一种用于灭火器瓶体焊接工序的焊接辅助装置
文献发布时间:2023-06-19 11:50:46
技术领域
本发明涉及灭火器生产的技术领域,具体涉及一种用于灭火器瓶体焊接工序的焊接辅助装置。
背景技术
目前,在制造灭火器瓶体时,需要预先将阀座焊接在瓶盖的瓶口处,具体的是先通过人工将阀座搭放于瓶盖的瓶口处,再一起转移到可转动的定位盘上,再通过自动焊接机在阀座与瓶盖之间形成环形的焊缝,最后通过人工将焊接好的瓶盖从定位盘上取下。通过分析不难发现,上述的焊接过程因工人参与放料和取料两个工序,因而严重制约了焊接过程的工作效率。同时,上述的焊接过程势必会产生刺眼的光亮和有害的烟气,久而久之,会对工人的身心健康造成严重危害。
发明内容
本发明的目的在于提供一种用于灭火器瓶体焊接工序的焊接辅助装置,以解决现有技术中导致的上述缺陷。
一种用于灭火器瓶体焊接工序的焊接辅助装置,包括工作平台、输送机构、顶升机构、下放机构及净化机构,其中:
所述工作平台水平设置;
所述输送机构设于工作平台的上侧并用于对未焊接或已焊接阀座的瓶盖的间歇地输送;
所述顶升机构设于输送机构的内侧并用于对瓶盖的顶升,以便于与下降的阀座的抵紧并焊接;
所述下放机构设于顶升机构的上方并用于对阀座的下放,以便于与上升的瓶盖的抵紧并焊接;
所述净化机构设于输送机构的内侧并用于吸收和净化在上述焊接过程中产生的高温且有害的烟气。
优选的,所述输送机构具体包括横板一、竖板一、输送轴、驱动轴、输送电机、托举条及张紧轴,所述横板一水平安装于工作平台的上侧,所述竖板一设有一对并垂直安装于横板一的左右两侧,所述输送轴设有一对并转动安装于两个竖板一的前后拐角处,所述输送轴在两个竖板一之间左右对称安装有输送轮,所述驱动轴设于前后的输送轴之间并转动安装于两个竖板一上,所述驱动轴在两个竖板一之间左右对称安装有驱动轮,位于同一侧的输送轮与驱动轮之间通过一根输送带连接,所述输送电机设于驱动轴的上方并安装于右侧的竖板一上,所述输送电机的输出轴上安装有带轮一,所述驱动轴的右端安装有带轮二,所述带轮一与带轮二之间通过一根传动带连接,所述托举条设有一对并对应安装于两个竖板一的内侧,位于同一侧的托举条水平设于上层输送带的下方,所述张紧轴设有两对且其中一对对应设于前后的输送轴的下方,另外一对对称设于输送电机的前后两侧,所述张紧轴均转动安装于两个竖板一上,所述张紧轴在两个竖板一之间左右对称安装有张紧轮,位于同一侧的张紧轮与输送带相接触。
优选的,所述顶升机构具体包括固定板一、伸缩气缸一、升降板、定位板及伸缩架,所述固定板一设于两个托举条的下方并水平连接于两个竖板一上,所述伸缩气缸一竖直朝上安装于固定板一上,所述升降板水平安装于伸缩气缸一的活塞杆末端,所述升降板的前后两侧均设有长条形的升降槽,所述定位板水平设有升降板的上方,所述定位板的上下两侧分别设有环形的定位面和环形槽,所述升降板与定位板之间设有呈圆形阵列分布的伸缩杆,所述伸缩杆由安装管、安装杆及压缩弹簧组成,所述安装管的底端固定连接于升降板的上侧,所述安装杆的顶端滑动连接于升降板的环形槽之中,所述压缩弹簧同轴套装于安装杆上,所述定位板的中心设有圆柱形的贯通孔,所述贯通孔的侧壁上设有呈中心对称分布的螺旋槽,所述定位面的上侧设有呈圆形阵列分布的定位块,所述定位块的外侧粘贴有磁吸片,所述伸缩架设有一对并对称设于升降板的前后两侧,所述伸缩架的下端通过销轴与固定板一铰接,所述伸缩架的中间通过销轴与升降槽滑动配合,所述伸缩架的上端通过销轴同轴连接有升降杆,所述升降杆的中部转动安装有升降轴,所述升降轴与贯通孔滑动配合,所述升降轴的上部垂直安装有升降柱,所述升降柱与螺旋槽滑动配合。
