一种非金属制造中心
文献发布时间:2023-06-19 11:47:31
技术领域
本发明涉及非金属材料加工领域,具体涉及一种非金属制造中心。
背景技术
非金属材料比如木料材质在制作成框架后会被用于多种场合(工艺品、装饰构件、房屋结构、中西家具),如镜框、画框、窗框、门框等等,现今,木框多数仍停留在通过半人工半机械获得,通过人力将木板推向木工切割机、木工刨床、仿形机等来获取所需形状的木制框架、木制品,这种通过人工送料获取框架的方式,以传统强压硬加工方式为主,严重阴损材质,破坏质量,报废率严重、产量低、成本高,造成环境差、伤残事故多,影响行业声誉,一次加工最多只能在一个方向,加工一块木材,不仅效率低下,而且精度无法保证,特别是在加工较长条形的框架料时,问题会更加明显,总之,传统的机器存在噪音大、安全性差、效率低、质量一般的问题;
市场上现在还没有专门用于框架加工的专用机床,更没有同时可以支持多条框架加工的机床,因此需要专门针对框架专用加工特别开发一种机床。
发明内容
本发明要解决的技术问题是现有通过人工送料获取框架的方式,以传统强压硬加工方式为主,严重阴损材质,破坏质量,报废率严重、产量低、成本高,造成环境差、伤残事故多,影响行业声誉,一次加工最多只能在一个方向,加工一块木材,不仅效率低下,而且精度无法保证;以往没有可靠的设备做生产依托,机器功能的单一性,加工生产过程质量与产量低下,异形产品难以实施生产,本发明提供一种非金属制造中心,能够使其确保质量一致性,操作生产简易性,本机支持双件料坯一次同时完成制造加工,通过智能程控实现机器的智能多样化生产全程,确保质量要求,产量成倍,成本降低,环保合标,人身安全,用以解决现有技术导致的缺陷。
为解决上述技术问题本发明提供以下的技术方案:
一种非金属制造中心,其中,包含控制器、机架箱柜、双刀具水平高度自调装置、安装于所述机架箱柜顶部的工作台,可制造生产各类形体所需产品,所述工作台为铸铁工作台,所述工作台的台面为镀铬台面;
所述工作台一侧的顶部对称安装有两个刀架盘,每个所述刀架盘上均连接有刀盘分度电机,所述工作台顶部较近距离的两侧对称安装有多个加工物件固定装置,相对的两个所述加工物件固定装置之间设有安装于所述工作台顶部的基准导槽,所述基准导槽内壁设有匹配每两个对称设置的所述加工物件固定装置的电磁感应器,所述基准导槽顶部安装有X轴导轨,所述X轴导轨上安装有X轴滑台,所述基准导槽内部安装有连接于所述X轴滑台的X轴丝杆,所述X轴滑台上设有驱动连接所述X轴丝杆的X轴驱动电机,所述基准导槽内部安装有放置管线的X轴链条;
所述双刀具水平高度自调装置安装于所述X轴滑台的一侧且设置于所述刀架盘的上侧,每个所述刀架盘面向所述加工物件固定装置的一侧设有安装于所述工作台顶部的激光测距仪,所述激光测距仪用于检测所述双刀具水平高度自调装置夹持的刀具高度并将检测的高度数据传输至控制器,所述X轴滑台面背离于所述刀架盘的一侧安装有除尘组件;
所述机架箱柜的一侧设有控制连接所述加工物件固定装置的脚踏气动开关;
所述工作台上设有分别与电源、所述双刀具水平高度自调装置、所述加工物件固定装置、所述X轴驱动电机、所述除尘组件、所述刀盘分度电机连接的电源开关;
所述激光测距仪、所述电磁感应器通过有线或无线连接于所述控制器,所述控制器分别控制连接所述双刀具水平高度自调装置、所述加工物件固定装置、所述X轴驱动电机、所述除尘组件、所述刀盘分度电机。
上述的一种非金属制造中心,其中,所述双刀具水平高度自调装置包含Z轴滑动组件、Y轴滑动组件、H轴滑动组件、变角旋转组件、铣头;
