一种用于焊接镍垫圈的焊接装置
文献发布时间:2023-06-19 11:55:48
技术领域
本发明属于压力容器检修工程领域,具体涉及一种用于焊接镍垫圈的焊接装置。
背景技术
核电厂反应堆压力容器主密封面镍垫圈由镍丝弯成圆形、接口处焊接制成,安装到压力容器主密封面的V型槽内,在主密封面螺栓螺母的紧固作用下被上部组件密封面压紧,密封上部组件和压力容器。镍垫圈的焊接质量对于保证反应堆压力容器的密封性起到重要作用。
由于镍化学性质较活泼,焊接过程易氧化,产生热裂纹和气孔,因此,焊接过程及焊后对焊接区域的保护是决定焊缝质量的重要因素。
然而,现有焊接方式在焊接过程中镍丝极易氧化并造成焊缝过热,缺乏对焊缝的保护。
另外,为确保镍垫圈的密封性,要尽量降低镍垫圈本身的应力,所以整个焊接过程要确保镍垫圈焊缝的自由收缩。现有焊接方式采用降低焊缝两边母材定位时压紧力的方式,不能实现镍垫圈焊缝的完全自由收缩的要求。
基于此,亟待开发一种用于焊接镍垫圈的焊接装置,以满足以上用于压力容器密封面的镍垫圈的焊接要求。
发明内容
本发明的目的在于提供一种用于焊接镍垫圈的焊接装置,装置结构简单、操作方便,通过在焊接区域提供持续稳定的惰性气体,有效避免焊缝氧化,并在焊接完成后继续提供惰性气体直至焊缝完全冷却,有效降低焊缝过热情况的发生,同时通过滑块的设置实现焊缝的自由收缩,有效提高焊缝质量。
实现本发明目的的技术方案:一种用于焊接镍垫圈的焊接装置,所述装置包括:基座、通道、滑槽、滑块和固定装置,通道设于基座的内部并贯穿基座的顶面和侧面形成第一敞开口和第二敞开口,滑槽对称开设于基座的顶面上第一敞开口的两侧,滑块与滑槽相配合并分别滑动连接于滑槽上,固定装置设于滑块的顶面上并与滑块可拆卸连接;第二敞开口与惰性气体源连通,惰性气体通过通道从第一敞开口流出。
进一步地,所述通道包括竖向通道和横向通道,横向通道与竖向通道连通设置。
进一步地,所述竖向通道包括第一通道、第二通道和第三通道,第一通道、第二通道和第三通道由上至下依次固定连接并相互贯通,第一通道的孔径大于第二通道的孔径,第二通道的孔径大于第三通道的孔径。
进一步地,所述通道还包括气体分流通道,气体分流通道对称设于第一通道两侧的滑槽位置的上部,并与第一通道连通。
进一步地,所述滑块在其顶面上沿平行于滑槽方向开设有V型槽,V型槽贯穿滑块的左右两侧。
进一步地,所述固定装置包括压片和紧固件,压片设于滑块的顶面上并覆盖V型槽,紧固件与压片相配合,压片与滑块通过紧固件可拆卸连接。
进一步地,所述装置还包括气筛,气筛固定连接于第二通道的内侧壁上。
进一步地,所述气筛与第二通道通过螺纹固定连接。
进一步地,所述气筛包括基体、筛网板和网孔,筛网板密封连接于基体的顶端,网孔设于筛网板并贯穿筛网板的上下面。