优选的,所述下方机构具体包括支撑柱、支撑架、支撑板、放料管、铰接轴、托举板、挡料条、取料块、固定板二及伸缩气缸二,所述支撑柱设有两排并对应安装于两个竖板一的上侧,所述支撑架设有两个并对应安装于两排支撑柱的顶端,所述支撑板倾斜安装于两个支撑架的上侧,所述放料管倾斜安装于支撑板的上侧,所述放料管的下端靠下侧设有取料口,所述放料管的下端靠上侧焊接有弧形的导向管,所述放料管在取料口的上侧固定有左右对称的铰接座,所述托举板通过铰接轴转动安装于两个铰接座上,所述铰接轴在托举板和放料管之间套装有扭簧,所述挡料条为弧形构造并滑动安装于导向管的内侧,所述取料块垂直安装于挡料条的下端,所述挡料板的下端设有矩形的通料口,所述取料块为U型构造且开口朝向通料口,所述取料块的内侧均匀镶嵌有可滚动的磁吸球,所述取料块的上侧水平安装有抵紧片,所述取料块的左右两侧垂直安装有滑移柱,所述取料块的左右两天对称设有L型的滑移条,所述滑移条的下部设有长条形的滑移槽,位于同一侧的滑移柱滑动安装于滑移槽之中,所述固定板二为“”结构并安装于放料管的上侧,所述伸缩气缸二竖直朝下安装于固定板二上,所述伸缩气缸二的活塞杆末端连接于滑移条的顶端。
优选的,所述净化机构具体包括盛水池、密封盖、出气罐、导气管、集气罩、集气扇及固定板三,所述盛水池水平搭放于两个竖板一的下部,所述密封盖水平焊接于盛水池的顶部,所述密封盖的顶部均匀设有两排排气孔,所述出气罐水平焊接于盛水池与密封盖之间,所述出气罐的底部设有一排出气孔,所述出气罐的左右两端对称设有导气口,所述导气管设有一对并对应安装于两边的导气口的外侧,所述集气罩设有一对并对应安装于两边的导气管的上端口,所述集气扇设有一对并对应安装于两边的集气罩的内侧,所述固定板三设有一对并对应安装于两边的集气扇的内侧,所述固定板三上设有与集气扇同轴分布的圆形的贯通口,两个固定板三对应安装于两边的竖板一的上侧。
本发明的优点:这种用于灭火器瓶体焊接工序的焊接辅助装置在实际应用时:
①预先在放料管中有序放入阀座,再通过伸缩气缸二的活塞杆的收缩,进而带动滑移条及取料块上升,托举板在扭簧的弹力作用下恢复到与放料管保持平行的状态,此时,位于放料管的内侧最下方的阀座在重力分力作用下,经过取料口并顺着托举板滑落到取料块之中,通过磁力球可实现对阀座的相对固定,再通过伸缩气缸二的活塞杆的伸长,进而带动滑移条、取料块及阀座下降。
②预先将未焊接的瓶盖有序放置到输送带的后端,通过输送电机经传动带传动后可带动驱动轴发生转动,驱动轴再经驱动轮可带动输送带发生转动,进而可将未焊接的瓶盖输送至顶升机构的上方,然后暂停输送等待焊接,等完成焊接后再继续输送,将焊接好的瓶盖输送至输送带的前端。
③当未焊接的瓶盖输送至定位板的上方,通过伸缩气缸一的活塞杆的伸长可带动升降板与定位板上升,直至定位面与瓶盖相接触,利用定位面与定位块即可实现对瓶盖的定位,再利用磁吸片即可实现对瓶盖的相对固定,同时,伸缩架同步的伸长,进而带动升降轴朝上移动,当升降轴逐渐进入贯通孔并且升降柱逐渐进入到螺旋槽时,即可带动定位板发生转动,进行便于形成环形的焊缝。
