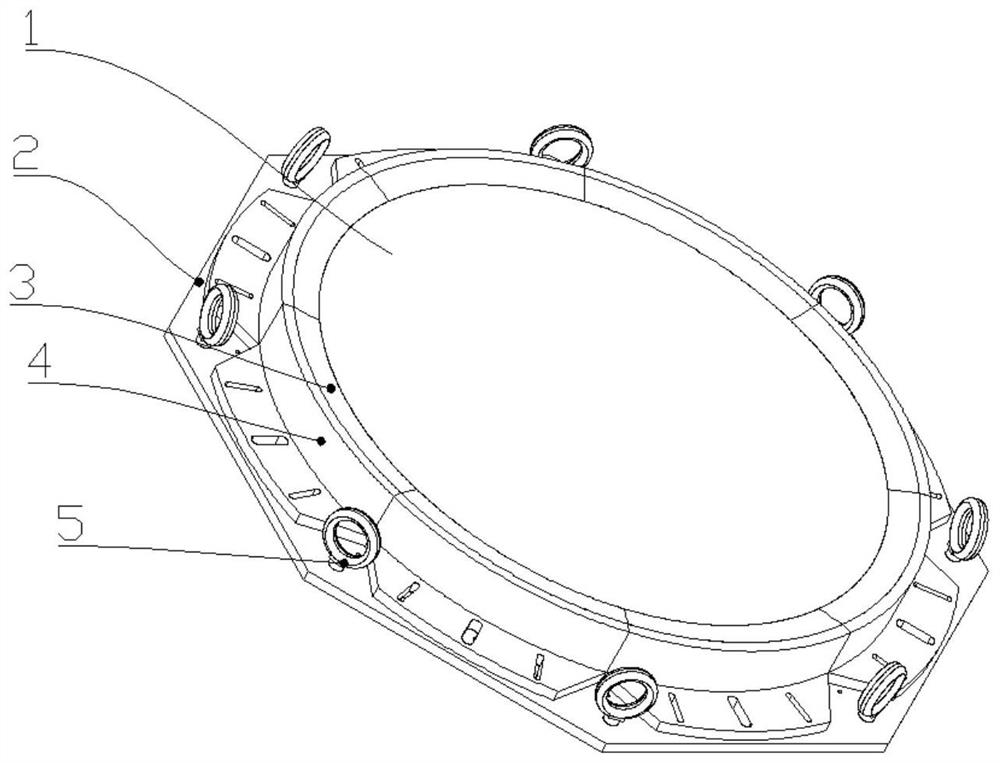
图1是本发明中去除上盖板的工装整体示意图;
图2是本发明中的带上盖板的工装整体示意图;
图3是本发明中的带上盖板的工装俯视图;
图4是本发明中的过渡挡块和定位定位挡块整体示意图;
图5是本发明元件边缘效应抑制方法示意图。
图中,1-元件,11-元件边缘,2-底板,3-过渡挡块,31-过渡挡块边缘,4-定位挡块,5-吊耳,6-上盖板,7-去除函数,O-元件远点,P-加工位置。
具体实施方式
以下的说明提供了许多不同的实施例、或是例子,用来实施本发明的不同特征。以下特定例子所描述的元件和排列方式,仅用来精简的表达本发明,其仅作为例子,而并非用以限制本发明。
元件,尤其大口径非球面元件有利于提高空间分辨率、扩大视场以及增大信号收集能力等,已被广泛的应用于各种光学系统中,如遥感相机、太空望远镜等。目前,元件,尤其是大口径非球面元件超精密加工较为困难,具体为:在元件的实际加工过程中,当工具移动到元件边缘而不露边时,由于最边缘区域的相对加工时间小于中间区域,则去除量减少,元件发生“翘边”;反之,当工具部份露出元件边缘时,由于相对压力增大,使边缘区域去除量增加,元件发生“塌边”,这两种现象都使得元件边缘去除量难以控制,严重阻碍面形误差收敛。
为了解决上述问题,根据本发明的一个方面,提供一种工装,应用于在元件加工过程中,其对于抑制边缘效应、提升元件边缘加工质量、增加元件有效口径将具有重要意义。
需要说明的是,本发明的实施例中,所述的元件可以为非球面光学元件、球面光学元件,也可以为其他加工过程中会产生边缘效应的元件,元件的口径可以为不同口径。在本发明的实施例中,以大口径非球面光学元件为例进行说明。
包括:底板2,挡块组件,所述挡块组件位于底板2上;所述挡块组件包括:多个过渡挡块3,所述多个过渡挡块3完全包裹元件1的边缘,所述过渡挡块3的上表面与所述元件1边缘平滑过渡;多个定位挡块4,所述每个过渡挡块3对应设有一个定位挡块4,所述定位挡块4用于将所述过渡挡块3固定于所述底板1,所述定位挡块4与所述底板1可拆卸连接。
应用本发明的技术方案,在加工元件1时,先将元件1放置于底板2中间,将多个过渡挡块3均匀的分布的元件1的边缘处,并将元件1的待加工边缘完全包裹,用定位挡块4将每个过渡挡块3与元件1的接触面抵紧,而定位挡块4与底板2之间以可拆卸的方式固定,从而多个均布的定位挡块4将元件1与过渡挡块3固定在底板1上。过渡挡块3的上表面与所述元件1边缘平滑过渡,从而在加工时,使工具可以完全移出元件1边缘加工,使工具可遍历元件整面各个位置,并且避免了元件边缘加工受力畸变,从而抑制元件边缘效应。
如图1、图2所示,在一个实施例中,所述过渡挡块3的数量为8个,相应的,所述定位挡块4的数量也为八个,八个过渡挡块3及八个定位挡块4均整体呈正八边形状分布于元件1的边缘处,每个过渡挡块3分别被一个位置对应的定位挡块4抵靠于元件1的边缘处。
当然,在其他实施例中,过渡挡块3的数量也可以为两个、三个、四个等,只要将多个过渡挡块3放置于元件1的边缘后,可将元件1的边缘完全包裹即可,在此不做数量限制。
在一个实施例中,采用螺栓将定位挡块4固定于底板2上,当然也可以为其他一些常见的可拆卸的连接方式,如卡扣连接,铰链连接等,在此不做限定。
在一个实施例中,所述底板2两面的面形精度优于20μm。底板2两面可采用超精密磨削的方式进行加工,最终保证底板1两面的面形精度优于20μm。
如图1、图2、图3所述,在一个实施例中,所述底板可以设计为八边形,八边形边缘用于在工作台上装夹定位。