本发明的有益技术效果在于:
1、本发明的一种用于焊接镍垫圈的焊接装置采用特定的通道设计,通过孔径由下至上依次增大的三个通道实现保护气体平稳均匀的流出,通过第一通道的中心区域以及设置于滑槽上方、即滑块所在的横向通道上方的气体分流通道实现对镍垫圈的全面保护,包括镍垫圈的焊缝和置于V型槽中的镍棒;进而控制惰性保护气体以持续稳流状态覆盖焊接区域及滑槽区域的镍棒试件,隔绝空气,并迅速降低试件温度,有效降低了焊接区域的镍棒试件在敞开环境焊接过程中的氧化概率并降低了焊缝过热情况的发生,提高焊缝质量,确保了在焊接过程中以及焊接区域冷却过程中对镍棒的保护效果,实现惰性气体对镍棒试件的隔离和降温的双重保护;
2、本发明的一种用于焊接镍垫圈的焊接装置通过基座顶面开设的滑槽与滑块的相互配合,使得滑块能够在滑槽内左右滑动,能够有效保证在焊接过程中以及焊接区域冷却过程中,通过两个可滑动的滑块给予镍垫圈的焊缝自由收缩余量,从而提高焊缝质量,有效保障了镍垫圈最终的密封效果;
3、本发明的一种用于焊接镍垫圈的焊接装置采用紫铜制成,通过紫铜良好的导热性能有助于快速降低镍棒试件的温度,同时紫铜材质较软能够防止镍垫圈的划伤,有效减少镍垫圈加工过程中不合格品的产生;
4、本发明的一种用于焊接镍垫圈的焊接装置结构简单、操作方便,有效节省了时间及人力的投入成本,极大提高了生产效率,并通过适应性调整能够适用于多种尺寸的压力容器密封面镍垫圈的加工。
附图说明
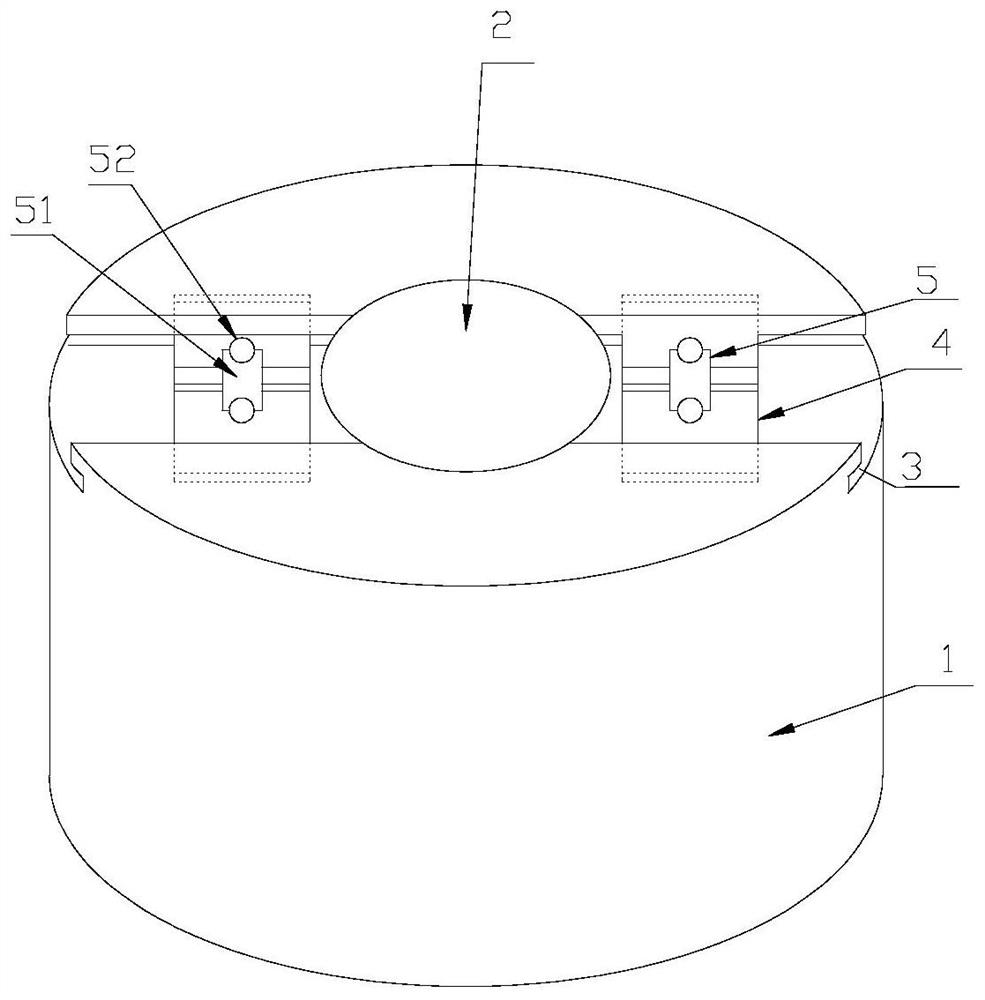
图1为本发明所提供的一种用于焊接镍垫圈的焊接装置的结构示意图;
图2为本发明所提供的一种用于焊接镍垫圈的焊接装置的剖面结构图;
图3为本发明所提供的一种用于焊接镍垫圈的焊接装置去除气筛后的俯视图;
图4为本发明所提供的一种用于焊接镍垫圈的焊接装置中竖向通道的结构示意图;
图5为本发明所提供的一种用于焊接镍垫圈的焊接装置中气筛的结构示意图;
图6为本发明所提供的一种用于焊接镍垫圈的焊接装置中滑块的结构示意图;
图7为图6中A-A剖视方向的结构示意图。
图中:1、基座;2、通道;3、滑槽;4、滑块;5、固定装置;6、气筛;11、第一敞开口;12、第二敞开口;21、竖向通道;22、横向通道;23、气体分流通道;41、V型槽;51、压片;52、紧固件;61、基体;62、筛网板;63、网孔;211、第一通道;212、第二通道;213、第三通道。
具体实施方式
下面结合附图和实施例对本发明作进一步详细说明。
