一种胶膜背板复合材料生产设备
文献发布时间:2023-06-19 11:54:11
技术领域
本发明属于太阳能电池生产设备领域,具体涉及一种胶膜背板复合材料生产设备。
背景技术
太阳能电池板截面有五层,依次为光伏玻璃、胶膜、太阳能电池片、胶膜和背板,EVA胶膜主要起粘合作用,而背板具有抗老化、抗腐蚀以及绝缘等性能,主要对太阳能电池片起到保护作用,在生产太阳能电池的过程中需要将各层进行粘合,其生产线一般长达几十米,需要对各层分别进行粘合,对厂房的规格要求高,过长的生产线维护困难。
发明内容
为解决背景技术中提到的技术问题,本发明的目的是提供一种胶膜背板复合材料生产设备。
本发明提供一种胶膜背板复合材料生产设备,将胶膜和背板进行复合,作为独立于太阳能电池生产的生产设备,包括给料装置、压合装置和收卷装置,所述给料装置包括两个滑动设置于滑轨上的原料架,所述压合装置包括箱体、箱盖,所述箱体底部设置有第一下压辊和第二下压辊,所述箱盖上设置有第一上压辊和第二上压辊,所述箱盖上还设置有两根通过所述第一上压辊分隔开的第一红外加热管和第二红外加热管,所述箱体相对的两个侧板上设置有条形孔。
优选的,所述原料架包括底板、两个相对设置的侧板,两个所述侧板之间通过轴承连接有两个上下分布的原料辊,所述给料装置包括两个原料架,所述原料架底板上设置有两根平行的T型卡条,所述滑轨上设置有与所述T型卡条匹配的两个第一T型轨道。
优选的,所述滑轨上设置有卡紧机构,所述卡紧机构包括基板和连接在所述基板上的卡头,所述基板滑动连接在所述滑轨上、沿着垂直于所述第一T型轨道的方向滑动,所述底板上设置有与所述卡头匹配的缺口。
优选的,所述箱体靠近给料装置的一侧设置有预压辊组,所述预压辊组与所述箱体之间设置有计米器。
优选的,所述箱体内壁侧面上设置有温控器,所述温控器控制所述第一红外加热管、第二红外加热管输出功率。
优选的,所述第一上压辊、第二上压辊通过皮带连接,所述第一下压辊、第二下压辊通过皮带连接,所述第一上压辊和第一下压辊的端头通过插接的方式与第一驱动电机连接,所述第一驱动电机为步进电机。
优选的,所述第二下压辊两侧的支架穿过所述箱体底部,在箱体外通过连接臂连接,所述连接臂上设置有内螺纹套管,所述箱体底部下方设置有旋转接头,所述旋转接头内壁设置有环形凹槽,所述内螺纹套管内插接有与之螺纹匹配的调节杆,所述调节杆一端设置有与所述环形凹槽匹配的环形凸起。
优选的,所述收卷装置包括两个圆形侧板和两个立板,所述圆形侧板圆心处设置有连接杆与所述立板旋转连接,两个所述圆形侧板之间设置有3个沿圆周方向均匀间隔设置的收卷辊,所述立板上设置有第二驱动电机,所述第二驱动电机转轴上设置有第一方形接头,所述收卷辊端头上固定连接有第二方形接头,所述第一方形接头、第二方形接头通过连接件连接。
优选的,所述连接件包括U型卡槽和铰接在所述U型卡槽上的盖板,所述盖板与所述U型卡槽通过磁铁连接。
优选的,所述立板上设置有限位杆,所述圆形侧板上设置有与所述限位杆匹配的限位孔。
本发明具有以下有益效果:提供一种胶膜背板复合材料生产设备,将胶膜和背板进行复合,独立于太阳能电池的生产线,预先将二者进行复合,能够减少太阳能电池的生产线长度,通过给料装置、压合装置和收卷装置配合,自动进行压合,减少人工接入,提高生产效率。
附图说明