④预先在盛水池中灌满水,再利用集气扇将高温的烟气吸入到集气罩中,并顺着导气管并穿过导气口进入到出气罐中,由于出气罐完全浸没在水中而温度较低,可对进入的高温的烟气进行快速降温,之后烟气通过出气孔分散的进入到水中,而烟气中溶于水的有害成份便会留在水中,不溶于水的气体则会聚集上升并通过排气孔排走。
综上,本发明具有设计巧妙、结构合理、减少了人工参与,提高了焊接效率,净化了工作环境。
附图说明
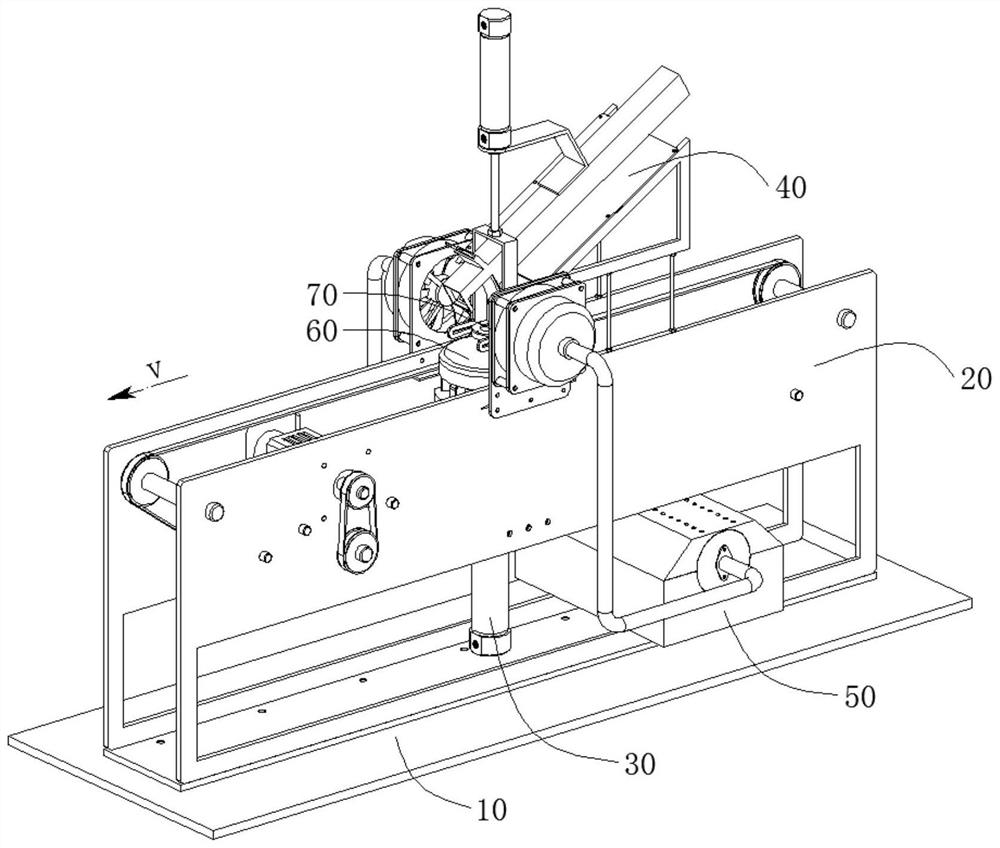
图1为本发明整体三维的结构示意图。
图2为本发明中的输送机构的结构示意图。
图3和图4为本发明中的顶升机构的结构示意图。
图5和图6为本发明中的下放机构的结构示意图。
图7为下放机构中的局部的结构示意图。
图8为本发明中的净化机构的结构示意图。
图9为净化机构中的局部的结构示意图。
其中:
10-工作平台;
20-输送机构;201-横板一;202-竖板一;203-输送轴;204-输送轮;205-驱动轴;206-驱动轮;207-输送带;208-输送电机;209-带轮一;210-带轮二;211-传动带;212-托举条;213-张紧轴;214-张紧轮;
30-顶升机构;301-固定板一;302-伸缩气缸一;303-升降板;303a-升降槽;304-伸缩杆;3041-安装管;3042-安装杆;3043-压缩弹簧;305-定位板;305a-定位面;305b-环形槽;305c-贯通孔;305d-螺旋槽;306-定位块;307-磁吸片;308-伸缩架;309-升降杆;310-升降轴;311-升降柱;
40-下放机构;401-支撑柱;402-支撑架;403-支撑板;404-放料管;404a-取料口;405-导向管;406-铰接座;407-铰接轴;408-托举板;409-挡料条;409a-通料口;410-取料块;411-磁吸球;412-抵紧片;413-滑移柱;414-滑移条;414a-滑移槽;415-固定板二;416-伸缩气缸二;417-扭簧;
50-净化机构;501-盛水池;502-密封盖;502a-排气孔;503-出气罐;503a-出气孔;503b-导气口;504-导气管;505-集气罩;506-集气扇;507-固定板三;507a-贯通口;
60-瓶盖;
70-阀座。
具体实施方式
为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
如图1至图9所示,一种用于灭火器瓶体焊接工序的焊接辅助装置,包括工作平台10、输送机构20、顶升机构30、下放机构40及净化机构50,其中:
所述工作平台10水平设置;
所述输送机构20设于工作平台10的上侧并用于对未焊接或已焊接阀座70的瓶盖60的间歇地输送;
所述顶升机构30设于输送机构20的内侧并用于对瓶盖60的顶升,以便于与下降的阀座70的抵紧并焊接;
所述下放机构40设于顶升机构30的上方并用于对阀座70的下放,以便于与上升的瓶盖60的抵紧并焊接;
所述净化机构50设于输送机构20的内侧并用于吸收和净化在上述焊接过程中产生的高温且有害的烟气。
