一种用于焊料烧结基板时阻止焊料流动的方法
文献发布时间:2023-06-19 11:57:35
技术领域
本发明涉及微波产品生产技术领域,特别与一种用于焊料烧结基板时阻止焊料流动的方法相关。
背景技术
微波类产品在组装时是将基板、裸芯片等组装在壳体内,通过一些互联方式进行电器连接从而实现信号传输。为了实现裸芯片安装,在基板设计需要处进行开孔,便于将裸芯片安装孔内,基板在烧结到壳体上时需对孔进行保护,避免焊料溢到孔内影响芯片安装。之前采用可剥离胶阻焊方式进行堵孔,孔多堵孔花费时间较长,会有部分堵孔效果不好,导致焊料流至孔内,芯片安装位置不平,需要花费时间清理焊料。因此,提出一种用焊料烧结基板时避免焊料随意流动的一种阻焊方法。
发明内容
针对相关现有技术存在的问题,本发明提供一种用于焊料烧结基板时阻止焊料流动的方法,无需利用可剥离胶对基板开孔进行堵孔,省去后期可剥离胶去除工序,且通过在壳体标刻孔槽防止焊料流动至基板开孔位置,便于芯片安装,通过基板开孔大小及焊料片优化,可提高芯片信号传输质量,保证焊接效果。
为了实现上述目的,本发明采用以下技术:
一种用于焊料烧结基板时阻止焊料流动的方法,包括以下步骤:
S1:采用夹持装置对基板进行固定,根据设计需求在基板上开孔,线路方向开孔边缘与芯片间距为0.15mm-0.25mm,非线路方向开孔边缘与芯片间距为0.6mm-0.8mm;
S2:根据焊接要求选用焊料片,焊料片厚度为0.02mm-0.1mm,用激光标刻机进行焊料片成型,焊料片去除部分的形状与S1中基板开孔位置及外形尺寸匹配;
S3:根据S1中基板开孔位置及外形尺寸,采用视觉技术进行定位,用激光标刻机对壳体进行标刻孔槽,标刻后只对壳体镀层进行刻线不伤及金属壳体本生基材,孔槽深度为5μm-30μm;
S4:将S1获得的基板和S2获得的焊料片安装于S3获得的壳体中,并放置于烧结工装内,焊料片位于壳体标刻孔槽内,且焊料片设于基板与壳体之间,根据焊料片熔点设置烧结温度进行焊接。
进一步地,S1中线路方向开孔边缘与芯片间距为0.2mm。
进一步地,S1中非线路方向开孔边缘与芯片间距为0.7mm。
进一步地,S2中焊料片厚度为0.06mm。
进一步地,S3中壳体开设孔槽形状与基板开孔形状一致。
进一步地,S3中孔槽深度为18μm。
进一步地,S1中,基板开孔时采用夹持装置对基板进行固定,首先将基板放置于夹持块顶面,然后利用电机驱动皮带轮旋转,进而通过双向螺杆旋转控制驱动杆反向同步移动,调节两夹持块之间的间隙,使端板将基板两端夹持,两夹持块之间的间隙变小的同时,移动板沿端板所在平面水平移动,推动基板移动接触侧板,双向螺杆旋转时,由限位块对双向螺杆位置进行限位。
进一步地,S1中,移动板沿端板所在平面水平移动时,夹板推动基板向侧板移动,当基板与侧板接触时弹簧被压缩,基板与侧板弹性接触。
进一步地,S1中,夹板向侧板移动时,与夹板连接的胶辊与基板接触并推动基板移动,两夹持块之间的间隙逐渐变小,同时,胶辊与支架发生相对旋转,胶辊与基板侧面滚动接触。
进一步地,S1中,双向螺杆旋转时,与双向螺杆固定连接的两限位环分别与限位块内侧贴合。
本发明有益效果:
1、本发明无需利用可剥离胶对基板开孔进行堵孔,省去后期可剥离胶去除工序,且通过在壳体标刻孔槽防止焊料流动至基板开孔位置,便于芯片安装,通过基板开孔大小及焊料片优化,可提高芯片信号传输质量,保证焊接效果。
2、本发明采用夹持装置对基板进行固定,然后根据设计需求在基板上开孔,可提高开孔精度,保证芯片安装效果,利于信号传输。