如图1所示,本发明提供的一种用于焊接镍垫圈的焊接装置,焊接装置采用紫铜制成,包括:基座1、通道2、滑槽3、滑块4和固定装置5。基座1为圆柱体结构,在基座1的顶面中心向下开设通入惰性气体的通道2,贯穿基座1的内部并在基座1的顶面和侧面形成第一敞开口11和第二敞开口12。在基座1的顶面上位于第一敞开口11的左右两侧分别向下对称开设有滑槽3,滑槽3为倒T型结构。在每个滑槽3中均滑动连接有与滑槽3相配合的滑块4,每个滑块4均能沿对应的滑槽3左右移动。每个滑块4的顶面上设有固定装置5,用于固定镍棒。固定装置5与滑块4可拆卸连接。第二敞开口12与惰性气体源连通,惰性气体通过通道2从第一敞开口11流出。镍棒装夹时,将弯曲成圆形的镍棒两端接头部位放入两个滑块4之间的第一通道211中心区域、即焊接区域后,通过两个固定装置5夹持住镍棒两端。
如图2所示,通道2包括竖向通道21和横向通道22,横向通道22与竖向通道21连通设置;竖向通道21的顶端贯穿基座1的顶面并在基座1的顶面上形成第一敞开口11,横向通道22的侧端贯穿基座1的侧面并在基座1的侧面上形成第二敞开口12。
如图2和图4所示,竖向通道21包括第一通道211、第二通道212和第三通道213,第一通道211、第二通道212和第三通道213均为圆柱状结构并由上至下依次固定连接并相互贯通,第一通道211的孔径大于第二通道212的孔径,第二通道212的孔径大于第三通道213的孔径。在第二通道212的内侧壁上固定连接有气筛6。
第一通道211、第二通道212和第三通道213三个通道的孔径由下至上依次增大是为了保障气流平稳均匀地输出。具体来讲,第一通道主要是焊接作业区域,将第一通道的孔径设计为第二通道略大一些,目的是为了扩大气体保护区域,将热影响区的高温部分也能进行保护。第二通道主要是为了安装气筛进行均气,高速气体进入第二通道区域后,速度降低,然后再通过气筛,从而使气体稳定均匀地流出。第三通道是下面竖向进气口,没有采用侧面直接接通第一通道的方法,主要是考虑进气方向与保护对象垂直,可以减少气体紊乱,保障气体稳定均匀流出。
如图3所示,在第一通道211的两侧的滑槽位置的上部对称设有四条气体分流通道23,四条气体分流通道23均与第一通道211连通。保护气体为氩气,其密度比空气大,通过第一通道211后,一部分从第一通道211的第一敞开口11流出,一部分从气体分流通道23流出,从而实现对镍垫圈的全面保护,包括镍垫圈的焊缝及置于V型槽中的镍棒。如图2所示,第二敞开口12与惰性气体源连通,惰性气体经横向通道22、第三通道213、第二通道212、气筛6和第一通道211后从第一敞开口11流出,形成包围焊接区域的惰性气体保护区域。在焊接过程中以及焊接区域冷却过程中,惰性气体形成将镍棒二端接头处的焊接区域充分包围住的稳流状态气体保护圈,将焊缝区域与外部空气充分隔绝,并迅速降低焊接区域母材温度,这样可以大大降低焊缝区域氧化概率,提高焊缝质量。在本实施例中选择氩气作为惰性气体进行焊接区域的保护与隔离。