在本实施例中,所述输送机构20具体包括横板一201、竖板一202、输送轴203、驱动轴205、输送电机208、托举条212及张紧轴213,所述横板一201水平安装于工作平台10的上侧,所述竖板一202设有一对并垂直安装于横板一201的左右两侧,所述输送轴203设有一对并转动安装于两个竖板一202的前后拐角处,所述输送轴203在两个竖板一202之间左右对称安装有输送轮204,所述驱动轴205设于前后的输送轴203之间并转动安装于两个竖板一202上,所述驱动轴205在两个竖板一202之间左右对称安装有驱动轮206,位于同一侧的输送轮204与驱动轮206之间通过一根输送带207连接,所述输送电机208设于驱动轴205的上方并安装于右侧的竖板一202上,所述输送电机208的输出轴上安装有带轮一209,所述驱动轴205的右端安装有带轮二210,所述带轮一209与带轮二210之间通过一根传动带211连接,所述托举条212设有一对并对应安装于两个竖板一202的内侧,位于同一侧的托举条212水平设于上层输送带207的下方,所述张紧轴213设有两对且其中一对对应设于前后的输送轴203的下方,另外一对对称设于输送电机208的前后两侧,所述张紧轴213均转动安装于两个竖板一202上,所述张紧轴213在两个竖板一202之间左右对称安装有张紧轮214,位于同一侧的张紧轮214与输送带207相接触。预先将未焊接的瓶盖60有序放置到输送带207的后端,通过输送电机208经传动带211传动后可带动驱动轴205发生转动,驱动轴205再经驱动轮206可带动输送带207发生转动,进而可将未焊接的瓶盖60输送至顶升机构30的上方,然后暂停输送等待焊接,等完成焊接后再继续输送,将焊接好的瓶盖60输送至输送带207的前端。上述实现了对瓶盖60的自动输送。
在本实施例中,所述顶升机构30具体包括固定板一301、伸缩气缸一302、升降板303、定位板305及伸缩架308,所述固定板一301设于两个托举条212的下方并水平连接于两个竖板一202上,所述伸缩气缸一302竖直朝上安装于固定板一301上,所述升降板303水平安装于伸缩气缸一302的活塞杆末端,所述升降板303的前后两侧均设有长条形的升降槽303a,所述定位板305水平设有升降板303的上方,所述定位板305的上下两侧分别设有环形的定位面305a和环形槽305b,所述升降板303与定位板305之间设有呈圆形阵列分布的伸缩杆304,所述伸缩杆304由安装管3041、安装杆3042及压缩弹簧3043组成,所述安装管3041的底端固定连接于升降板303的上侧,所述安装杆3042的顶端滑动连接于升降板303的环形槽305b之中,所述压缩弹簧3043同轴套装于安装杆3042上,所述定位板305的中心设有圆柱形的贯通孔305c,所述贯通孔305c的侧壁上设有呈中心对称分布的螺旋槽305d,所述定位面305a的上侧设有呈圆形阵列分布的定位块306,所述定位块306的外侧粘贴有磁吸片307,所述伸缩架308设有一对并对称设于升降板303的前后两侧,所述伸缩架308的下端通过销轴与固定板一301铰接,所述伸缩架308的中间通过销轴与升降槽303a滑动配合,所述伸缩架308的上端通过销轴同轴连接有升降杆309,所述升降杆309的中部转动安装有升降轴310,所述升降轴310与贯通孔305c滑动配合,所述升降轴310的上部垂直安装有升降柱311,所述升降柱311与螺旋槽305d滑动配合。