在一个实施例中,所述过渡挡块3的厚度与元件1加工时最大去除函数直径一致。当加工元件1的边缘时,过渡挡块3的厚度与元件1加工时最大去除函数直径一致,使得工具移到元件1的边缘时,可保证工具与元件1的接触面积不变,从而不会改变工具与元件1之间的相对压力,避免踏边现象的发生。
在一个实施例中,所述过渡挡块3的厚度大于所述元件1加工时最大去除函数。上述方案中,当加工元件1的边缘时,过渡挡块3的厚度大于元件1加工时最大去除函数直径,使得工具移到元件1的边缘时,可保证工具与元件1的接触面积不变,从而不会改变工具与元件1之间的相对压力,避免踏边现象的发生。
在一个实施例中,所述过渡挡块3的材质与所述元件1的材质相同,所述过渡挡块3的上表面的面形精度优于10μm。上述方案中,过渡挡块的材质与所述元件的材质相同,如所述过渡挡块3的材质与所述元件1均采用熔石英材料,可将过渡挡块3与元件1整体采用超精密磨削一起加工,由此获得与元件1参数一致、边缘平滑过渡的高精度局部表面,过渡挡块3上表面加工面形精度优于10μm。
需要说明的是,所述定位挡块4与所述过渡挡块3可以采用可拆卸的方式进行连接,在每次加工完后,将两者拆卸,便于分类存放,在其中一个发生损坏时,可以进行单独替换。其中,可拆卸的连接方式为常见的一些方式,如螺纹连接、卡扣连接等,在此不做限制。
当然,所述所述定位挡块4与所述过渡挡块3也可以采用固定连接的方式。这样可以减少将元件1安装于工装上时的组装工序。如图4所示,如可将过渡挡块3与定位挡块4采用强力胶粘结为一体,两者可作为一个整体抵靠于元件的边缘。
在一个实施例中,所述定位挡块4上沿不高于所述过渡挡块3的上沿,上述方案中,所述定位挡块4上沿不高于所述过渡挡块3的上沿,可以避免加工时,定位挡块4对加工工具的影响。
在一个实施例中,所述定位挡块4上沿与所述过渡挡块3的上沿高度差不大于1mm。上述方案中,所述定位挡块4上沿与所述过渡挡块3的上沿高度差不大于1mm,不仅可以避免定位挡块4对工具的影响,还可以使定位挡块4为过渡挡块3的边缘提供支撑,避免加工时过渡挡块3边缘受压损坏。
在一个实施例中,还包括多个吊耳5,所述多个吊耳5均布于所述底板2上。上述方案中,吊耳5用于将工装与元件整体吊装,在底板2上均布的多个吊耳5,可以保证吊装时受力均衡。如图1-图3所示,在所述八边形的底板2的八个角上分布有8个吊耳,用于工装与元件整体吊装。
在一个实施例中,还包括上盖板6,所述上盖板6可拆卸的安装于所述元件1的上方。上述方案中,如图1、图2所示,上盖板6表面带泡沫层安装于元件1的上方,用于保护元件1表面,防止装夹操作时元件表面损伤。在将工装安装于工作台后,拆除上盖1,对元件1进行加工。
根据本发明的另一方面,提供了采用一种元件边缘效应抑制方法,包括以下步骤:
步骤S10:采用权利要求1-8任一项所述的元件边缘效应抑制工装对元件进行固定;
步骤S20:使用加工工具对元件1进行加工,在加工过程中,加工路径延伸至过渡挡块3的外沿;
步骤S30:当加工工具完全移出元件1后,提升加工工具,减小加工工具与元件1的接触深度。
上述方案中,如图5所示,图中,R
进一步地,在提升加工工具的过程中,加工工具与元件的最大接触深度需满足以下公式:
式中:H为加工工具与元件1的接触深度,R为加工工具半径,R
本实施例中,实例中工具半径R为160mm,元件1半径R
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
- 一种元件边缘效应抑制工装和方法
- 一种磁流变抛光边缘去除函数建模与边缘效应抑制方法