所述Z轴滑动组件包含Z轴电机、Z轴导轨、Z轴滑台、Z轴丝杆,所述Z轴导轨安装于所述X轴滑台面向所述刀架盘的一侧并垂直于所述工作台,所述Z轴电机安装于所述X轴滑台上并驱动连接于所述Z轴丝杆的一端,所述Z轴滑台滑动连接于所述Z轴导轨与所述Z轴丝杆;
所述Y轴滑动组件包含Y轴电机、Y轴导轨、Y轴滑台、Y轴丝杆,所述Y轴导轨安装于所述Z轴滑台背离于所述Z轴丝杆的一侧并与所述Z轴导轨垂直设置,所述Y轴电机连接于所述Z轴滑台并驱动连接于所述Y轴丝杆的一端,所述Z轴滑台的两端均安装有与所述Y轴导轨与所述Y轴丝杆滑动连接的所述Y轴滑台,所述Y轴丝杆为正反向丝杆,所述正反向丝杆为丝杆的两端分别为正向螺纹与反向螺纹,通过所述Y轴电机带动所述Y轴丝杆转动进而带动两个所述H轴滑台相向同进或向背同退;
每个所述Y轴滑台上均安装有所述H轴滑动组件,所述H轴滑动组件包含H轴电机、H轴导轨、H轴滑台、H轴丝杆,所述H轴导轨安装于所述Y轴滑台背离于所述Z轴滑台的一侧并与所述Y轴导轨垂直,所述H轴电机设置于所述Y轴滑台的顶部并驱动连接于所述H轴丝杆的一端,所述H轴滑台滑动连接于所述H轴导轨、所述H轴丝杆;
所述H轴滑台上均安装有所述变角旋转组件,所述变角旋转组件包含变角旋转电机、变角旋转导轨、变角旋转滑台,所述Y轴滑台上开设有安装所述变角旋转导轨的圆槽,所述变角旋转导轨安装于所述Y轴滑台上所述圆槽的内壁,所述变角旋转电机安装于所述变角旋转滑台的顶部,每个所述变角旋转滑台上均安装有所述铣头,所述铣头随X轴、Y轴背向或面向进入自寻式自动换刀,所述铣头为变角型电主轴铣头,所述铣头抓取刀后由所述激光测距仪进行测量两个所述铣头夹持的刀具高度并将高度数据传输至所述控制器,所述控制器控制调节两个所述H轴电机以将两个所述H轴滑台的高度调节一致,以便后续进行切削;
所述激光测距仪检测所述铣头夹持的刀具高度并将检测的高度数据传输至所述控制器,所述控制器分别控制连接所述Z轴电机、所述Y轴电机、所述H轴电机、所述变角旋转电机、所述铣头。
上述的一种非金属制造中心,其中,所述加工物件固定装置包含旋转压脚组件与推杆组件,所述旋转压脚组件的两侧均设有所述推杆组件,工作时所述旋转压脚组件与所述推杆组件用于压紧被切削材料进行固定定位,所述旋转压脚组件与所述推杆组件的配合能够保证被切削材料不变形、不偏位,工作切削行程时所述电磁感应器检测刀具的接近状态,当刀具接近所述推杆组件时,对应的所述推杆组件自行回缩避让,防止与刀具对材料加工行程时发生碰撞,实现全程循环生产;
所述旋转压脚组件包含平推杆、平推感应气缸、平推支架,所述平推感应气缸安装于所述机架箱柜的顶板内壁并驱动连接于所述平推杆,所述工作台、所述机架箱柜上均开设有供所述平推杆移动的平推槽,所述平推支架轴动连接于所述平推杆顶部的一端,所述平推支架面向所述基准导槽的一端安装有下压气缸;
所述控制器分别控制连接所述平推感应气缸、所述下压气缸,所述脚踏气动开关控制连接所述平推感应气缸、所述下压气缸,当所述旋转压脚组件与所述推杆组件压紧被切削材料进行固定定位后,通过所述脚踏气动开关控制所述平推感应气缸、所述下压气缸停止工作,离开所述被切削材料不再对被切削材料进行固定。
上述的一种非金属制造中心,其中,所述平推支架包含第一支架、第二支架、支架板、调节螺母,所述第二支架为L型支架;
所述第一支架轴动连接于所述平推杆顶部的一端,所述第二支架的长板活动连接于所述第一支架的顶部,所述支架板活动连接于所述第二支架短板的外侧,所述下压气缸活动连接于所述支架板的另一侧;
