生产扁平金属产品的方法和设备
文献发布时间:2023-06-19 11:50:46
技术领域
本发明涉及一种用于生产扁平金属制品,特别是用于获得带材卷的方法和设备。
特别地,本发明涉及用于改变生产的金属带材的最终厚度的模式,有利地但不仅限于以无头和/或半无头模式。
背景技术
用于从薄板坯的连续铸造开始热生产带材的设备是已知的。用于生产带材的设备可以分别或同时以多种模式操作,也就是说,以无头、半无头和卷到卷模式操作。
为了清楚起见,我们现在将总结上述三种模式的特征。
无头:该过程在铸机和轧机之间以连续方式进行。铸坯不间断地直接送入轧机。当设备完全运行时,从上游的模具出口一直到下游的卷绕筒,物料同时进入所有机器。因此,生产卷材而不解决连续性问题。单个卷材是通过在卷绕筒前面的高速飞剪进行切割而形成的。在过程开始时,轧机只有一处入口。
半无头:该过程在铸机和轧机之间以不连续的方式进行。相当于“n”个(例如2到5个)普通板坯(在正常情况下,我们指的是形成各个卷材所需的产品量)的超级板坯通过摆式剪切机的切割在铸机出口处形成。在轧制过程中,一次生产相应的超级板坯“n”个卷。各个卷材是通过在卷绕筒前面的高速飞剪进行切割而形成的。对于生产的每个“n”卷材序列,轧机都有一个入口。
卷到卷:该过程在铸机和轧机之间以不连续的方式进行。通过摆式剪切机的切割,在铸机出口处形成各个板坯。在轧制过程中,从相应的起始板坯一次生产一个卷材。对于每个生产的卷材,轧机都有一个入口。
所使用的轧机可以具有通常在4至12范围内的机架数。在沿着轧机的中间位置,例如从EP 2.569.104已知,提供了一种至少在无头模式下在执行最后的轧制道次之前确定所轧制产品的温度恢复的快速加热系统。
按照惯例,快速加热系统的位置可以确定将轧机细分为加热系统上游的粗轧机架和加热系统下游的精轧机架。
因此,相对于作为轧机的前几个机架并且在入口进行产品的首次厚度减薄的粗轧机架以及完成厚度减小直至最终值的精轧机架,该轧机可以以其细分表示,例如2+4、2+5、3+5。
已知,在执行轧制过程期间,可能有必要根据生产计划修改最终生产的带材的厚度。这种厚度变化,至少在无头和/或半无头模式中,可以在不中断轧制过程的情况下进行,即在物料通过轧机机架的同时进行,这称为动态变规格(以下简称为FGC)。可以通过逐步修改机架的工作辊之间的间隙(例如从上游向下游)来进行动态变规格,直到所有机架的功能参数都经过调整适于生产新的最终厚度为止。关于间隙的修改,还可以提供每个机架或部分机架的辊的转速以及位于机架之间的张紧器或活套的位置的协调变化。
根据最终厚度和初始厚度之间的差异,厚度变化会影响所有机架或仅影响机架中的一部分。
现有技术提出了EP 1.010.478,其描述了一种用于在冷连轧机中进行动态变规格的方法,该方法使用机架(机架“i”)出口处的产品厚度的测量值来调节后续机架“i+1”中的间隙,并调节机架“i”本身的轧制速度,以使从物料头部到机架“i+1”的入口所轧制的产品的质量流(厚度×速度)保持恒定。
此外,已知EP 2.346.625,其中为了以无头模式在连续轧机中进行动态变规格(FGC),规定从第一出口厚度到第二出口厚度的转换以金属产品对于轧机的第一个机架的进料速度发生,该进料速度根据从布置在轧机沿流动方向上游的铸机的金属产品的出料速度来调节。
随着无头轧制工艺的发展,已经证实,轧制过程中的动态变规格(FGC)过程可以在产品的可靠性和质量的方面得到改善。