3、本发明采用弹性夹持对基板进行固定,且胶辊207与基板侧面滚动接触,降低对基板侧面的磨损。
附图说明
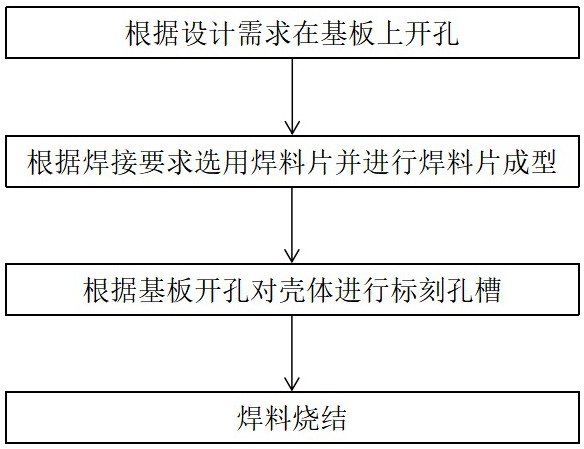
图1为本发明工艺流程示意图。
图2为本发明夹持装置结构示意图。
图3为本发明夹板结构示意图。
图4为本发明双向螺杆结构示意图。
图5为图4中A局部结构示意图。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面结合附图对本发明的实施方式进行详细说明,但本发明所描述的实施例是本发明一部分实施例,而不是全部的实施例。
应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
在本发明的描述中需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述。术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。术语“平行”、“垂直”等并不表示要求部件绝对平行或垂直,而是可以稍微倾斜。
在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,或是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
实施例1:
本实施例采用如图1所示工艺进行基板焊料烧结,具体步骤如下:
S1:采用夹持装置对基板进行固定,根据设计需求在基板上开孔,线路方向开孔边缘与芯片间距为0.2mm,非线路方向开孔边缘与芯片间距为0.7mm;
S2:根据焊接要求选用焊料片,焊料片厚度为0.06mm,用激光标刻机进行焊料片成型,焊料片去除部分的形状与S1中基板开孔位置及外形尺寸匹配;
S3:根据S1中基板开孔位置及外形尺寸,采用视觉技术进行定位,用激光标刻机对壳体进行标刻孔槽,孔槽形状与基板开孔形状一致,调整功率参数使标刻后只对壳体镀层进行刻线不伤及金属壳体本生基材,孔槽深度为18μm;
S4:将S1获得的基板和S2获得的焊料片安装于S3获得的壳体中,并放置于烧结工装内,根据焊料片熔点设置烧结温度进行焊接。
进一步地,S1中,基板开孔时采用如图2~5所示的夹持装置对基板进行固定,首先将基板放置于夹持块2顶面,然后利用电机304驱动皮带轮302旋转,进而通过双向螺杆3旋转控制驱动杆301反向同步移动,使得两夹持块2之间的间隙变小,端板201将基板两端夹持,两夹持块2之间的间隙变小的同时,移动板203沿端板201所在平面水平移动,推动基板移动接触侧板202,实现对基板两侧面的夹持,双向螺杆3旋转时,由限位块305对双向螺杆3位置进行限位,防止双向螺杆3偏移影响对驱动杆301的传动效果。
进一步地,S1中,移动板203沿端板201所在平面水平移动时,夹板205推动基板向侧板202移动,当基板与侧板202接触时弹簧204被压缩,实现对基板的弹性夹持。
进一步地,S1中,夹板205推动基板向侧板202移动时,与夹板205连接的胶辊207与基板接触并推动基板移动,两夹持块2之间的间隙逐渐变小,同时,胶辊207与支架206发生相对旋转,胶辊207与基板侧面滚动接触,降低对基板的磨损。
进一步地,S1中,双向螺杆3旋转时,与双向螺杆3固定连接的两限位环306分别与限位块305内侧贴合,可防止双向螺杆3旋转时沿双向螺杆3中轴线方向移动,导致两夹持块2位置变化,影响基板开孔精度。
