冲压自行车车架的制造方法
文献发布时间:2023-06-19 11:57:35
技术领域
本发明涉及自行车工业领域,并涉及一种自行车或踏板车车架的制造和设计方法。[B62K 3/02]
背景技术
现有技术中,已知“框架自行车”(RU114023U1,公开日期:2012年10月3日)包括转向杯、相互连接的上杆、下杆和座杆、托架组件以及后轮固定撑杆,其特征在于,座杆在与托架组件的连接点处分为两部分,使得座杆可以进入自行车的后轮,而托架组件最大程度地移至后轮的中心。
并且,现有技术中已知“框架自行车”(修订版)(RU140945U1,公开日期:2014年5月20日)包括车架衬套,转向管连接至车架衬套,下部前管连接至转向管,后下部滑键连接至后轮轮毂安装支架,座杆倾斜地朝向后轮轮毂安装支架,并且在其上部与座杆连接有面向不同方向的、弧形向上弯曲的上部前管,后上部滑键连接至支架,而座杆的一端位于与上部前管相连的部分的上方,其特征在于座杆是弯曲的,由两部分组成,其中第一部分呈直线型,且其纵轴位于与后下部滑键相交的线上,该线位于车架衬套与后轮轮毂安装支架之间的区域中,与后下部滑键呈角度64°至71°。而第二部分与第一部分成钝角布置,且其纵轴位于与车架衬套相交的线上,同时,座杆的另一端与车架衬套相连,并且在其长度的至少一部分上,下部前管沿与上部前管的弧形弯曲相反的方向成弧形弯曲。
类似产品的缺点是其生产技术基于由各种直径和合金的管道通过电气焊接组装成管状空间框架,由于制造过程的复杂性以及使用管状设计的可靠性低,使得自行车车架的生产率较低。
在技术本质上最接近的是“自行车车架”(RU2452649 C1,公开日期:2012年6月10日),包括:框架结构的主要部分是前撑杆,前撑杆是框架结构的主要部分的延续,并适于安装带有手把和前轮的自行车的转向叉;座圈,用于安装自行车鞍座;一对后挡泥板,是车架设计主要部分的延续,适用于安装自行车的后轮以及自行车踏板、链条驱动器和制动器,其特征在于,框架结构的主要部分以及前撑杆和后挡泥板是由碳纤维制成的整体结构,在前撑杆和后挡泥板中的后轮固定点之间的区域内整体结构具有弯曲部分,弯曲部分的母线为圆弧形,在所述整体结构中,后挡泥板在后轮固定点和踏板的固定位置之间水平间隔开,其中,所述整体结构的弯曲部分位于主体区域内,所述前撑杆、后挡泥板和座杆都在侧面具有扁平的横截面,所述前撑杆与母线相切,座杆在特定的弯曲截面一体制成,并有一个向底部突出的凹口,用于安装能够调节座深的鞍座。
现有技术的主要技术问题是需要通过湿法制造碳纤维整体形式的车架,在该方法中,将碳纤维放置在模具中,并用环氧树脂浸渍,然后在真空或压力下去除多余的树脂。剩余的树脂通过干法聚合,其中产品在压力和加热下由碳纤维坯料形成。在这种情况下,通过使用下列嵌入式部件制造自行车车架:转向管的铝杯、托架的内螺纹衬套。这种用于制造自行车车架的技术的特点是费时费力、生产率极低。
发明内容
本发明的目的是解决现有技术的缺点。
本发明的技术效果是缩短自行车车架的制造时间并提高其生产率。
本发明的技术结果通过以下方式实现,即提供一种冲压自行车车架的制造方法,其特征在于,将压模安装在冲压工具中;然后在所述压模的配件之间安装由片材制成的坯料;之后,启动所述冲压工具并执行冲压操作,在所述冲压操作中,依据所述压模在切割由所述片材制成的所述坯料的同时使其变形;然后弯曲所述车架的所述坯料的侧部,使得用于底部支架的孔和用于固定后轮轮轴的凹口彼此对齐,并使舌形件端头上的圆形部分形成转向杯。
特别地,所述压模是根据所述自行车车架的模型制成的。
特别地,焊接所述半圆柱形弯头的配合面。
特别地,沿着所述中央加强筋弯曲所述车架坯料的所述侧部。