特别地,对下游质量流变化的管理(如EP 2.346.625中所述)要求通过轧制速度作为铸造速度的函数来管理铸造过程与轧制过程之间的同步;因此,铸造过程的每个最小质量流变化都会对轧制过程产生影响,从而产生速度扰动,该速度扰动与因动态变规格(FGC)引起的速度扰动重叠。铸机与轧机之间可能存在的加热炉,由于炉内板坯中的温度瞬变以及板坯本身的弹性,在铸机与轧机之间的同步中引入了另一个潜在的干扰因素。
因此,本发明的一个目的是提供一种用于生产扁平金属产品的方法和相应的设备,该方法和相应的设备使得在可靠性、工艺稳定性、机架易于管理、磨损少、所获得的最终带材质量更好等等方面所生产的带材的动态变规格(FGC)更高效。
申请人已经设计、测试和实施了本发明,以克服现有技术的缺点并获得这些以及其他目的和优点。
发明内容
在独立权利要求中阐述并表征了本发明。从属权利要求描述了本发明的其他特征或主要发明构思的变型。
根据本发明,在用于生产扁平金属产品的设备中,将金属产品进给到由至少4个机架有利地8个或更多机架组成的轧机。
特别是,该设备可铸造厚度为60毫米到140毫米之间的薄板坯,意图用于以下列三种操作模式之一生产厚度为0.7毫米至20毫米的最终带材:
a)无头,带材的最终厚度为0.7毫米至6.0毫米;
b)“半无头”,带材的最终厚度为0.7毫米至6.0毫米;
c)“卷到卷”,带材的最终厚度为1.2毫米至20毫米。
有利地,该设备的控制系统允许在每种情况下使用最方便的方式自动从一种模式转换到另一种模式。
根据上述三种模式之一进行操作选择:
-关于要生产的钢的质量(例如低碳钢、中碳钢、HSLA、双相、API等级);
-获得不同等级的带材最终厚度,优化生产工艺;
-优化速度、轧制温度和相应的能耗;
-使铸造速度适应液态钢的可用生产,以不中断铸造工序。
因此,可以在每种情况下选择最合适的运行模式,从而针对每种模式优化工厂的节能、产量和使用系数。
因此,该设备利用了无头模式的所有特点(可以生产超薄厚度并节省能源),在保持其优势的同时克服了其局限性,因此可以被定义为“通用无头模式”。
有利地,无头模式用于可以以通常高于4.5m/min的高速铸造的所有质量的钢。
为了达到上述目的,该设备主要包括五个主要元件,它们按以下指示的顺序相对于彼此进行设置:
-连铸机;
-隧道炉,用于可能的加热和保温/均衡;
-粗轧机,包括1-4个轧机机架;
-快速加热单元,其元件能够选择性地激活并从生产线上拆除;
-包括3至7个机架的精轧机;
-从第一个粗轧机架到最后一个精轧机架,安装在所有机架之间的活套或张紧器,有利地由液压执行器驱动,以保持两个连续机架之间的张力恒定,并控制质量流。
根据该设备的特有方面,位于连铸机和粗轧机之间的用于可能的加热和保温的隧道炉具有长度使它包含多个长度的板坯,以进行半无头轧制,通过该半无头轧制,可以获得2到5个卷材。
得益于隧道炉的这些尺寸,该设备可以轻松地从“无头”模式转换为“半无头”或“卷到卷”模式,特别是在需要生产出由于需要以低铸造速度进行铸造而无法在无头模式下生产出的钢的质量时。
因此,当铸钢的质量必须将铸造速度降低到使无头过程变得不可行的值时,隧道炉允许将铸机从轧机上脱离。
此外,隧道炉具有容纳多达5个卷材的多长度板坯的潜力,可以确保蓄积,通过这种蓄积可以在卷到卷模式下管理轧制过程中可能出现的停工,而对铸造过程没有特别影响,因此其可以继续运行一段时间。这样,为连铸机供料的熔炼车间的生产率得以优化。