所述第二支架长板的末端底部安装有支撑轮,所述平推感应气缸带驱动所述平推杆移动时所述支撑轮与所述工作台相接触,当所述下压气缸工作时能够给所述下压气缸一个力,防止所述平推支架旋转;
所述第二支架通过所述调节螺母分别与所述第一支架、所述支架板锁紧连接,所述第二支架上开设有匹配所述调节螺母的限位槽。
上述的一种非金属制造中心,其中,所述第二支架上设有连接所述第一支架与所述支架板的调节件,所述第一支架与所述支架板上分别设有匹配所述调节件的限位件。
上述的一种非金属制造中心,其中,所述推杆组件包含顶杆、顶杆气缸、顶杆支架,所述顶杆气缸安装于所述机架箱柜的内壁并驱动连接于所述顶杆支架,所述顶杆连接于所述顶杆支架的顶部,所述工作台、所述机架箱柜上均开设有供所述顶杆移动的凹槽;
所述顶杆面向所述基准导槽的一端设有缓冲组件,所述顶杆的另一端设有刻度槽。
上述的一种非金属制造中心,其中,还包含插销,所述顶杆支架的顶部设有连接所述顶杆的固定座,所述固定座上设有供所述顶杆穿设的固定槽,所述固定座的顶部开设有插销槽,所述插销插入所述插销槽后与所述刻度槽活动式连接。
上述的一种非金属制造中心,其中,所述基准导槽的两侧设有安装于所述工作台顶部的基准槽以及插在所述基准槽内的挡板与压条;
所述压条的底部凹槽内安装有圆肖,所述圆肖上连接有圆形拉力环,所述机架箱柜内部设有驱动连接所述圆形拉力环的锁定气缸,所述控制器控制连接所述锁定气缸,所述基准槽内设有固定于所述挡板一侧的压条,所述压条下沿设有圆肖、连接圈形拉力环、锁定气缸,所述锁定气缸的气缸杆驱动连接于所述压条用于锁定所述挡板,所述基准槽为单面斜型长槽,配备的所述压条为单面斜型长压条;
所述压条是钢制单斜面长条形,下沿中缝设圆肖,套接拉力环与锁定气缸的气缸杆固定,气缸杆伸与缩使所述压条上下移动,依靠斜度面松紧固定物件;
在使用时,加工前放置被切削材料,由所述平推感应气缸将被切削材料推向所述基准槽内的所述档板,所述下压气缸工作将被切削材料的背部顶实,切削行程前所述顶杆气缸工作将所述顶杆强压在被切削材料上,此时所述平推感应气缸带动所述下压气缸退位;
进行切削加工行程中刀具与所述顶杆避让的方式采用所述电磁感应器实时感应被切削材料是否进入所述电磁感应器的感应范围,当所述电磁感应器感应到时反馈至控制器,所述控制器控制相应的所述顶杆气缸工作将所述顶杆于被切削材料分离,以便刀具安全通过,随后刀具通过后所述控制器控制所述顶杆气缸工作将所述顶杆再次强压在被切削材料上,使得刀具依次通过每一个所述顶杆,以便完成切削。
上述的一种非金属制造中心,其中,所述除尘组件包含储尘箱、吸尘箱,所述吸尘箱的两端均设有吸尘管,所述吸尘箱安装于所述X轴滑台面背离于所述刀架盘的一侧,所述储尘箱设置于所述工作台近所述刀架盘的一端,切削行程中机背式的所述吸尘箱随机自行吸入尘物并按次倾掉在所述储尘箱内,随机循环,保证了作业环境的环保整洁,创新的解决了机器与吸尘器工作时分离表现;
所述吸尘箱的底部安装有管线安装箱,用于放置各种管线。
上述的一种非金属制造中心,其中,所述工作台的背离于所述刀架盘的一端对称设置有两个DD驱动电机,本非金属制造中心可完成加工不同类型的产品,例如:伺服电机卡盘D*2轴结合尾架,F*2电主轴变角型铣头可车削圆柱体、切削平面、S型几何体、平面雕、立体雕、隼卯构件等。
依据上述本发明一种非金属制造中心提供的技术方案具有以下技术效果:
