开口环形片状零件回转式储料上料装置
文献发布时间:2023-06-19 11:50:46
技术领域
本发明开口环形片状零件回转式储料上料装置,属于具有开口环形片状零件的生产搬运等全自动生产领域中的一种全新技术。
背景技术
具有开口的环形片状零件如活塞环等,厚度0.2-3mm、直径约60-150mm,是一类在自由状态运动下随动性强、容易纠缠一起、姿态不容易归一控制的零件。近五年,国内的活塞环行业陆续在生产和检测进行全自动化改造拟大量减少劳动力成本和提高质量。其中这类零件自动高效可持续的不间断连环输送上料储料是一个技术难点。现有活塞环自动上料技术和装置,一般只有一个储料装置,储料量少,仍需要人工频繁添加物料,不仅对人的依赖性大,而且严重影响了加工和检测的整体自动化水平。
发明内容
为了解决上述问题,本发明提出了开口环形片状零件回转式储料上料装置。本发明的目的在于:(1)解决在自由状态运动下随动性强、容易纠缠一起、姿态不容易归一控制的活塞环零件的批量高效不间断连环输送上料和储料;(2)增加储料装置,减少添加物料的人员投入;(3)设计活塞环加工或检测过程的多个不同工序都可共用相同的多规格通用的周转储料工装装置,进一步提高效率、降低成本。
本发明的技术方案是:开口环形片状零件回转式储料上料装置,其特征在于,包括:用于开口环形片状活塞环零件上料和储料的储料工位,用于将储料工位储存的活塞环零件推送到下一级工位的推送料工位、以及上料工位;
所述储料工位设有储存开口环形片状活塞环的储料杆、控制转动储料杆位置的回转机构;
所述上料工位用于将已储存活塞环或未储存活塞环的储料杆放置在储料工位;所述上料工位为设置在储料工位的其中一个储料杆的约定工位;
所述推送料工位安装在底座上,所述储料工位安装在推送料工位上方。
进一步,所述推送料工位设有推送料拔叉和推送料伺服驱动模组;推送料拔叉为顶部设有凹槽的挡块,凹槽宽度大于储料杆宽度;推送料拔叉在推送料伺服驱动模组上前后滑动,并控制储料杆上活塞环的移动。
进一步,所述回转机构设有六个连杆工位(连杆工位数量可根据需要增减),连杆工位设有支撑储料杆的支撑模块;所述回转机构由回转定位伺服驱动电机系统控制,精准设置回转机构的启停和定位位置。
进一步,所述支撑模块设有支撑承托、支撑轴承、预紧机构;所述预紧机构为带弹性工件;所述支撑轴承与所述支撑承托组成支撑辅助端;所述支撑轴承、所述预紧机构、所述支撑承托组成支撑主推端。
进一步,所述支撑主推端设在推送料拔叉推送料方向的始发端,所述支撑辅助端设在推送料拔叉推送料方向的末端。
进一步,所述储料杆为横截面正方菱形的光滑杆件,挂放在支撑模块的支撑承托上,具有开口环形片状的活塞环零件保持开口方向一致的卡在储料杆方棱边上垂直悬挂姿态自由滑移。
进一步,所述储料杆通过所述支撑模块的支撑辅助端和支撑主推端固定,支撑主推端的预紧机构将储料杆逼紧在支撑辅助端,活塞环零件在当前储料杆及下一级工位之间无缝不纠缠的平滑移动。