从隧道炉出来的板坯的温度在卷到卷和半无头模式下在大约1050℃至大约1150℃之间,而在无头模式下则在大约1150℃至1180℃之间,取决于钢质量和带材最终厚度。
如上所述,隧道炉的长度还决定了在编程的换辊过程中和/或在轧机由于轧坏或意外事故而导致的不可预见的停机过程中,从卷到卷模式可获得的缓冲时间。
缓冲时间可以增加设备的利用率,并可以提高设备的产量,因为消除或至少减少了铸造重新开始的次数,从而节省了铸造过程开始和结束时的废料,避免报废在事故发生时在轧机开始时处于中间包的钢,以及留在钢包中通常无法回收的钢。
隧道炉的末端部分提供了一个模块(最后一个或倒数第二个),该模块可横向移动,以便在紧急情况下横向排出板坯。该模块或梭车还允许连接平行于第一铸造线的可能的第二铸造线。
快速加热单元由带有模块化C形元件的感应器组成,当不需要使用时,其可以从轧制线中单独(自动或手动)提取出。
快速加热单元总用于无头模式,也可以用于半无头模式。
对其加热和精整参数进行配置,以使带材以无头和/或半无头模式从精轧机的最后轧机机架出来,且温度不低于830-850℃。
感应器单元输送的加热功率由控制单元自动控制,在该控制单元中,演算程序会考虑沿轧机检测到的温度、所提供的轧制速度、最终型材的厚度以及因此预期的温度损失。
以这种方式,加热被最优化并且从第一卷材开始以均匀的温度获得轧制。
本发明进一步规定,可以在轧制过程中对从轧机中出来的金属产品进行动态变规格(FGC)。
特别地,在无头和/或半无头轧制期间使用FGC,来改变已经完成的卷材之后的卷材的厚度,或者甚至在同一卷材中改变卷材的厚度。根据所需的厚度差,厚度变化会影响精轧机架,或仅影响其中的一部分。
仅当需要对粗轧机架(传送条)出口处的并送入精轧机架的产品进行厚度改变时,粗轧机架才会受到厚度变化的影响。
根据本发明,轧机的第一个机架,即例如从连续铸造中进给的物料首先遇到的机架,作为主机架,并且其任何参数不受带材的厚度变化过程的影响。特别地,第一个机架的辊的转速及其间隙没有改变。
不改变第一轧机机架的工作参数而产生的优点如下。
第一轧机机架的功率远大于位于铸机下游的提取机的辊子的电动机的功率之和;就调节无头模式下铸造速度与轧机速度之间的同步的有效性而言,这使得在主模式(设定速度)下使用第一轧机机架并在从模式(调节后速度)使用铸造提取机更有利。
因此,本发明提供使用第一轧机机架作为决定整个铸造和轧制线的速度的主执行器。
进入轧机机架的物料的速度由轧辊的转速和轧机咬入的所谓的中性角的位置决定。尽管可以独立于进行中的轧制过程(无头和/或半无头)来控制第一量(辊的速度),但是第二量(中性角位置)取决于进行中的轧制过程的类型(力/减少)。
在根据本发明的无头轧制方法的情况下,厚度的变化(入口厚度与轧机机架出口处的厚度之间的差)导致进入机架的速度的变化,该速度的变化向铸机传播。
为了防止在铸造过程中产生干扰,因而对产品质量产生负面影响,本发明在第一轧机机架上提供了固定的减小,因此即使在FGC过程中也不能修改。
因此,通过将在无头轧制期间将第一轧机机架用作速度主控装置与使所述第一轧机机架的减小保持恒定的操作实践相结合,有利地获得了由铸轧机同步引起的质量流扰动的分离。这些扰动可以相对于由于动态变规格引起的质量流扰动在上游得到补偿,相反,由于动态变规格引起的质量流扰动在下游得到补偿。
关于轧制力/扭矩、机架的速度锥、机架间的张力、机架的偏转以及定义型面和平坦度执行器的正确集合的策略的计算,我们参考文献中已有的知识,例如弗拉基米尔·B·金茨堡(Vladimir B.Ginzburg)撰写的“钢轧制技术,理论和实践(Steel RollingTechnology,theory and practice)”一书。