采用双刀具水平高度自调装置进行刀具的更换与切削,由控制器控制两个铣头同时工作,增设的激光测距仪能够实时检测铣头夹持的刀具高度并由控制器实时调整H轴滑台的高度,实现设备精度的一致性,用于满足多样化产品生产需求,确保家具构件产品双料对称生产技术要求,提高质量,产量成倍;
采用旋转压脚组件与推杆组件结合的加工物件固定装置对被切削材料进行固定,增设的电磁感应器反馈至控制器由控制器控制旋转压脚组件与推杆组件避让与复位来避让被切削材料,实现整个加工的避让过程,保证工件周长无间断生产、工况安全性、产品一致性;
本发明一种非金属制造中心可使其确保质量一致性,操作生产简易性,本机支持双件料坯一次同时完成制造加工,通过智能程控实现机器的智能多样化生产全程,确保质量要求,产量成倍,成本降低,环保合标,人身安全。
附图说明
图1为本发明一种非金属制造中心的结构示意图;
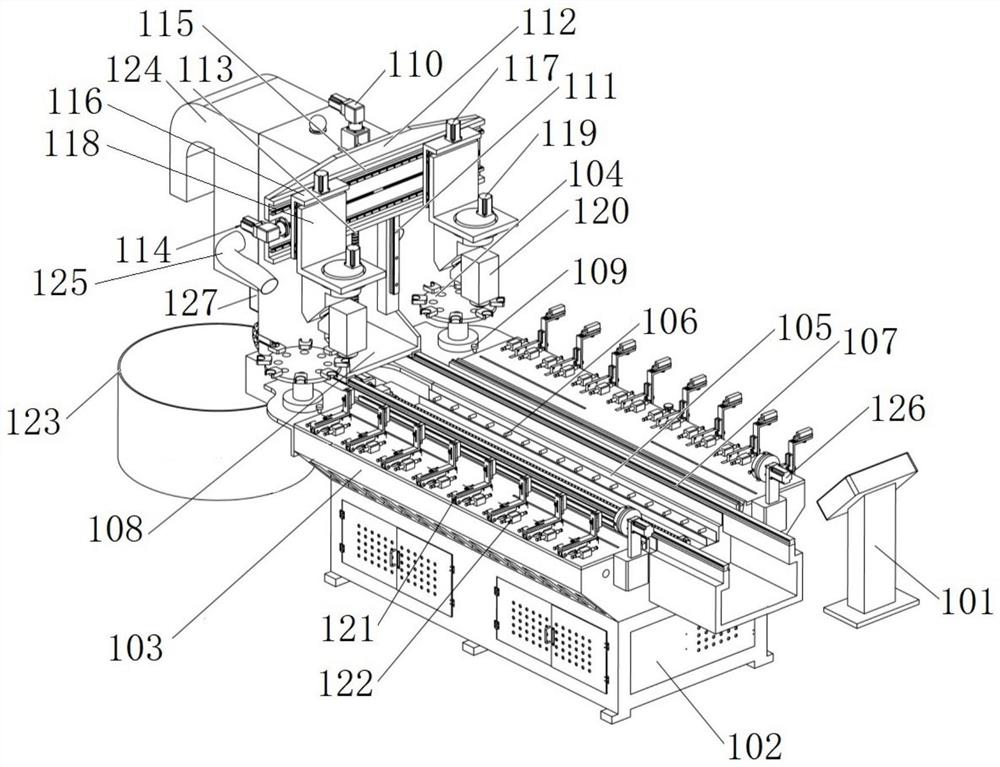
图2为本发明一种非金属制造中心的轴侧结构示意图;
图3为本发明一种非金属制造中心的俯视结构示意图;
图4为本发明一种非金属制造中心的侧视结构示意图;
图5为本发明一种非金属制造中心中加工物件固定装置的结构示意图;
图6为本发明一种非金属制造中心中加工物件固定装置的底部结构示意图。
其中,附图标记如下:
控制器101、机架箱柜102、工作台103、刀架盘104、基准导槽105、电磁感应器106、X轴导轨107、X轴滑台108、激光测距仪109、Z轴电机110、Z轴导轨111、Z轴滑台112、Z轴丝杆113、Y轴电机114、Y轴导轨115、Y轴滑台116、H轴电机117、H轴滑台118、变角旋转电机119、铣头120、旋转压脚组件121、推杆组件122、储尘箱123、吸尘箱124、吸尘管125、DD驱动电机126、脚踏气动开关201、X轴电机301、X轴丝杆302、X轴链条303、平推杆401、第一支架402、第二支架403、支架板404、调节螺母405、限位槽406、调节件407、限位件408、下压气缸409、平推槽410、顶杆411、固定座412、固定槽413、插销414、缓冲组件415、刻度槽416、凹槽417、基准槽418、挡板419、压条420、锁定气缸421、支撑轮422、平推感应气缸501、顶杆气缸502。
具体实施方式
为了使发明实现的技术手段、创造特征、达成目的和功效易于明白了解,下结合具体图示,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明的一部分实施例,而不是全部的实施例。
基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容得能涵盖的范围内。
同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
本发明的一较佳实施例是提供一种非金属制造中心,目的是使其确保质量一致性,操作生产简易性,本机支持双件料坯一次同时完成制造加工,通过智能程控实现机器的智能多样化生产全程,确保质量要求,产量成倍,成本降低,环保合标,人身安全。
如图1-2所示,一种非金属制造中心,其中,包含控制器101、机架箱柜102、双刀具水平高度自调装置、安装于机架箱柜102顶部的工作台103,可制造生产各类形体所需产品,工作台103为铸铁工作台103,工作台103的台面为镀铬台面;