进一步,所述回转机构控制储料杆空置或已完成推送料的空载储料杆的连杆工位转动至上料工位,放置活塞环的储料杆在所述上料工位替换空载储料杆或储料杆空置。
进一步,所述回转机构处于水平位置最低的连杆工位的储料杆靠近推送料工位,与推送料工位伺服驱动模组保持水平方向一致且垂直面方向相同,推送料拨叉将放置在储料杆上呈垂直悬挂姿态的活塞环零件推送至下一级工位接料。
与现有技术相比,本发明有益效果在于:
本发明设计包含储料工位、上料工位、推送料机构组合的一套开口环形片状零件回转式储料上料装置,解决在自由状态运动下随动性强、容易纠缠一起、姿态不容易归一控制的活塞环零件的批量高效不间断连环输送上料和储料。该装置增加储料装置,减少添加物料的人员投入。同时,本装置针对活塞环生产行业的自动加工和检测进行设计,满足多品种活塞环快速连续畅顺批量储料和送料需求,是一种能适用于活塞环加工或检测过程的多种不同工序都可共用相同的周转储料工装装置,促进自动加工和检测技术和装备的进步。本装置设计巧妙,方便使用,操作简单。
附图说明
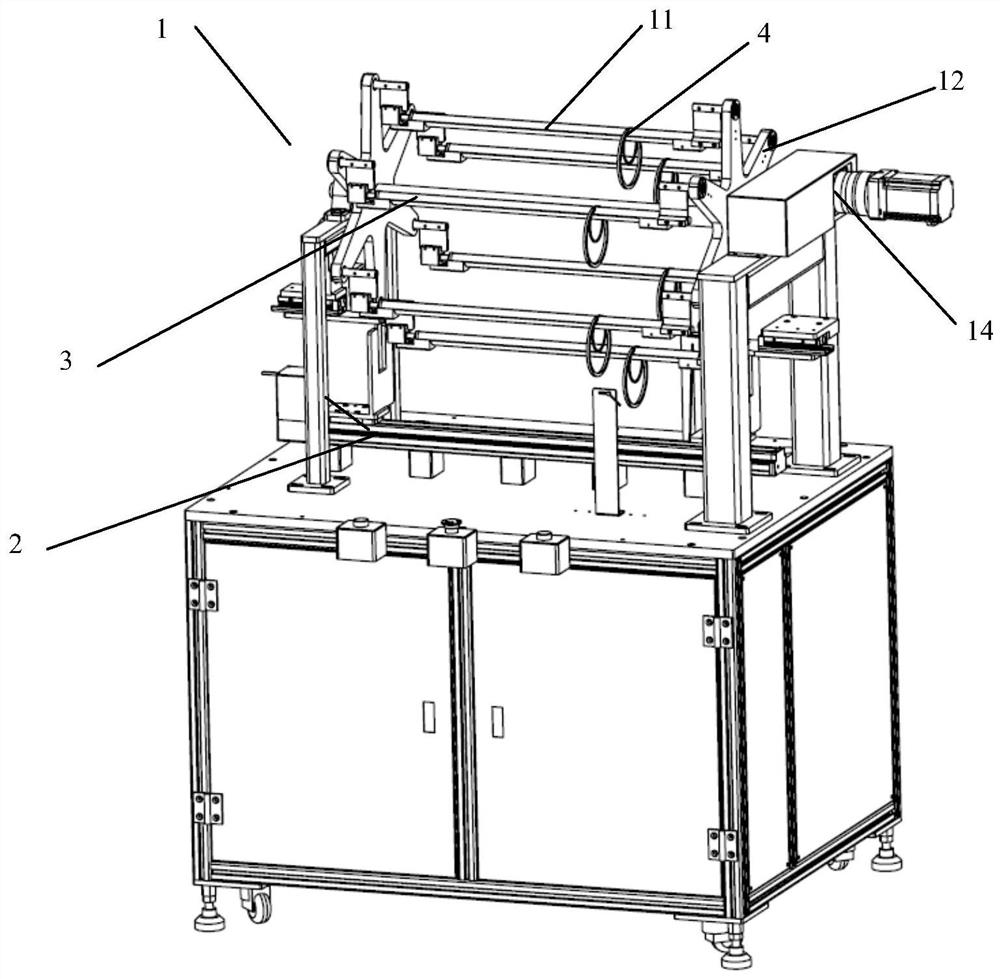
图1为本发明的主视图1;
图2为本发明的主视图2;
图3为本发明的推送料机构结构图和工作状态示意图;
图4为储料杆、支撑模块、连杆工位的示意图;
图5为支撑辅助端结构图;
图6为支撑主推端结构图;
其中:1-储料工位,11-储料杆,12-回转机构,13-支撑模块,131-支撑承托,132-支撑轴承,133-预紧机构,134-支撑辅助端,135-支撑主推端,14-回转定位伺服驱动电机系统,15-连杆工位,2-推送料工位,21-推送料拔叉,22-推送料伺服驱动模组,3-上料工位,4-活塞环。
具体实施方式
下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
本发明的实施方案示意图如图1所示,开口环形片状零件回转式储料上料装置,其特征在于,包括:用于开口环形片状活塞环4零件上料和储料的储料工位1,用于将储料工位储存的活塞环零件推送到下一级工位的推送料工位2、以及上料工位3;
所述储料工位设有储存开口环形片状活塞环的储料杆11、控制转动储料杆位置的回转机构12;
所述上料工位3用于将已储存活塞环或未储存活塞环的储料杆11放置在储料工位1;所述上料工位为设置在储料工位的其中一个储料杆的约定工位;
所述推送料工位安装在底座上,所述储料工位安装在推送料工位上方。
参考图3所示,所述推送料工位2设有推送料拔叉21和推送料伺服驱动模组22;推送料拔叉21为顶部设有凹槽的挡块,凹槽宽度大于储料杆宽度;推送料拔叉21在推送料伺服驱动模组22上前后滑动,并控制储料杆上活塞环的移动。图3从A到B为推送料拔叉21的移动方向。
所述回转机构由回转定位伺服驱动电机系统14控制,精准设置回转机构的启停和定位位置。
参考图4所示,所述回转机构12设有六个连杆工位15(连杆工位数量可根据需要增减),连杆工位设有支撑储料杆的支撑模块13,其中。如图4所示,连杆工位设为15-1、15-2、15-3、15-4、15-5、15-6共6个工位。