根据本发明的一个方面,在动态变规格期间使用的主要执行器是液压压缩执行器和轧机机架的电动机、机架间活套和用于控制带材的型面和平坦度的执行器,即,移动执行器和弯曲(或抗弯曲)执行器。
各个轧机机架的工作参数(以下简称设置)由这些执行器来设置,包括:机架的辊子或轧辊的转速(或简称为机架速度),定义了机架出口处的带材厚度的轧辊之间的距离(或间隙),轧制力或压缩力,施加于轧辊的弯曲力(或抗弯曲力)及其移动以控制带材的平坦度和型面,两个相邻机架之间的带材的张力。
出于动态变规格(FGC)的目的,必须设置的主要工作参数基本上是以下三个:机架(辊)的速度,轧辊/辊子之间的间隙,机架间张力。
动态变规格(FGC)中涉及的机架数量是基于当前厚度与新的最终厚度之间的绝对值差并根据轧机机架的能力(功率、速度、扭矩)和工艺参数(轧制温度、带材的型面/平坦度和机械属性)的能力来确定的。
为了确保即使在动态变规格(FGC)中所涉及的带材段中也能保持良好的型面/平坦度,当前设置和新设置的力分布必须考虑具有容限余量的参考分布。
我们假设带材的最终厚度借助于动态变规格(FGC)而变化,并且尤其是进行了减小。
保持粗轧机架出口处(即进入精轧机的第一个轧机机架)的条(传送条)的厚度恒定,则总轧制力(即所有精轧机架上各个轧制力的总和)必须增加。
如果仅靠最后的精轧机架(例如最后两个精轧机架)承受这种力的增加,并且保持在可接受的容限范围内,则只能在这两个精轧机架上应用动态变规格(FGC)。
如果仅靠最后两个机架不能承受这种力的增加,因为对于其中至少一个机架而言力将落在可接受的容限范围之外,则必须在更大数量的机架上应用动态变规格(FGC),可能在整个精轧机上应用动态变规格(FGC),如有必要,可能在粗轧机的最后几个机架上应用动态变规格(FGC)。
在这种情况下,新的力分布将遵循与参考力分布相似的趋势,但与先前的轧制卡(card)相比,每个轧机机架中的力值略大。
还应该注意的是,对于每个最终厚度,有一个关联的传送条的对应厚度范围,即离开最后一个粗轧机架的产品的对应的厚度范围。
传送条的厚度是计算得出的有限数量,因此具有以下特征的最终厚度的设置对应于各个传送条:
-所有最终厚度必须能够使用相同数量的精轧机架进行轧制;
-必须能够根据粗轧机架的能力和工艺约束条件(轧制温度、传送条的型面/平坦度、传送条的机械属性)从板坯的厚度获得传送条的厚度。
在本发明的一些解决方案中,动态变规格(FGC)可以以两种模式发生。
根据本发明,进行动态变规格(FGC)的第一实施例分两个步骤来进行最终厚度变化。这种两步模式的优点是使带材的厚度超差段最小化,并且主要在将两个以上的机架用于动态变规格(FGC)时使用。
尤其是,通过以下方式对厚度变化中涉及的轧机机架应用辊之间的间隙、机架速度和机架间张力方面的新设置:
-第一步,应用新的目标厚度以及新的速度锥,即轧机机架的工作辊的转速参考,并且
-第二步,通过活套或张紧器施加新的机架间张力。
更详细地讲,当受厚度变化影响的带材段到达特定机架(第n个机架)时,该机架的间隙从当前间隙修改为新的间隙,该新的间隙被计算为利用当前的机架间张力产生后续厚度。轧辊的转速根据新的厚度同时增加或减小,以保持质量流(厚度×速度)恒定。
上游机架和铸机不参与任何设置更改。