工作台103一侧的顶部对称安装有两个刀架盘104,每个刀架盘104上均连接有刀盘分度电机,工作台103顶部较近距离的两侧对称安装有多个加工物件固定装置,相对的两个加工物件固定装置之间设有安装于工作台103顶部的基准导槽105,基准导槽105内壁设有匹配每两个对称设置的加工物件固定装置的电磁感应器106,基准导槽105顶部安装有X轴导轨107,X轴导轨107上安装有X轴滑台108,基准导槽105内部安装有连接于X轴滑台108的X轴丝杆302,X轴滑台108上设有驱动连接X轴丝杆302的X轴驱动电机301,基准导槽105内部安装有放置管线的X轴链条303;
双刀具水平高度自调装置安装于X轴滑台108的一侧且设置于刀架盘104的上侧,每个刀架盘104面向加工物件固定装置的一侧设有安装于工作台103顶部的激光测距仪109,激光测距仪109用于检测双刀具水平高度自调装置夹持的刀具高度并将检测的高度数据传输至控制器101,X轴滑台108面背离于刀架盘104的一侧安装有除尘组件;
机架箱柜102的一侧设有控制连接加工物件固定装置的脚踏气动开关201;
工作台103上设有分别与电源、双刀具水平高度自调装置、加工物件固定装置、X轴驱动电机301、除尘组件、刀盘分度电机连接的电源开关;
激光测距仪109、电磁感应器106通过有线或无线连接于控制器101,控制器101分别控制连接双刀具水平高度自调装置、加工物件固定装置、X轴驱动电机301、除尘组件、刀盘分度电机。
其中,双刀具水平高度自调装置包含Z轴滑动组件、Y轴滑动组件、H轴滑动组件、变角旋转组件、铣头120;
Z轴滑动组件包含Z轴电机110、Z轴导轨111、Z轴滑台112、Z轴丝杆113,Z轴导轨111安装于X轴滑台108面向刀架盘104的一侧并垂直于工作台103,Z轴电机110安装于X轴滑台108上并驱动连接于Z轴丝杆113的一端,Z轴滑台112滑动连接于Z轴导轨111与Z轴丝杆113;
Y轴滑动组件包含Y轴电机114、Y轴导轨115、Y轴滑台116、Y轴丝杆,Y轴导轨115安装于Z轴滑台112背离于Z轴丝杆113的一侧并与Z轴导轨111垂直设置,Y轴电机114连接于Z轴滑台112并驱动连接于Y轴丝杆的一端,Z轴滑台112的两端均安装有与Y轴导轨115与Y轴丝杆滑动连接的Y轴滑台116,Y轴丝杆为正反向丝杆,正反向丝杆为丝杆的两端分别为正向螺纹与反向螺纹,通过Y轴电机114带动Y轴丝杆转动进而带动两个H轴滑台118相向同进或向背同退;
每个Y轴滑台116上均安装有H轴滑动组件,H轴滑动组件包含H轴电机117、H轴导轨、H轴滑台118、H轴丝杆,H轴导轨安装于Y轴滑台116背离于Z轴滑台112的一侧并与Y轴导轨115垂直,H轴电机117设置于Y轴滑台116的顶部并驱动连接于H轴丝杆的一端,H轴滑台118滑动连接于H轴导轨、H轴丝杆;
H轴滑台118上均安装有变角旋转组件,变角旋转组件包含变角旋转电机119、变角旋转导轨、变角旋转滑台,Y轴滑台116上开设有安装变角旋转导轨的圆槽,变角旋转导轨安装于Y轴滑台116上圆槽的内壁,变角旋转电机119安装于变角旋转滑台的顶部,每个变角旋转滑台上均安装有铣头120,铣头120随X轴、Y轴背向或面向进入自寻式自动换刀,铣头120为变角型电主轴铣头120,铣头120抓取刀后由激光测距仪109进行测量两个铣头120夹持的刀具高度并将高度数据传输至控制器101,控制器101控制调节两个H轴电机117以将两个H轴滑台118的高度调节一致,以便后续进行切削;
激光测距仪109检测铣头120夹持的刀具高度并将检测的高度数据传输至控制器101,控制器101分别控制连接Z轴电机110、Y轴电机114、H轴电机117、变角旋转电机119、铣头120。