特别地,将液压或机电压力机用作所述压模。
特别地,在生产的最后阶段,对所述车架进行涂漆或抛光。
附图说明
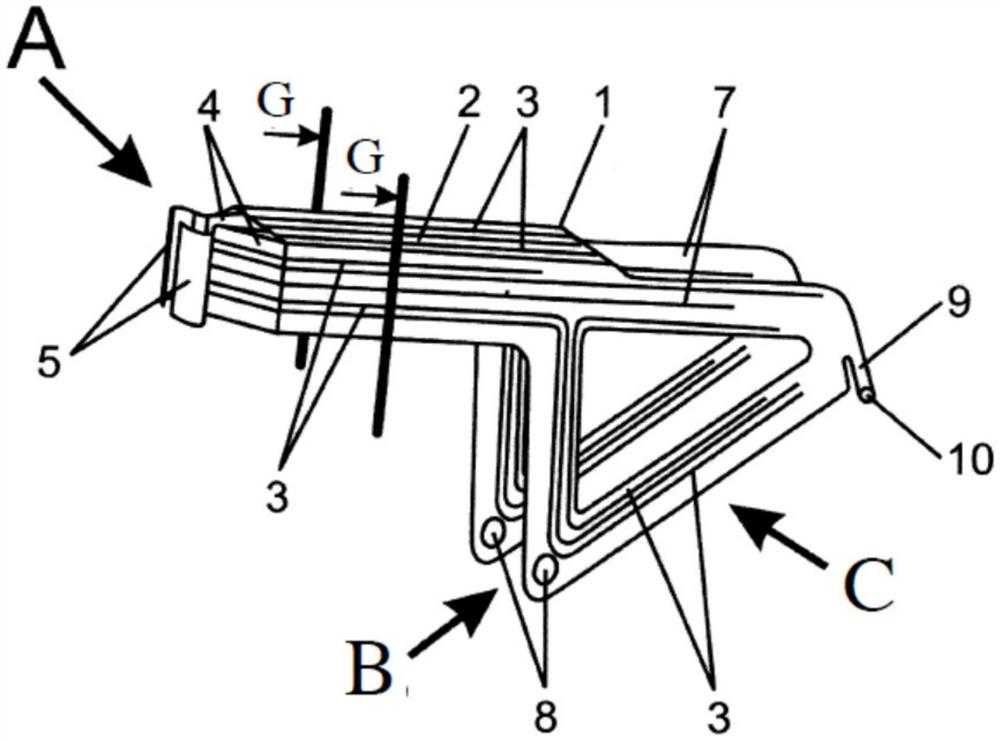
图1示出了根据第一实施例的自行车车架的全视图。
图2示出了根据第一实施例的自行车车架的视图A。
图3示出了根据第一实施例的自行车车架的视图B。
图4示出了根据第一实施例的自行车车架的视图C(侧视图)。
图5示出了根据第一实施例的自行车车架的截面G-G。
图6示出了具有根据第一实施例的自行车车架的自行车变体。
图7示出了根据第二实施例的自行车车架的侧视图。
图8示出了根据第二实施例的自行车车架A-A的剖视图。
图9示出了具有根据第二实施例的自行车车架的自行车的侧视图。
图10示出根据第二实施例的具有用于冲压自行车车架坯料的标记的片材。
图11示出了根据第一实施例的自行车车架的坯料。
附图标记如下:1-根据第一实施例的自行车车架、2-纵向U形型材、3-加强筋、4-舌形件、5-半圆柱形弯头、6-转向杯、7-根据第一实施例的侧架、8-用于托架的同轴孔、9-用于安装后轮轮轴的支架、10-固定行李架和/或挡泥板的孔、11-转向叉,12-车把、13-前轮轴、14-前轮、15-托架、16-前链轮、17-踏板、18-后轮轴、19-后轮、20-碟刹、21-座杆、22-立管、23-鞍座、24-根据第二实施例的自行车车架、25-具有凸出侧部的纵向U形型材、26-根据第二实施例的侧架、27-侧架下部的突起、28-片材、29-根据第二实施例的用于冲压自行车车架坯料的标记、30-折叠自行车车架坯料的线。
具体实施方式
所要求保护的方法可用于生产各种冲压自行车车架,每种车架均对应于该方法。根据第一实施例1的自行车车架(见图1-5)可以呈片状产品的形式,并具有纵向U形型材2,在该型材的侧部制作纵向加强筋B。在前面,型材1的侧部比顶部长,并形成向彼此弯曲的舌形件4,而在舌形件4的端头形成竖直的半圆柱形弯头5,这些弯头相连接形成转向杯6。
在后面,型材2的侧部铰接于三角形侧架7的上角,使得侧架7的上部成为U形型材2侧部的延伸。沿着侧架7的侧面设置有加强筋3,在侧架7底角的前部设置有用于托架15的同轴孔8,而在侧架7底角的后面设置有用于固定后轮19后轮轴18的支架9和用于安装行李架和/或挡泥板的同轴孔10。
根据所要求保护的技术方案,具有根据第一实施例1的自行车车架的自行车(见图6)包括自行车车架1,在自行车车架1的转向杯6中设置转向叉11,车把12附接至转向叉11的顶部,并且在转向叉下方,轮轴13附接至前轮14。
孔8中设置有带前链轮16和踏板17的托架15。
后轮19的后轮轴18固定于支架9之中,碟刹20附接至后轮轴18。
在U形型材2的侧部与侧架7的接合处设置用于安装鞍座23的立管22的座杆21。根据第二实施例24的自行车车架(见图7)以片材的形式制成,并包括带有弯曲侧面的纵向U形型材25。纵向U形型材25的横截面呈凸多面体的形式(见图8),并且其表面设置有加强筋3。
在前面,型材25的侧部比上部长,并形成向彼此弯曲的舌形件4,而在舌形件4的端头处设有竖直的半圆柱形弯头5,这些弯头相连接形成转向杯6。根据第二实施例的侧架26呈两个铰接平行四边形的形式,侧架26的前下角具有突起27。同轴孔8设置于突起27中。加强筋3沿着侧架26的侧面设置。
在侧架26后下角的底部设置有用于附接后轮19的后轮轴18的支架9和用于附接行李架和/或挡泥板的同轴孔10。
基于所要求保护的技术方案,具有根据第二实施例的自行车车架24的自行车(见图9)包括自行车车架24,在自行车车架24的转向杯6中设置转向叉11,在转向叉11的顶部连接有车把12,以及具有前轮14的前轮轴13。