仅当厚度变化中涉及的带材段到达下一个机架(第n+1个)时,会修改机架(第n个)和机架(第n+1个)之间的机架间张力。
在机架间张力变化的同时,根据新的机架间张力值进一步调节第n个机架的间隙和速度,从而为第n个机架完成向新设置的转换。
关于带材的平坦度和型面的新设置(带有弯曲执行器和移动执行器),这是在厚度变化中涉及的带材段到达第n个机架时应用的。
一旦厚度变化中涉及的带材段到达每个所述机架,就将这种两步FGC模式应用于所有后续机架。
轧机控制系统提供跟踪功能,其任务是实时更新沿着整个轧机厚度变化所涉及的一个或多个带材段的精确位置。
从当前设置到新设置的所有变化都是斜坡变化的,相对于所用执行器的动态性能,计算出斜坡的斜率:最慢的执行器定义了变化的动态特性。
为了进行动态变规格(FGC),根据本发明的第二实施例提供了对机架同时进行最终厚度改变。该同时模式具有使轧机机架的调节更容易的优点,因此在可靠性方面是有利的。
当动态变规格(FGC)涉及多达两个机架时,可以有利地应用此模式。
通过将新设置同时应用于厚度变化中涉及的所有机架,可以实现从当前厚度到后续厚度的转换。
如果动态变规格(FGC)中涉及的机架超过两个,则可以有利地依次在前几个机架中应用设置变化,并在最后两个或更多个机架中同时应用设置变化。发生这种情况是为了减小带材从当前厚度到新厚度的转换段的长度,同时保持轧制过程的良好稳定性。
详细地说,考虑到新设置,以下参数将同时应用于所有涉及的机架:转速、间隙、机架间张力、平坦度和型面。
在同时模式下,机架间张力调节器(活套或张紧器)执行在从当前厚度到新厚度的转换阶段中维持正确质量流的功能。机架间张力调节器作用于下游机架的速度。此外,通过调整上游机架的机架间张力,可以调节动态变规格(FGC)所涉及的第一个机架的速度。
在同时模式下动态变规格(FGC)中所涉及的第一个机架的辊之间的间隙的调节器保持在位置控制中。在进行新的设置之前,动态变规格中所涉及的所有其他下游机架的辊之间的间隙的调节器将从位置控制切换到力控制。
在同时模式下,切换到力控制的目的是允许从新的出口厚度预期的力开始,对每个机架应用新的减少(压下)设置,而不精确知道入口处的厚度。
带材的转换段的末端一到达机架的辊之间的间隙,辊之间的间隙的调节器便切换到位置控制,以确保在每个机架出口处带材的正确厚度。
参数的新设置的应用由特定的跟踪功能进行协调。
在同时模式下,从当前设置到新设置的所有变化都是斜坡变化的,相对于所用执行器的动态性能来计算斜坡的斜率,最慢的执行器定义变化的动态特性。
如所提及的,在仅使用精轧机架来改变厚度不够的某些情况下,也可能涉及一些粗轧机架,特别是第一粗轧机架下游的一个或多个机架。
同样在这种情况下,根据本发明,第一粗轧机架的速度没有改变。为了确定从最后一个粗轧机架开始动态变规格须涉及多少个粗轧机架,可以使用与上述精轧机架相同的标准,即,基于最大可接受的压缩力,估计需要使用多少个粗轧机架来承担厚度变化。
如上所述,物料的进给速度(在这种情况下为铸造速度)保持恒定,就像第一粗轧机架的所有工作参数保持恒定一样。
附图说明
参考附图,通过以下一些实施例的描述,本发明的这些特征和其他特征将变得显而易见,这些实施例是作为非限制性示例给出的,其中:
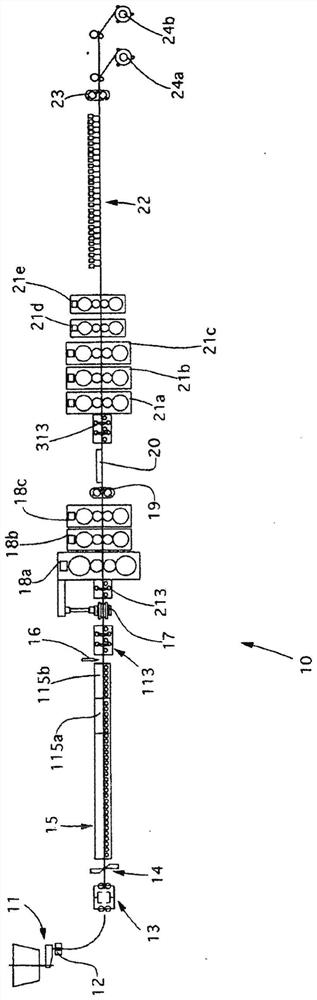
-图1示意性地示出了根据本发明的一些特征的用于生产扁平金属产品的设备的示例。
-图2至图6示意性地示出了根据本发明的一些特征的可用于生产扁平金属产品的方法中的动态变规格方法的实施例的曲线图;