其中,加工物件固定装置包含旋转压脚组件121与推杆组件122,旋转压脚组件121的两侧均设有推杆组件122,工作时旋转压脚组件121与推杆组件122用于压紧被切削材料进行固定定位,旋转压脚组件121与推杆组件122的配合能够保证被切削材料不变形、不偏位,工作切削行程时电磁感应器106检测刀具的接近状态,当刀具接近推杆组件122时,对应的推杆组件122自行回缩避让,防止与刀具对材料加工行程时发生碰撞,实现全程循环生产;
旋转压脚组件121包含平推杆401、平推感应气缸501、平推支架,平推感应气缸501安装于机架箱柜102的顶板内壁并驱动连接于平推杆401,工作台103、机架箱柜102上均开设有供平推杆401移动的平推槽410,平推支架轴动连接于平推杆401顶部的一端,平推支架面向基准导槽105的一端安装有下压气缸409;
控制器101分别控制连接平推感应气缸501、下压气缸409,脚踏气动开关201控制连接平推感应气缸501、下压气缸409,当旋转压脚组件121与推杆组件122压紧被切削材料进行固定定位后,通过脚踏气动开关201控制平推感应气缸501、下压气缸409停止工作,离开被切削材料不再对被切削材料进行固定。
其中,平推支架包含第一支架402、第二支架403、支架板404、调节螺母405,第二支架403为L型支架;
第一支架402轴动连接于平推杆401顶部的一端,第二支架403的长板活动连接于第一支架402的顶部,支架板404活动连接于第二支架403短板的外侧,下压气缸409活动连接于支架板404的另一侧;
第二支架403长板的末端底部安装有支撑轮422,平推感应气缸501带驱动平推杆401移动时支撑轮422与工作台103相接触,当下压气缸409工作时能够给下压气缸409一个力,防止平推支架旋转;
第二支架403通过调节螺母405分别与第一支架402、支架板404锁紧连接,第二支架403上开设有匹配调节螺母405的限位槽406。
其中,第二支架403上设有连接第一支架402与支架板404的调节件407,第一支架402与支架板404上分别设有匹配调节件407的限位件408。
其中,推杆组件122包含顶杆411、顶杆气缸502、顶杆411支架,顶杆气缸502安装于机架箱柜102的内壁并驱动连接于顶杆411支架,顶杆411连接于顶杆411支架的顶部,工作台103、机架箱柜102上均开设有供顶杆411移动的凹槽;
顶杆411面向基准导槽105的一端设有缓冲组件415,顶杆411的另一端设有刻度槽;
被切削材料生产的固定方式为控制器101控制两侧的平推感应气缸501把平台上的被切削材料推向左右两侧的基准槽处并抵住档板,平推感应气缸501工作完成后反馈至控制器101、随后控制器101控制下压气缸409工作将被切削材料沿基准面压紧放至定位,随后控制顶杆气缸502工作推动顶杆411对被切削材料进行固定,随后控制器101或使用脚踏气动开关201控制平推感应气缸501、下压气缸409工作退位,进入无障碍加工程序,刀具切削行程时,电磁感应器106反馈至控制器101,控制器101控制相应的顶杆气缸502工作回收顶杆411进行避让行为,实现全程循环生产。
其中,还包含插销414,顶杆411支架的顶部设有连接顶杆411的固定座412,固定座412上设有供顶杆411穿设的固定槽413,固定座412的顶部开设有插销414槽,插销414插入插销414槽后与刻度槽活动式连接。
其中,基准导槽105的两侧设有安装于工作台103顶部的基准槽以及插在基准槽内的挡板与压条;