进一步地,夹持装置包括夹持平台1,夹持平台1上方设有一对互相平行的限位杆101,限位杆101两端卡设有安装头102,安装头102固定于夹持平台1,限位杆101两端滑动穿设有滑杆103,滑杆103顶端连接有夹持块2,夹持块2顶面一端连接有端板201,端板201与限位杆101垂直,夹持块2顶面一侧连接有侧板202,侧板202与端板201垂直,夹持块2顶面滑动设有夹板203,夹板203可沿端板201所在平面水平移动,两限位杆101之间设有双向螺杆3,双向螺杆3与限位杆101平行,双向螺杆3两端螺纹连接有驱动杆301,驱动杆301与夹持块2固定连接,双向螺杆3中部套设有皮带轮302,皮带轮302的中轴线与双向螺杆3重合,皮带轮302通过皮带303连接有电机304,电机304固定于夹持平台1底部,双向螺杆3转动连接有一对限位块305,限位块305分别设于皮带轮302两侧,限位块305固定于夹持平台1。
进一步地,移动板203内侧均匀连接有多个水平设置的弹簧204,弹簧204连接有夹板205,夹板205与移动板203平行。
进一步地,侧板202与夹板205内侧均匀连接有多个支架206,支架206转动连接有胶辊207,胶辊207的中轴线与夹持块2顶面垂直。
进一步地,双向螺杆3固定有一对限位环306,两限位环306分别与限位块305内侧贴合。
本实施例的基板烧结后芯片安装效果好,焊料片厚度适中且无焊料流至基板开孔内,基板及壳体连接稳定性高。
实施例2:
本实施例采用与实施例1相同的步骤进行基板焊料烧结,其区别在于:
S1:采用夹持装置对基板进行固定,根据设计需求在基板上开孔,线路方向开孔边缘与芯片间距为0.15mm,非线路方向开孔边缘与芯片间距为0.6mm;
S2:根据焊接要求选用焊料片,焊料片厚度为0.02mm,用激光标刻机进行焊料片成型,焊料片去除部分的形状与S1中基板开孔位置及外形尺寸匹配;
S3:根据S1中基板开孔位置及外形尺寸,采用视觉技术进行定位,用激光标刻机对壳体进行标刻孔槽,孔槽形状与基板开孔形状一致,调整功率参数使标刻后只对壳体镀层进行刻线不伤及金属壳体本生基材,孔槽深度为5μm。
本实施例的基板烧结后芯片与基板开孔缝隙较小,不便于芯片安装,焊料片厚度较薄,基板及壳体连接稳定性差,无焊料流至基板开孔内。
实施例3:
本实施例采用与实施例1相同的步骤进行基板焊料烧结,其区别在于:
S1:采用夹持装置对基板进行固定,根据设计需求在基板上开孔,线路方向开孔边缘与芯片间距为0.25mm,非线路方向开孔边缘与芯片间距为0.8mm;
S2:根据焊接要求选用焊料片,焊料片厚度为0.1mm,用激光标刻机进行焊料片成型,焊料片去除部分的形状与S1中基板开孔位置及外形尺寸匹配;
S3:根据S1中基板开孔位置及外形尺寸,采用视觉技术进行定位,用激光标刻机对壳体进行标刻孔槽,孔槽形状与基板开孔形状一致,调整功率参数使标刻后只对壳体镀层进行刻线不伤及金属壳体本生基材,孔槽深度为30μm。
本实施例的基板烧结后芯片与基板开孔缝隙较大,便于芯片安装,焊料片厚度较厚,基板及壳体连接稳定性高,但焊料片使用量大,且有少量焊料流至基板开孔内,需要进行焊料清理。
对比实施例1:
本实施例采用传统工艺进行基板焊料烧结,具体步骤如下:
S1:采用夹持装置对基板进行固定,根据设计需求在基板上开孔,线路方向开孔边缘与芯片间距为0.2mm,非线路方向开孔边缘与芯片间距为0.7mm;