-图7是关于从一个厚度到另一个厚度的通道中的参数变化的示例的表。
-图8-11示出了用于识别厚度变化所涉及的机架的标准的示例曲线图。
为了便于理解,在可能的情况下使用了相同的附图标记来标识附图中相同的共同要素。应当理解,一个实施方案的要素和特征可以方便地结合到其他实施方案中,而无需进一步说明。
具体实施方式
现在,我们将详细提到本发明的各种实施例,在附图中示出了其中的一个或多个示例。每个示例都是通过举例说明本发明的方式提供的,不应理解为对本发明的限制。例如,就像它们是一个实施例的一部分而显示或描述的特征可以在其他实施例上使用或与其他实施例结合使用以产生另一实施例。应当理解,本发明将包括所有这样的修改和变型。
图1总体上示意性地示出了用于生产扁平金属产品的设备10的示例,其中可以应用下文中详细描述的动态变规格方法。可以理解的是,图1的表示仅是促进理解本发明的示例,其对于以下提出的概念的应用完全不具有约束力。
还应理解,并非所示的所有部件对于设备的正确运行都是必需和必要的。
例如,设备10包括控制系统,该控制系统适合于接收指令,所述指令与确定的铸造过程相关的卡有关的指令,与要进行的最终产品的确定的动态变规格有关,以及用于由于如上所述的动态变规格而调节所有的轧机机架的工作参数。
通常,设备10包括作为组成元件的以下部分:
-具有铸锭模12的连铸机11;
-可能的第一除氧化皮装置13;
-摆式剪14;
-隧道炉15,其可以具有至少一个侧向移动的端部模块115a-115b;
-氧乙炔切割装置16;
-可能的第二除氧化皮装置113;
-可能的垂直或修边机支架17;
-第三除氧化皮装置213;
-三个粗轧机架18a,18b,18c;
-剪头机19,用于剪下条料的头端和尾端,以便于它们进入精轧机的第一个机架;它也可以在无头模式下在精轧机发生堵塞的情况下进行紧急剪切时使用;
-模块化感应快速加热装置20;
-强化冷却系统(未示出),位于快速加热装置下游,在需要在精轧机中进行热机械轧制过程或铁素体区轧制过程的情况下使用;
-第四除氧化皮装置313;
-精轧机,在这种情况下包括五个机架,分别为21a,21b,21c,21d和21e;
-层流冷却浴22;
-高速飞剪机23,当其直接与卷绕筒接合时将带材剪成一定尺寸以将带材分成所需重量的卷材;以及
-一对卷绕筒,分别是第一卷绕筒24a和第二卷绕筒24b。
由设备10执行的铸造和轧制过程可以以无头、半无头和卷到卷的模式进行。
图2-6表示曲线图,这些曲线图通过改变所示的特定参数,来表示特别是在上述的无头和/或半无头模式下适用于上述设备10中的类型的带材的最终厚度的动态变化的模式。
在第一实施例中,如图2所示,在两步模式下发生的厚度变化仅涉及精轧机架21a-21e,用F1-F5表示。
从曲线图中可以看出,观察从上到下绘制的线条,当需要动态修改正在轧制带材的最终厚度时,在第一精轧机架F1中确认新厚度的设定点。在这种情况下,新厚度小于先前厚度(厚度减小)。
在第一步中,设置第一精轧机架F1对应于新厚度的轧辊之间的新间隙,并且同时提高同一机架F1的辊的速度,直到达到新的设定点。
第二步是应用机架间张力的新设置,在这种情况下,带材的张力会增加。
所有相继的机架F2-F5都与先前机架的各个速度变化相关地以及与转换段的最终端到达机架本身的时刻相关地逐渐调节它们的速度。
从最后一条线的趋势可以看出,物料的进给速度(在这种情况下为铸造速度)以及机架F1上游的所有机架(即,所有的粗轧机架)的速度保持恒定。