如图1、图6和图7所示,滑块4在其顶面上沿平行于滑槽3方向开设有V型槽41,V型槽41贯穿滑块4的左右两侧,V型槽41用于容纳镍棒。固定装置5包括压片51和紧固件52,压片51设于滑块4的顶面上并覆盖V型槽41,紧固件52与压片51相配合,压片51与滑块4通过紧固件52可拆卸连接。
固定装夹镍棒时,将镍棒置于V型槽41中,压片51覆盖于位于V型槽41中的镍棒上后,压片51两端分别通过可拆卸式的紧固件52紧固于滑块4的顶面上的V型槽41的两侧,从而将镍棒固定于V型槽41中。在本实施例中,在滑块4上的V型槽41的两侧对称开设有连接孔,在压片51上对称开设有固定孔,固定孔与连接孔相匹配,并选择螺钉作为紧固件52,螺钉与连接孔和固定孔相配合,通过压片51将镍棒固定于滑块4的V型槽41中。在焊接过程中以及焊接区域冷却过程中,当镍棒出现收缩现象时,通过两个可滑动的滑块4给予焊缝自由收缩余量,从而提高焊缝质量。
如图5所示,气筛6包括基体61、筛网板62和网孔63,基体61为圆柱状结构,筛网板62密封连接于基体61的顶端,在筛网板62上设有多个间隔设置的网孔63,并且网孔63贯穿筛网板62的上下面。惰性气体通过气筛6时,通过网孔63流出。
在本实施例中,在第二通道212内侧顶部向下开设有内螺纹段;在基体61的外侧壁上设置有与第二通道212的内螺纹段对应匹配的外螺纹段,通过内螺纹段与外螺纹端的螺纹配合,气筛6旋紧固定连接于第二通道212中。
本发明提供的一种用于焊接镍垫圈的焊接装置的使用方法具体如下:
步骤(1)、将弯曲成圆形的镍棒的两端接头放入焊接装置的两个滑块4之间的第一通道211中心区域、即焊接区域;
步骤(2)、将镍棒置于V型槽41中,通过两个固定装置夹持住镍棒;
步骤(3)、将焊接装置的第二敞开口12与惰性气体源连通,往焊接装置的第二敞开口12源源不断通入惰性气体,惰性气体从焊接装置的第一敞开口11流出后形成包围镍棒两端接头处的焊接区域的气体保护圈;
步骤(4)、根据焊接要求,调节镍棒两端接头间隙,保持滑块4可自由收缩状态,然后进行焊接;
步骤(5)、焊接完成后,惰性气体继续流出形成包围镍棒两端接头处,即焊缝的焊接区域的气体保护圈,直至焊有焊缝的镍棒冷却至常温;
步骤(6)、松开两个固定装置夹持,拿出焊接好的镍垫圈,对焊接部位进行检查和打磨;
步骤(7)、测量打磨后尺寸,满足要求后,焊缝无损检查合格,完成镍垫圈的焊接。
上面结合附图和实施例对本发明作了详细说明,但是本发明并不限于上述实施例,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下作出各种变化。本发明中未作详细描述的内容均可以采用现有技术。
- 一种用于焊接镍垫圈的焊接装置
- 一种用于铝带与镍带焊接的自动激光焊接设备