压条的底部凹槽内安装有圆肖,圆肖上连接有圆形拉力环,机架箱柜102内部设有驱动连接圆形拉力环的锁定气缸421,控制器101控制连接锁定气缸421,锁定气缸421的气缸杆驱动连接于压条用于锁定挡板,基准槽为单面斜型长槽,配备的压条为单面斜型长压条;
压条是钢制单斜面长条形,下沿中缝设圆肖,套接拉力环与锁定气缸421的气缸杆固定,气缸杆伸与缩使压条上下移动,依靠斜度面松紧固定物件;
在使用时,加工前放置被切削材料,由平推感应气缸501将被切削材料推向基准槽内的档板,下压气缸409工作将被切削材料的背部顶实,切削行程前顶杆气缸502工作将顶杆411强压在被切削材料上,此时平推感应气缸501带动下压气缸409退位;
进行切削加工行程中刀具与顶杆411避让的方式采用电磁感应器106实时感应被切削材料是否进入电磁感应器106的感应范围,当电磁感应器106感应到时反馈至控制器101,控制器101控制相应的顶杆气缸502工作将顶杆411于被切削材料分离,以便刀具安全通过,随后刀具通过后控制器101控制顶杆气缸502工作将顶杆411再次强压在被切削材料上,使得刀具依次通过每一个顶杆411,以便完成切削。
其中,除尘组件包含储尘箱123、吸尘箱124,吸尘箱124的两端均设有吸尘管125,吸尘箱124安装于X轴滑台108面背离于刀架盘104的一侧,储尘箱123设置于工作台103近刀架盘104的一端,切削行程中机背式的吸尘箱124随机自行吸入尘物并按次倾掉在储尘箱123内,随机循环,保证了作业环境的环保整洁,创新的解决了机器与吸尘器工作时分离表现;
吸尘箱124的底部安装有管线安装箱,用于放置各种管线。
其中,工作台103的背离于刀架盘104的一端对称设置有两个DD驱动电机126,本非金属制造中心可完成加工不同类型的产品,例如:伺服电机卡盘D*2轴结合尾架,F*2电主轴变角型铣头120可车削圆柱体、切削平面、S型几何体、平面雕、立体雕、隼卯构件等。
上述的一种非金属制造中心的工作原理及过程如下:
本技术方案提供的一种非金属制造中心包含控制器101、机架箱柜102、双刀具水平高度自调装置、安装于机架箱柜102顶部的工作台103,用户输入程序至远程控制系统(AI智能控制系统),远程控制系统远程控制多台非金属制造中心的控制器101,控制器101控制三维主轴X轴、Y轴、Z轴、H轴调整双刀具水平高度自调装置移动与铣头120的高度来进行高速旋转的切削工作,最终将被切削材料切削成所需要的规格尺寸,为了保证精度,防止加工过程中材料变形、偏位,整个被切削材料由加工物件固定装置(旋转压脚组件121与推杆组件122)紧压固定在基准槽内的挡板板面上,实施产品多样化生产,在具体使用时,也可选择采用液压控制系统紧压装置,控制器101还能够控制DD驱动电机126,实现刀具在多维空间完成负责的运动;
实现智能程控、高精度多轴滑台运动、可变角二轴铣头120、双刀具水平自调、自动换刀、随机吸除尘的效果。
综上,本发明的一种非金属制造中心,能够使其确保质量一致性,操作生产简易性,本机支持双件料坯一次同时完成制造加工,通过智能程控实现机器的智能多样化生产全程,确保质量要求,产量成倍,成本降低,环保合标,人身安全。
以上对发明的具体实施例进行了描述。需要理解的是,发明并不局限于上述特定实施方式,其中未尽详细描述的设备和结构应该理解为用本领域中的普通方式予以实施;本领域技术人员可以在权利要求的范围内做出各种变形或修改做出若干简单推演、变形或替换,这并不影响发明的实质内容。
- 一种非金属制造中心
- 一种智能制造中心物流机器人系统及物流传送方法