在第二实施例中,如图3所示,在同时模式下厚度变化仅涉及精轧机架21a-21e,用F1-F5表示,但该厚度变化与先前观察到的相反,是在同时模式下发生的。
可以看出,所有机架F1-F5的速度调整是在同一短时间进行的,而厚度则从先前的值逐机架地依次调整到最终的目标值。
物料的进给速度(在这种情况下为铸造速度)以及机架F1上游的所有机架(即所有粗轧机架)的速度均保持恒定。
在另一个实施例中,如图4所示,也涉及一些粗轧机架,在这种情况下,是在第一个机架18a下游的机架18b,18c。粗轧机架18a-18c在曲线图中表示为H0-H2。
根据本发明,可以观察到,第一个机架H0的速度没有改变,就像同一机架H0的其他工作参数的情况一样。厚度变化所涉及的第一个机架是(第二个)机架H1,分两步调节轧辊的转速。同样的情况适用于(第三个)机架H2。
物料的进给速度(在这种情况下为铸造速度)与第一粗轧机架H0的速度均保持恒定。
图5更详细地示出了单机架(第n个)的两步厚度变化的第一实施例;特别地,可以观察到何时启用了新的机架间张力设置以及新的型面和平坦度设置。
图6更详细地示出了单个机架(第n个)的同时厚度变化的第二实施例;特别是,可以观察到所有设置如何同时启用:新力设置的应用(在这种情况下,增加压缩/减小,曲线图的倒数第二条线)需要同时应用新的间隙设置(即减小厚度);同时,机架间张力以及型面和平坦度执行器的设置也被修改。
从先前的设置开始计算新的速度设置,目的是保持质量流不变。
特别地,因此,用于计算新设置的公式可以表示为:
后续辊速=(当前辊速)*((第n个)机架处厚度-后续)/((第n个)机架处厚度-当前)。
图7(表1)仅作为示例示出了在从约3mm的带材最终厚度改变为约2.3mm的带材最终厚度的情况下,参数设置从当前设置到后续设置的变化的示例。
可以看出,在这种情况下,只有精轧机架F1-F5受参数设置的影响。带材的最终厚度的减小伴随着机架的辊的速度的增加以及压缩力的增加。机架间张力也与要获得的厚度减小相关地增加。
图8至图11描述了本发明的另一实施例提供用于计算在动态变规格(FGC)中涉及的机架数量的模式。尤其是,我们参考图1的布局以下述情况为例:不必更改传送条的厚度,精轧机包括5个精轧机架。
在图8中示出了在各个机架上的轧制力的典型分布。
中心连续线表示参考力的分布,而上方和下方的两个虚线表示上下容限范围,在此容限范围内,轧制力可以变化而不会有损成品的质量。让我们假设带材的最终厚度使用FGC进行了更改,尤其是启动了减小。
保持进入精轧机第一个轧机机架的条(传送条)的厚度恒定,总轧制力(即5个机架上各个轧制力的总和)将需要增加。如图9所观察到的,最后两个机架的有效轧制力增加,但仍在可接受的上容限范围内。因此,厚度变化可以由精轧机的最后两个机架承担,而不涉及上游的其他机架。
另一方面,如果新的力分布导致甚至仅一个机架中的轧制力就超出可接受的容限,如图10所示,则不能仅仅在最后两个机架上进行FGC,而是需要涉及上游的至少另一个机架。
图11示出了在精轧机上的新的力分布如何导致类似于图10的初始趋势的趋势,但在所有机架中都具有更大的力值,也就是说,在所有5个精轧机架中的力曲线都具有相同的趋势,但与开始时相比具有增加的值。
显然,在不脱离本发明的领域和范围的情况下,可以对如前所述的带材生产的设备10和方法进行部件的修改和/或增加。
- 生产扁平金属产品的方法和设备
- 扁平金属产品的电磁搅拌连续铸造方法和实施所述方法的设备