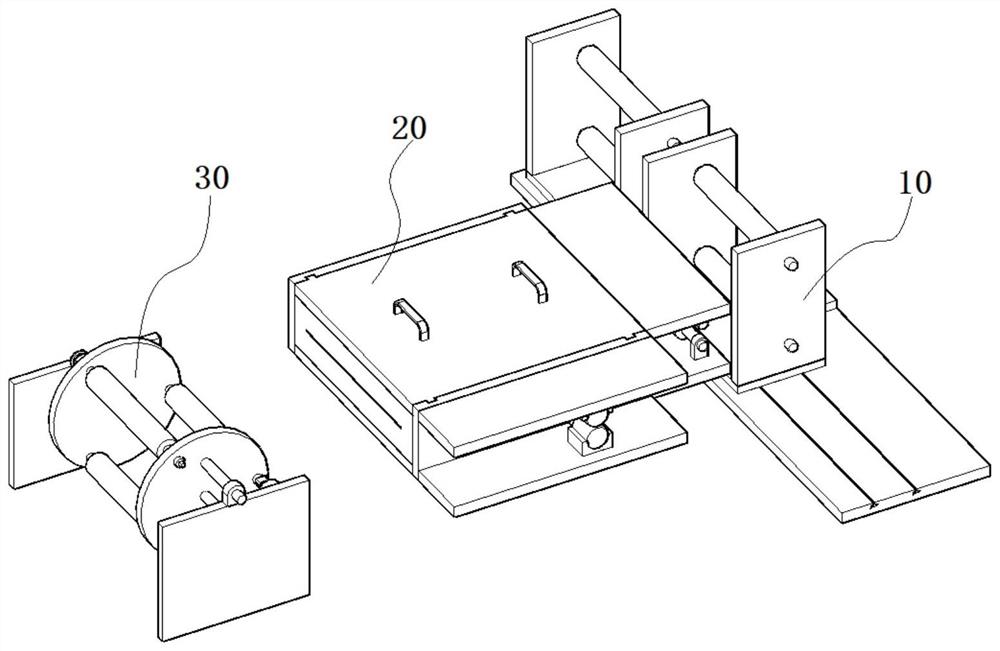
图1为本发明实施例中生产设备的整体结构示意图;
图2为本发明实施例中给料装置结构示意图;
图3为本发明实施例中原料架和卡紧机构结构示意图;
图4为本发明实施例中压合装置部分结构展开示意图;
图5为本发明实施例中压合装置内部结构示意图;
图6为本发明实施例中第一下压辊与第一驱动电机连接结构示意图;
图7为本发明实施例中第二下压辊调节装置的结构示意图;
图8为本发明实施例中第二下压辊调节装置的结构展开示意图;
图9为本发明实施例中收卷装置结构示意图;
图10为本发明实施例中收卷辊与第二驱动电机连接结构示意图;
图11为本发明实施例中连接件结构示意图;
10-给料装置;11-原料架;111-侧板;112-原料辊;113-底板; 114-T型卡条;12-滑轨;121-第一T型轨道;13-卡紧机构;131-基板;132-卡头;20-压合装置;21-箱盖;22-预压辊组;23-第一上压辊;24-第一下压辊;25-第二上压辊;26-第二下压辊;261-连接臂; 262-旋转接头;263-内螺纹套管;264-调节杆;27-第一驱动电机; 28-第一红外加热管;29-第二红外加热管;30-收卷装置;31-圆形侧 1;32-立板;33-收卷辊;331-第二方形接头;34-第二驱动电机;341- 第一方形接头;35-限位孔;36-限位杆;37-连接件;371-U型卡槽; 372-盖板;373-磁铁;40-计米器;50-温控器。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明一部分实施例,而不是全部的实施例。若未特别指明,实施例中所用的技术手段为本领域技术人员所熟知的常规手段。
在本发明的描述中,需要理解的是,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
如图1-11所示,一种胶膜背板复合材料生产设备,包括给料装置10、压合装置20和收卷装置30,给料装置10包括两个滑动设置于滑轨12上的原料架11,压合装置20包括箱体、箱盖21,箱体底部设置有第一下压辊24和第二下压辊26,箱盖21上设置有第一上压辊23和第二上压辊25,箱盖21上还设置有两根通过第一上压辊 23分隔开的第一红外加热管28和第二红外加热管29,箱体相对的两个侧板111上设置有条形孔,该生产设备放置在一机台或机架上,机台和机架可以采用现有技术中常用的即可,只需要满足生产设备各个组件的对位放置即可。
将胶膜和背板原料放置在给料装置10上,抽出后经过压合装置 20进行压合,然后由收卷装置30对成品进行回收,具体的是胶膜和背板材料通过条形孔穿入箱体,依次经过两次压合作用,在压合过程中箱体内部通过红外加热管进行升温,使胶膜产生粘性,与背板进行复合,箱体起到很好的保温作用,可以进行较好的温度控制,提升粘合的效果,其中第一上压辊23和第一下压辊24对胶膜和背板进行第一次压合,由于胶膜刚进入箱体内,表面升温不明显,其粘性不充分,第一次压合让胶膜和背板一定程度的贴合,当进行第二次压合时能够更好的胶合,设置在第一上压辊23两侧的第一红外加热管28和第二红外加热管29在两个区域分别进行加热,有利于胶膜充分达到粘合温度。