孔8中设置有带前链轮16和踏板17的托架15。
后轮19的后轮轴18固定于支架9之中,碟刹20附接至后轮轴18。
在U形型材2的侧部与侧架7的接合处设置用于安装鞍座23和立管22的座杆21。
根据所要求保护的技术方案的自行车车架由片材通过冲压金属板而制成,例如由钛铝合金或结构钢冲压而成。这种由金属板生产自行车车架的技术基于金属的塑性变形工艺,而无需使用特殊压模将其加热。这种零件塑性变形方法广泛用于精度要求高、形状复杂的零件的制造,这样一来,可以通过单个技术冲压操作立即得到完全准备好组装自行车的自行车车架。
在制造冲压自行车车架之前,根据自行车车架的模型设计并制造压模,同时,该压模应提供(以第一实施例为例)坯料切割(见图11),形成侧架7、孔8、具有孔10的支架9、加强筋3以及具有半圆柱形弯头5的舌形件4。利用该压模可以在不更换设备的情况下通过不同片材来生产自行车车架。
图10示出了根据第二实施例的用于自行车车架的坯料的布置的示例。
为了冲压自行车车架的坯料,将压模安装在冲压工具中,然后在压模的配件之间安装片材,之后,启动冲压工具并执行上述冲压操作。在形成自行车车架的坯料之后,沿着线28(见图11)弯曲舌形件4,使得转向杯6由半圆柱形弯头5形成。
接下来,沿着线28弯曲U形型材2的带有侧架7的侧部,使得用于托架15的孔8与用于附接后轮19后轮轴18的支架9相对齐。为了提高转向杯6的强度,可以焊接半圆柱形弯头5的相对表面。
制造根据第二实施例的自行车车架24的坯料之后,将其沿着中央和横向加强筋3弯曲(见图8)。形成自行车车架1之后,如果自行车车架由钛合金制成,则对其进行喷漆或抛光。
然后,将转向叉11安装在车把12所附接的转向杯中,并且将前轮轴13与前轮14相连接。在孔8中安装具有前链轮16的托架15,而踏板17附接至托架15。在支架9中安装有具有后轮19的后轮轴18、碟刹20以及后链轮(图中未示出)。在U形型材2的侧部和侧架7的接合处,安装有座杆21,在座杆21中安装有带鞍座23的座杆22。
为了冲压自行车车架的坯料,将压模安装在压制工具中,并将片材放置在压模的配件之间,然后启动冲压工具并执行上述冲压操作。在制备自行车车架的坯料之后,沿着线28(见图11)弯曲舌形件4,使得转向杯6由半圆柱形弯头5形成。
接下来,沿着线28弯曲U形型材2的带有侧架7的侧部,使得用于托架15的孔8与用于附接后轮19后轮轴18的支架9相对齐。为了提高转向杯6的强度,可以焊接半圆柱形弯头5的相对表面。
制造根据第二实施例的自行车车架24的坯料后,将其沿着中央和横向加强筋3弯曲(见图8)。形成自行车车架1之后,如果自行车车架由钛合金制成,则对其进行喷漆或抛光。
然后,将转向叉11安装在车把12所附接的转向杯中,并且将前轮轴13与前轮14相连接。在孔8中安装具有前链轮16的托架15,而踏板17附接至托架15。在支架9中安装有具有后轮19的后轮轴18、碟刹20以及后链轮(图中未示出)。在U形型材2的侧部和侧架7的接合处,安装有座杆21,在座杆21中安装有带鞍座23的立管22。
可以使用焊接接头安装座杆21。本发明要求保护的技术效果的实现是由于自行车车架是通过使用专用压模冲压而成的,同时
-可以使用一种工具通过不同材料(钛铝合金、结构钢)制造自行车车架;
-冲压自行车车架的设计可以减轻重量,增加车架的刚性和强度,并且降低制造成本以及冲压自行车车架的生产成本;
-通过降低能源成本,提高生产的环境友好性,并减少对环境的不利影响。
2018年,申请人根据所要求保护的技术方案制造了冲压自行车车架,其试运行证实了所要求保护的技术效果的实现。
- 冲压自行车车架的制造方法
- 自行车架、自行车以及用于制造自行车架的方法