一种小接管角焊缝热处理铠式加热片
文献发布时间:2023-06-19 11:50:46
技术领域
本发明属于热处理陶瓷电阻加热片领域,具体地说是一种用于焊接施工现场BOSS头及小支管角焊缝局部热处理的小接管角焊缝热处理铠式加热片。
背景技术
在焊接施工现场存在大量的BOSS头焊接以及小支管的焊接工作,而针对部分低合金钢焊接角焊缝,需要进行现场局部热处理。目前一般采用陶瓷加热绳,对角焊缝进行热处理,陶瓷加热绳需在BOSS头或小支管角焊缝处进行缠绕以覆盖焊缝区域,由于一般小支管或BOSS头管径小,尺寸短,且焊缝具有坡度,加热绳不方便缠绕及固定。现场易出现由于加热绳缠绕过紧而造成的加热绳断裂,由于加热绳缠绕不均而造成的偏温。针对上述问题,特提出制定一种专门用于此类BOSS头、小支管等结构小,热处理加热困难结构件的热处理装置。
发明内容
本发明的目的是针对现有技术的不足,提供了一种小接管角焊缝热处理铠式加热片。
本发明采用如下技术方案来实现的:
一种小接管角焊缝热处理铠式加热片,该加热片包括陶瓷片以及加热丝以及加热连接头;陶瓷片通过加热丝串联在一起,加热丝两头安装有加热连接头,用于与热处理设备连接。
本发明进一步的改进在于,该加热片用于接管处时,其展开后形状为长方形加热片。
本发明进一步的改进在于,该加热片用于焊缝处时,其展开后形状为扇形加热片。
本发明进一步的改进在于,该加热片用于焊接施工现场BOSS头。
本发明进一步的改进在于,使用状态时,将加热片套在BOSS头的焊缝处。
本发明进一步的改进在于,该加热片用于小支管角焊缝局部热处理。
本发明进一步的改进在于,使用状态时,将加热片套在小支管角焊缝处。
本发明进一步的改进在于,该加热片的加热区长度为100mm。
本发明至少具有如下有益的技术效果:
本发明提供的一种小接管角焊缝热处理铠式加热片,结构方便,使用简单,易于安装,可重复使用,热处理效果稳定,温度分布均匀。使用铠式加热片可以大大减少热处理包扎时间,针对BOSS头及小支管的角焊缝热处理只需选择适合规格的铠式加热片装置进行包扎即可,且与焊缝贴合紧密,温度稳定且分布均匀,可以明显改善热处理加热效果。
附图说明
图1为铠式加热片立体图。
图2为铠式加热片半展开图。
图3为铠式加热片全展开图。
图4为管道小接管焊缝示意图。
图5为小接管延长套管示意图。
图6为组合延长后接管示意图。
图7为铠式加热片与小接管套装示意图。
图8为管道小接管焊缝热处理切面图。
具体实施方式
下面将参照附图更详细地描述本公开的示例性实施例。虽然附图中显示了本公开的示例性实施例,然而应当理解,可以以各种形式实现本公开而不应被这里阐述的实施例所限制。相反,提供这些实施例是为了能够更透彻地理解本公开,并且能够将本公开的范围完整的传达给本领域的技术人员。需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本发明。
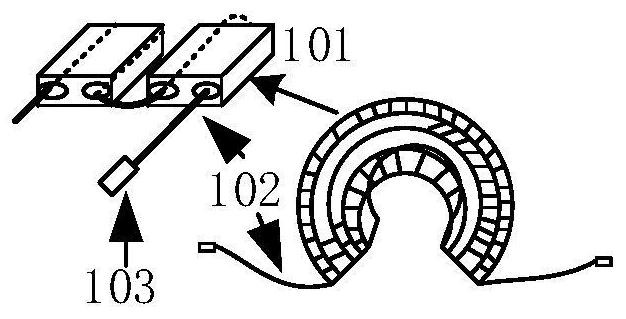
如图1至图3所示,本发明提供的一种小接管角焊缝热处理铠式加热片,铠式加热片主要是对现有陶瓷电阻加热绳形式上的一种改进,包括陶瓷片101以及加热丝102以及加热连接头103三部分组成,陶瓷片101通过整根加热丝102串联在一起,一般针对接管及接管角焊缝的不同规格制定而制定不同尺寸的加热片,加热丝102两头安装有加热连接头103,与热处理设备连接。开始加热片分量部分,接管处加热片展开后形状为长方形加热片,焊缝处加热片展开后形状为扇形加热片。
如图4至图8所示,使用时可直接将开始加热片套在BOSS头或小支管需热处理的焊缝处。待加热片贴合平整后使用铁丝、卡环或固定装置将加热片固定在工艺要求位置,具体使用方法。
工作焊接热处理现场针对异性结构件设计用电阻加热片(圈),针对特殊结构部件热处理包扎不能满足工艺及标准要求,故可以根据部件结构特点设计专用电阻加热片,以满足现场异形件热处理工作需要。
针对小接管焊缝热处理工作,管径小现场电阻加热绳不易缠绕,且由于管座角焊缝处加热绳易堆积,热处理升温后应力增加经常性引起加热绳膨胀断裂,导致热处理工作中断。加热绳缠绕固定不牢固,由于一般角焊缝存在坡度,故加热绳易发生形变而造成偏温现象,部分接管长度不足,加热绳无法使用,导致加热宽度不满足标准要求,加热功率无法满足工作需要。针对上述小接管热处理难题,可针对不同规格接管设计相应工装及铠式加热片,使得现场热处理正常进行,提高工作效率,避免因热处理不当而引起的工作失效。小接管焊缝铠式加热片及工装设计见图1至图3。
设计说明:根据小接管规格,制作铠式加热片,使用时直接套装至接管焊缝位置,同规格或相近规格接管角焊缝热处理均可使用。在接管长度不满足热处理工艺要求时,可使用工装延长加热宽度,使其满足工艺要求。小接管热处理示意图见图4至图8。
(1)采用柔性陶瓷电阻加热或远红外辐射加热,每侧加热宽度不少于焊件厚度的4倍,常见可制作延长工装长度为100mm,用于延长加热宽度。
(2)开始加热片分为两部分,包含接管加热区及焊缝覆盖区,加热区长度不低于标准及工艺要求,常见小接管加热宽度≤100mm,故可将接管加热区加热片长度设计为100mm;焊缝覆盖区,内圆为接管周长,覆盖区宽度为接管角焊缝宽度。保证覆盖区正好贴合整个焊缝表面。管道部分采用常规加热片包扎,即可满足工艺要求。
虽然,上文中已经用一般性说明及具体实施方案对本发明作了详尽的描述,但在本发明基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本发明精神的基础上所做的这些修改或改进,均属于本发明要求保护的范围。
- 一种小接管角焊缝热处理铠式加热片
- 一种小接管角焊缝热处理铠式加热片