S2:利用可剥离胶对S1中基板开孔进行堵孔,然后根据焊接要求选用焊料片,焊料片厚度为0.06mm,焊料片形状与S1中基板外形尺寸匹配;
S3:根据S1中基板开孔位置及外形尺寸,采用视觉技术进行定位,用激光标刻机对壳体进行标刻孔槽,孔槽形状与基板开孔形状一致,调整功率参数使标刻后只对壳体镀层进行刻线不伤及金属壳体本生基材,孔槽深度为18μm;
S4:将S1获得的基板和S2获得的焊料片安装于S3获得的壳体中,并放置于烧结工装内,根据焊料片熔点设置烧结温度进行焊接。
S5:对S4烧结后的基板进行可剥离胶去除,以及基板开孔内焊料的去除。
本实施例的基板烧结后芯片安装效果好,焊料片厚度适中,少量焊料流至基板开孔内,基板及壳体连接稳定性高,基板及壳体焊接后需要进行可剥离胶去除,然后进行芯片安装。
对比实施例2:
本实施例采用传统工艺进行基板焊料烧结,具体步骤如下:
S1:采用夹持装置对基板进行固定,根据设计需求在基板上开孔,线路方向开孔边缘与芯片间距为0.15mm,非线路方向开孔边缘与芯片间距为0.6mm;
S2:利用可剥离胶对S1中基板开孔进行堵孔,然后根据焊接要求选用焊料片,焊料片厚度为0.02mm,焊料片形状与S1中基板外形尺寸匹配;
S3:根据S1中基板开孔位置及外形尺寸,采用视觉技术进行定位,用激光标刻机对壳体进行标刻孔槽,孔槽形状与基板开孔形状一致,调整功率参数使标刻后只对壳体镀层进行刻线不伤及金属壳体本生基材,孔槽深度为5μm;
S4:将S1获得的基板和S2获得的焊料片安装于S3获得的壳体中,并放置于烧结工装内,根据焊料片熔点设置烧结温度进行焊接。
S5:对S4烧结后的基板进行可剥离胶去除,以及基板开孔内焊料的去除。
本实施例的基板烧结后芯片与基板开孔缝隙较小,不便于芯片安装,焊料片厚度较薄,基板及壳体连接稳定性差,少量焊料流至基板开孔内,基板及壳体焊接后需要进行可剥离胶去除。
对比实施例3:
本实施例采用传统工艺进行基板焊料烧结,具体步骤如下:
S1:采用夹持装置对基板进行固定,根据设计需求在基板上开孔,线路方向开孔边缘与芯片间距为0.25mm,非线路方向开孔边缘与芯片间距为0.8mm;
S2:利用可剥离胶对S1中基板开孔进行堵孔,然后根据焊接要求选用焊料片,焊料片厚度为0.1mm,焊料片形状与S1中基板外形尺寸匹配;
S3:根据S1中基板开孔位置及外形尺寸,采用视觉技术进行定位,用激光标刻机对壳体进行标刻孔槽,孔槽形状与基板开孔形状一致,调整功率参数使标刻后只对壳体镀层进行刻线不伤及金属壳体本生基材,孔槽深度为30μm;
S4:将S1获得的基板和S2获得的焊料片安装于S3获得的壳体中,并放置于烧结工装内,根据焊料片熔点设置烧结温度进行焊接。
S5:对S4烧结后的基板进行可剥离胶去除,以及基板开孔内焊料的去除。
本实施例的基板烧结后芯片与基板开孔缝隙较大,便于芯片安装,焊料片厚度较厚,基板及壳体连接稳定性高,但焊料片使用量大,且有大量焊料流至基板开孔内,需要进行焊料清理。
本发明实施例与传统工艺进行基板焊料烧结的实施例相比,无需利用可剥离胶对基板开孔进行堵孔,省去后期可剥离胶去除工序,且通过在壳体标刻孔槽防止焊料流动至基板开孔位置,便于芯片安装,通过基板开孔大小及焊料片优化,可提高芯片信号传输质量,保证焊接效果。
以上所述仅为本发明的优选实施例,并不用于限制本发明,显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
- 一种用于焊料烧结基板时阻止焊料流动的方法
- 一种用于焊料烧结基板时阻止焊料流动的方法