当未焊接的瓶盖60输送至定位板305的上方,通过伸缩气缸一302的活塞杆的伸长可带动升降板303与定位板305上升,直至定位面305a与瓶盖60相接触,利用定位面305a与定位块306即可实现对瓶盖60的定位,再利用磁吸片307即可实现对瓶盖60的相对固定,同时,伸缩架306同步的伸长,进而带动升降轴310朝上移动,当升降轴310逐渐进入贯通孔305c并且升降柱311逐渐进入到螺旋槽305d时,即可带动定位板305发生转动,进行便于形成环形的焊缝。上述实现了对瓶盖60的自动取料。
在本实施例中,所述下方机构40具体包括支撑柱401、支撑架402、支撑板403、放料管404、铰接轴407、托举板408、挡料条409、取料块410、固定板二415及伸缩气缸二416,所述支撑柱401设有两排并对应安装于两个竖板一202的上侧,所述支撑架402设有两个并对应安装于两排支撑柱401的顶端,所述支撑板403倾斜安装于两个支撑架402的上侧,所述放料管404倾斜安装于支撑板403的上侧,所述放料管404的下端靠下侧设有取料口404a,所述放料管404的下端靠上侧焊接有弧形的导向管405,所述放料管404在取料口404a的上侧固定有左右对称的铰接座406,所述托举板408通过铰接轴407转动安装于两个铰接座406上,所述铰接轴407在托举板408和放料管404之间套装有扭簧417,所述挡料条409为弧形构造并滑动安装于导向管405的内侧,所述取料块410垂直安装于挡料条409的下端,所述挡料板409的下端设有矩形的通料口409a,所述取料块410为U型构造且开口朝向通料口409a,所述取料块410的内侧均匀镶嵌有可滚动的磁吸球411,所述取料块410的上侧水平安装有抵紧片412,所述取料块410的左右两侧垂直安装有滑移柱413,所述取料块410的左右两天对称设有L型的滑移条414,所述滑移条414的下部设有长条形的滑移槽414a,位于同一侧的滑移柱413滑动安装于滑移槽414a之中,所述固定板二415为“”结构并安装于放料管404的上侧,所述伸缩气缸二416竖直朝下安装于固定板二415上,所述伸缩气缸二416的活塞杆末端连接于滑移条414的顶端。预先在放料管404中有序放入阀座70,再通过伸缩气缸二416的活塞杆的收缩,进而带动滑移条414及取料块410上升,托举板408在扭簧417的弹力作用下恢复到与放料管404保持平行的状态,此时,位于放料管404的内侧最下方的阀座70在重力分力作用下,经过取料口409a并顺着托举板408滑落到取料块410之中,通过磁力球411可实现对阀座70的相对固定,再通过伸缩气缸二416的活塞杆的伸长,进而带动滑移条414、取料块410及阀座70下降。上述实现了对阀座70的自动取料工作。