这里的箱体包括主体和箱盖21,二者通过插销和开槽配合进行对位,在箱盖21上设置有把手用于提起箱盖21,目的在于更换原料时,需要牵引原料贯穿生产线。
一般来说,胶膜产生粘性的温度在120℃-180℃,不同的生产工艺存在一些差别,当胶膜呈完全胶黏状态与背板粘接后,难以进行后续与电池片粘接作业,所以当前对于加热温度的控制应在胶膜刚好产生粘性,且不完全胶黏的状态下进行与背板的复合,主要目的在于让胶膜和背板产生一定的接触,能够在后续与电池片的粘接过程中保持相对位置,为后续作业创造有利的对位条件。
作为优选的方案,原料架11包括底板113、两个相对设置的侧板111,两个侧板111之间通过轴承连接有两个上下分布的原料辊 112,给料装置10包括两个原料架11,原料架11底板113上设置有两根平行的T型卡条114,滑轨12上设置有与T型卡条114匹配的两个第一T型轨道121。
上方的原料辊112用于放置胶膜原料,下方的原料辊112用于放置背板原料,由于胶膜上有离型纸,将胶膜拉出时让离型纸位于远离背板的一侧;设置两个原料架11,可以替换使用,减少上料对生产的影响,其中一个原料架11在工作时,另一个原料架11即可进行上料作业;两根平行设置的T性卡条与滑轨12上的第一T型轨道121 配合,确保原料架11运动过程中的稳定性,有利于精确对位。
作为优选的方案,滑轨12上设置有第一T型轨道13,第一T型轨道13包括基板和连接在基板上的卡头132,基板滑动连接在滑轨 12上、沿着垂直于第一T型轨道121的方向滑动,底板113上设置有与卡头132匹配的缺口,基板通过螺栓锁定在滑轨12上。
设置卡紧机构在水平方向上配合轨道对原料架11进行锁定,一方面是保证原料架11的稳定性,另一方面通过卡头132和缺口简单的机械结构配合,完成原料架11的定位,使得每一次原料架11停放的位置一致,有利于胶膜和背板的对位复合,卡头132前部为尖头,当卡头132推向底板113时容易进入缺口。
作为优选的方案,箱体靠近给料装置10的一侧设置有预压辊组 22,预压辊组22与箱体之间设置有计米器40,预压辊组22设置在箱体之外,预先将胶膜和背板压在一起,虽然没有粘合,但是可以束缚二者,避免胶膜和背板在通过条形孔时与条形孔侧壁剐蹭,确保成品的品质,在此处设置计米器40,对进入压合装置20的原料长度进行计量,作为控制逻辑的基础数据,根据原料的长度设置停机阈值,当原料即将用完时即控制设备停机,可以通过现有技术发送该信息给操作人员,这样就不需要工人守着设备,解放劳动力。
作为优选的方案,箱体内壁侧面上设置有温控器50,温控器50 控制第一红外加热管28、第二红外加热管29输出功率,胶膜在加热状态下产生粘性,存在最佳粘接温度范围,设置温控器50对箱体内的温度进行控制,温度不达标时增大红外加热管的功率,迅速升温,当温度事宜时,适当降低红外加热管的功率,保持在最佳温度范围。
作为优选的方案,第一上压辊23、第二上压辊25通过皮带连接,第一下压辊24、第二下压辊26通过皮带连接,第一上压辊23和第一下压辊24的端头通过插接的方式与第一驱动电机27连接,第一驱动电机27为步进电机,两个第一驱动电机27设置为相同步调,通过皮带连接第二上压辊25和第二下压辊26,使得两次压合能够保持同步,避免压合过程中拉扯原料,导致原料变形。