结合图4、图5、图6所示,所述支撑模块设13有支撑承托131、支撑轴承132、预紧机构133;所述预紧机构133为带弹性工件;所述支撑轴承与所述支撑承托组成支撑辅助端134;所述支撑轴承、所述预紧机构、所述支撑承托组成支撑主推端135。
进一步,所述支撑主推端135设在推送料拔叉推送料方向的始发端,所述支撑辅助端134设在推送料拔叉推送料方向的末端。
进一步,所述储料杆11为横截面正方菱形的光滑杆件,挂放在支撑模块的支撑承托131上,具有开口环形片状的活塞环零件保持开口方向一致的卡在储料杆方棱边上垂直悬挂姿态自由滑移。因应活塞环自身工件特性,使其实现在储料工位的储料过程中自动整理并长期保持开口方向统一向上的工作姿态且能按此工作姿态进行各工位转移。
进一步,所述储料杆11通过所述支撑模块的支撑辅助端134和支撑主推端135固定,支撑主推端的预紧机构将储料杆逼紧在支撑辅助端,活塞环零件在当前储料杆及下一级工位之间无缝不纠缠的平滑移动。解决自由状态随动性大的活塞环都能保持工作姿态归一且不纠缠地在两级工位之间进行批量无缝衔接过渡转移。
进一步,所述回转机构12控制储料杆空置或已完成推送料的空载储料杆的连杆工位15转动至上料工位3,放置活塞环的储料杆在所述上料工位3替换空载储料杆或储料杆空置。人工或自动上料设备取走空储料杆,再把已装工件的一个储料杆放在回转机构上,然后另一个工位转到上料工位放置储料杆,直至放满全部工位。
进一步,所述回转机构处于水平位置最低的连杆工位的储料杆11靠近推送料工位2,与推送料工位伺服驱动模组22保持水平方向一致且垂直面方向相同,推送料拨叉21将放置在储料杆上呈垂直悬挂姿态的活塞环4零件推送至下一级工位接料。
本装置工作原理:
(1)储料工位:回转机构设有六个工位(工位数量可根据需要设置),每个工位有支承储料杆的装置,该装置通过支撑轴承安装在回转机构上,使储料杆及其上的工件可以依靠自重呈自由下垂姿态。回转机构由伺服电机驱动,可以精准定位启停。设置一个上料工位和一个推送料工位,上料工位为约定的一个储料杆连杆工位,推送料工位为储料机构中水平位置最底的一个储料杆连杆工位,推送料工位出料口对准下一级接料设备。
(2)上料工位:回转机构把未放置储料杆或已完成推送料的空储料杆转动至上料工位,人工或自动上料设备取走空储料杆,再把已装工件的一个储料杆放在回转机构上,然后另一个工位转到上料工位放置储料杆,直至放满全部工位。
(3)推送料工位:回转机构把已放置有储料杆的工位转至推送料工位,推送料伺服模组带动拨料叉将一储料杆工件定量推送至接料设备。
(4)储料杆横截面为正方菱形,全部活塞环通过其开口整齐悬挂在储料杆上的正上方棱边,使推送至接料设备时可以依靠活塞环开口整理成开口方向一致且保持相同姿态不变。
应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
- 开口环形片状零件回转式储料上料装置
- 开口环形片状零件回转式储料上料装置