一种软包锂离子电池注液静置工艺
文献发布时间:2023-06-19 11:45:49
技术领域
本发明属于锂离子电池制造技术领域,特别涉及一种软包锂离子电池注液后静置工艺。
背景技术
软包锂离子电池注液后,一般需要等待电解液完全将极片浸润,锂离子电池才能进行化成工序。如果电解液浸润状态不好,会导致锂离子在正负极片中的嵌锂受阻,电池批次容量差异较大,倍率性能下降。在整车多并多串的条件下,会导致ui hui daozhi 电池压差增大和续航里程不足等质量问题。
一般软包锂离子电池注液后需常温静置16-24h,电解液才能完全浸润极片。其不足之处是静置时间太长,影响电池整体制程时间。因此,为缩短电解液浸润时间,开发出一种软包锂离子电池注液静置工艺。
发明内容
本发明提供了一种软包锂离子电池注液静置工艺,通过循环真空静置方式,消除极片内部空隙间的气体,通过循环挤压静置方式,加快电解液浸润速度,缩短软包锂离子电池注液后电解液浸润(陈化)时间。
本发明的技术解决方案是:一种软包锂离子电池注液静置工艺,其特征在于包括以下步骤:
(1)软包锂离子电池注液后进行多次循环真空静置;
(2)软包锂离子电池封口后进行多次循环挤压静置。
本发明的技术解决方案中所述的第(1)步骤中循环真空静置包括两次或三次循环真空静置。
本发明的技术解决方案中所述的两次或三次中真空静置的真空度为-50KPa~-100KPa,真空静置时间为70~100s。
本发明的技术解决方案中所述的两次循环真空静置中,第一次真空静置的真空度为-50KPa~-70KPa,真空静置时间为70~100s;充氮气至常压后进行第二次真空静置,第二次真空静置的真空度为-60KPa~-80KPa,真空静置时间为80~100s。
本发明的技术解决方案中所述的三次循环真空静置中,第一次真空静置的真空度为-50KPa~-70KPa,真空静置时间为70~100s;充氮气至常压后进行第二次真空静置,第二次真空静置的真空度为-60KPa~-80KPa,真空静置时间为80~100s;充氮气至常压后进行第三次真空静置,第三次真空静置的真空度为-70KPa~-90KPa,真空静置时间为90~100s。
本发明的技术解决方案中所述的第(2)步骤中循环挤压静置包括二次或三次循环挤压静置。
本发明的技术解决方案中所述的二次或三次中挤压静置的压力为1300kg~1700kg,挤压静置时间为5~10min。
本发明的技术解决方案中所述的两次循环挤压静置中,第一次挤压静置的压力为1300kg~1500g,挤压静置时间为5~10min;泄压至无压力后进行第二次挤压静置,第二次挤压静置的压力为1400kg~1600kg,挤压静置时间为80~100s。
本发明的技术解决方案中所述的三次循环挤压静置中,第一次挤压静置的压力为1300kg~1500g,挤压静置时间为5~10min;泄压至无压力后进行第二次挤压静置,第二次挤压静置的压力为1400kg~1600kg,挤压静置时间为80~100s;泄压至无压力后进行第三次挤压静置,第三次挤压静置的压力为1500kg~1700kg,挤压静置时间为90~100s。
本发明的有益效果:
1、本发明采用循环真空静置方式,将软包锂离子电池极片间的气体完全抽出,消除电解液浸润阻力,提高电解液浸润速率,有效解决了锂离子电池注液后常温静置时间太长的问题。
2、本发明采用循环挤压方式,协助电解液向极片上部移动,提升电解液对极片的浸润效果,可将注液后电池静置时间缩短至4h-8h,有效解决了锂离子电池注液后常温静置时间太长的问题。
本发明主要用于软包锂离子电池注液至化成前使电解液完全浸润极片的电池静置陈化。
附图说明
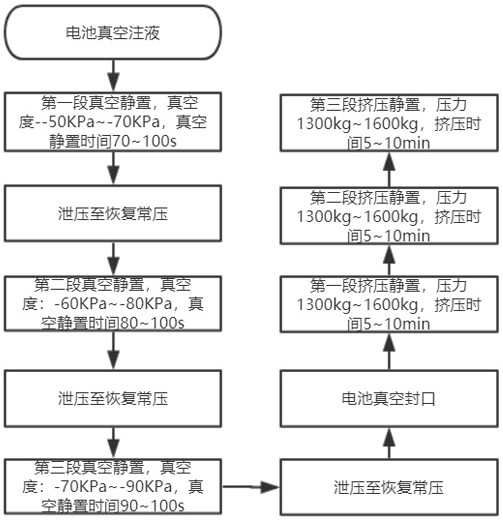
图1为本发明的制程工艺流程图。
具体实施方式
本发明的制程工艺流程图如图1所示。包括电池真空注液→第一段真空静置,真空度-50KPa~-70KPa,真空静置时间70~100s→充氮气至恢复常压→第三段真空静置,真空度-70KPa~-90KPa,真空静置保持时间90~100s→充氮气至恢复常压→电池真空封口→第一段挤压静置,压力1300kg~1500kg,挤压时间5~10min→第二段挤压静置,压力1400kg~1600kg,挤压时间5~10min→第三段挤压静置,压力1500kg~1700kg,挤压时间5~10min。
本发明提供一种软包锂离子电池注液静置工艺的实施例,包括以下步骤:
(1)软包锂离子电池真空注液后,开始进行三次真空静置循环;三次真空静置循环包括:
第一次真空静置的真空度为-50KPa~-70KPa,真空静置时间为70~100s;
第一次真空静置结束后,向真空静置箱内充入氮气至常压,再进行第二次真空静置,第二次真空静置的真空度为-60KPa~-80KPa,真空静置时间为80~100s;
第二次真空静置结束后,向真空静置箱内充入氮气至常压,再进行第三次真空静置,第三次真空静置的真空度为-70KPa~-90KPa,真空静置时间为90~100s;
(2)软包锂离子电池循环真空静置完成后,向真空静置箱内充入氮气至常压,取出静置后的电池进行真空封口;电池封口后,将电池放入挤压设备,进行三次挤压静置循环;三次挤压静置循环包括:
将电池压紧进行第一次挤压静置,挤压压力为1300kg~1500kg,挤压时间5~10min;
第一次挤压静置结束后,松开挤压设备后再将电池压紧进行第二次挤压静置,挤压压力为1400kg~1600kg,挤压时间5~10min;
第二次挤压静置结束后,松开挤压设备后再将电池压紧进行第三次挤压静置,挤压压力为1500kg~1700kg,挤压时间5~10min。
第三次挤压静置结束后,松开电池进行常温搁置陈化,4~8h后即可进行后续化成工艺。
本发明还可根据实际情况选择二次或四次循环真空静置,每次真空静置的真空度为-50KPa~-90KPa,真空静置时间为70~100s。
本发明还可根据实际情况选择二次或四次循环挤压静置,每次挤压静置结束后需松开后再将电池压紧进行下一次挤压静置,每次挤压静置的压力为1300kg~1700kg,挤压静置时间为5~10min。
- 一种软包锂离子电池注液后的静置方法及软包锂离子电池的制备方法
- 一种锂离子软包动力电池注液后静置装置及其静置方法