在本实施例中,所述净化机构50具体包括盛水池501、密封盖502、出气罐503、导气管504、集气罩505、集气扇506及固定板三507,所述盛水池501水平搭放于两个竖板一202的下部,所述密封盖502水平焊接于盛水池501的顶部,所述密封盖502的顶部均匀设有两排排气孔502a,所述出气罐503水平焊接于盛水池501与密封盖502之间,所述出气罐503的底部设有一排出气孔503a,所述出气罐503的左右两端对称设有导气口503b,所述导气管504设有一对并对应安装于两边的导气口503b的外侧,所述集气罩505设有一对并对应安装于两边的导气管504的上端口,所述集气扇506设有一对并对应安装于两边的集气罩505的内侧,所述固定板三507设有一对并对应安装于两边的集气扇506的内侧,所述固定板三507上设有与集气扇506同轴分布的圆形的贯通口507a,两个固定板三507对应安装于两边的竖板一202的上侧。预先在盛水池501中灌满水,再利用集气扇506将高温的烟气吸入到集气罩505中,并顺着导气管504并穿过导气口503b进入到出气罐503中,由于出气罐503完全浸没在水中而温度较低,可对进入的高温的烟气进行快速降温,之后烟气通过出气孔503a分散的进入到水中,而烟气中溶于水的有害成份便会留在水中,不溶于水的气体则会聚集上升并通过排气孔502a排走。
在本实施例中,这种用于灭火器瓶体焊接工序的焊接辅助装置在实际应用时:
①预先在放料管404中有序放入阀座70,再通过伸缩气缸二416的活塞杆的收缩,进而带动滑移条414及取料块410上升,托举板408在扭簧417的弹力作用下恢复到与放料管404保持平行的状态,此时,位于放料管404的内侧最下方的阀座70在重力分力作用下,经过取料口409a并顺着托举板408滑落到取料块410之中,通过磁力球411可实现对阀座70的相对固定,再通过伸缩气缸二416的活塞杆的伸长,进而带动滑移条414、取料块410及阀座70下降。
②预先将未焊接的瓶盖60有序放置到输送带207的后端,通过输送电机208经传动带211传动后可带动驱动轴205发生转动,驱动轴205再经驱动轮206可带动输送带207发生转动,进而可将未焊接的瓶盖60输送至顶升机构30的上方,然后暂停输送等待焊接,等完成焊接后再继续输送,将焊接好的瓶盖60输送至输送带207的前端。
③当未焊接的瓶盖60输送至定位板305的上方,通过伸缩气缸一302的活塞杆的伸长可带动升降板303与定位板305上升,直至定位面305a与瓶盖60相接触,利用定位面305a与定位块306即可实现对瓶盖60的定位,再利用磁吸片307即可实现对瓶盖60的相对固定,同时,伸缩架306同步的伸长,进而带动升降轴310朝上移动,当升降轴310逐渐进入贯通孔305c并且升降柱311逐渐进入到螺旋槽305d时,即可带动定位板305发生转动,进行便于形成环形的焊缝。
④预先在盛水池501中灌满水,再利用集气扇506将高温的烟气吸入到集气罩505中,并顺着导气管504并穿过导气口503b进入到出气罐503中,由于出气罐503完全浸没在水中而温度较低,可对进入的高温的烟气进行快速降温,之后烟气通过出气孔503a分散的进入到水中,而烟气中溶于水的有害成份便会留在水中,不溶于水的气体则会聚集上升并通过排气孔502a排走。
综上,本发明具有设计巧妙、结构合理、减少了人工参与,提高了焊接效率,净化了工作环境。
因此,上述公开的实施方案,就各方面而言,都只是举例说明,并不是仅有的。所有在本发明范围内或在等同于本发明的范围内的改变均被本发明包含。
- 一种用于灭火器瓶体焊接工序的焊接辅助装置
- 一种用于灭火器瓶体中的阀座与瓶盖的焊接辅助装置