作为优选的方案,第二下压辊26两侧的支架穿过箱体底部,在箱体外通过连接臂261连接,连接臂261上设置有内螺纹套管263,箱体底部下方设置有旋转接头262,旋转接头262内壁设置有环形凹槽,内螺纹套管263内插接有与之螺纹匹配的调节杆264,调节杆264一端设置有与环形凹槽匹配的环形凸起,通过转动调节杆264可以调节第二下压辊26的高度,也即调整第二上压辊25和第二下压辊26 之间的间隙,用以控制成品的压合强度。
作为优选的方案,收卷装置30包括两个圆形侧板31和两个立板 32,圆形侧板31圆心处设置有连接杆与立板32旋转连接,两个圆形侧板31之间设置有3个沿圆周方向均匀间隔设置的收卷辊33,立板 32上设置有第二驱动电机34,第二驱动电机34转轴上设置有第一方形接头341,收卷辊33端头上固定连接有第二方形接头331,第一方形接头341、第二方形接头331通过连接件37连接。
两个圆形侧板31和3个收卷辊33组合为一体,该组合体通过圆形侧板31圆心处的连接杆与立板32旋转连接,可以通过轴承进行旋转连接,3个收卷辊33交替作业,当然也可以设置两个收卷辊33,当其中一个收卷辊33转到收料的位置上后,通过连接件37与第二驱动电机34连接,第二驱动电机34也是与第一驱动电机27步调一致的步进电机。
作为优选的方案,连接件37包括U型卡槽371和铰接在U型卡槽371上的盖板372,盖板372与U型卡槽371通过磁铁373连接, U型卡槽371一个开口处设置有磁铁373,对盖板372进行吸合,由于整个生产设备的运转速度较慢,电机转动时在连接处的离心作用很弱,通过磁铁373吸合的方式对两个方形接头进行连接即可,拆卸和安装方便。
作为优选的方案,立板32上设置有限位杆36,圆形侧板31上设置有与限位杆36匹配的限位孔35,限位杆36插入限位孔35,限制圆形侧板31的转动,让收卷辊33保持位置。
作为优选的方案,生产设备上各个滚轴的表面覆盖有釉面层,对胶膜和背板形成保护。
具体实施过程:将胶膜和背板从原料辊112上抽出,胶膜离型纸的一面背离背板,以此穿过预压辊组22、条形孔、压合装置20内的两个压辊组,然后从另一个条形孔穿出,收卷到收卷辊33上,在运行过程中通过计米器40对成品长度进行计量,以计米器40的计量长度为控制依据对设备启停进行控制,当其计量数据接近原料长度后,通过无线信号等方式通知工人,并对设备进行停机,停机包括关停驱动电机和红外加热管;生产过程中,由温控器50对红外加热管的输出功率进行控制,使箱体内的温度保持在一定范围,以满足胶膜体现最佳粘性的温度区间为准;当原料辊112上的原料使用完后,解开卡紧机构对原料架11的锁定,横向推动换另一原料架11进行供料,而收卷装置30一侧相应的也换另一收卷辊33对成品进行回收;一般来说当压合完成的胶膜和背板从箱体中出来后,其温度很快会降下来,为了保证成品不因收卷后难以散热而损坏,可以在收卷装置30和压合装置20之间设置散热风机,对完成压合的成品进行降温处理。
以上的实施例仅是对本发明的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形、变型、修改、替换,均应落入本发明权利要求书确定的保护范围内。
- 一种胶膜背板复合材料生产设备
- 一种胶膜背板复合材料的连线生产设备