一种自动耦合玻璃镜片与PCB板的耦合设备
文献发布时间:2023-06-19 11:57:35
技术领域
本发明涉及耦合设备领域,具体为一种自动耦合玻璃镜片与PCB板的耦合设备。
背景技术
现有许多行业需要用到玻璃镜片与PCB板耦合的工艺步骤,企业在进行玻璃镜片与PCB板的耦合工作时,采用操作人员人工进行产品吸取、点胶、固化,以完成耦合工艺。
但采取这种方式时,操作人员的劳动强度大,工作效率低,不能进行大批量的耦合工作,且持续工作时,容易产生疲劳,导致准确性低、精度低,产品一致性差,不良率高,使企业生产成本的增加。
发明内容
基于此,本发明的目的是提供一种自动耦合玻璃镜片与PCB板的耦合设备,以解决现有自动耦合玻璃镜片与PCB板耦合工艺效率低、精度低的技术问题。
为实现上述目的,本发明提供如下技术方案:一种自动耦合玻璃镜片与PCB板的耦合设备,包括设备底座,所述设备底座顶部设置有载具模组,所述设备底座顶部设置有与所述载具模组配合的下视觉模组、高度视觉模组及定位模组。
通过采用上述技术方案,设置的设备底座固定设备整体,通过载具模组对产品进行承载,通过下视觉模组、高度视觉模组及定位模组的配合进行产品耦合工作。
本发明进一步设置为,所述载具模组包括底座板、A轴向旋转滑台、X轴向水平调节滑台、Y轴向水平调节滑台、探针Y轴气缸、探针Z轴气缸、探针Y轴调节滑台、探针X轴气缸及产品兼容调节千分尺,所述底座板顶部设置有所述A轴向旋转滑台,所述A轴向旋转滑台顶部设置有所述X轴向水平调节滑台,所述X轴向水平调节滑台顶部设置有所述Y轴向水平调节滑台,所述Y轴向水平调节滑台顶部设置有所述探针Y轴气缸,所述探针Y轴气缸一侧顶端设置有所述探针Z轴气缸,所述探针Y轴气缸及所述Y轴向水平调节滑台一侧设置有所述探针X轴气缸及所述探针Y轴调节滑台。
通过采用上述技术方案,设置的底座板承载设备,通过A轴向旋转滑台调整轴向角度,通过X轴向水平调节滑台调整X轴位置,通过Y轴向水平调节滑台调整Y轴位置,再通过探针Y轴气缸调整探针Y轴调节滑台Y轴位置,通过探针Z轴气缸调整探针Z轴位置,探针Y轴调节滑台调整探针Y轴位置,探针X轴气缸调整探针X轴位置,从而进行触点通电。
本发明进一步设置为,所述探针Y轴气缸一侧设置有产品兼容调节千分尺。
通过采用上述技术方案,设置的产品兼容调节千分尺调整产品的兼容性误差值。
本发明进一步设置为,所述下视觉模组包括底座、Z轴调节滑台、X轴调节滑台、第一高分辨率相机、第一定焦远心镜头及棱镜,所述底座顶部设置有所述Z轴调节滑台,所述Z轴调节滑台顶部设置有所述X轴调节滑台,所述X轴调节滑台顶部设置有所述第一高分辨率相机,所述第一高分辨率相机一侧设置有所述第一定焦远心镜头,所述第一定焦远心镜头远离所述第一高分辨率相机一端设置有所述棱镜。
通过采用上述技术方案,设置的底座承载设备,通过Z轴调节滑台调节Z轴高度,通过X轴调节滑台调节X轴位置,通过第一高分辨率相机与第一定焦远心镜头及棱镜配合,对耦合定位进行光学成像。
本发明进一步设置为,所述棱镜下凹边角角度为四十五度。
通过采用上述技术方案,设置的四十五度角使第一高分辨率相机精确成像。
本发明进一步设置为,所述高度视觉模组包括底板、Z轴向调节滑台、Y轴向调节滑台、第二高分辨率相机、第二定焦远心镜头及固定板,所述底板顶部设置有Z轴向调节滑台,所述Z轴向调节滑台一侧设置有Y轴向调节滑台,所述Y轴向调节滑台顶部设置有固定板,所述固定板底部远离所述多轴调节机构一端设置有第二高分辨率相机,所述第二高分辨率相机一侧设置有第二定焦远心镜头。
通过采用上述技术方案,设置的底板承载设备,通过Z轴向调节滑台调节Z轴高度,通过Y轴向调节滑台调节Y轴位置,通过第二高分辨率相机与第二定焦远心镜头配合,对耦合定位进行光学成像。
本发明进一步设置为,所述定位模组包括框架、相机支架、UV固化灯、产品吸嘴、产品夹爪、点胶滑台气缸、位置压力传感器、Z轴相机调节滑台、高分辨率相机、点胶筒、定焦远心镜头、Y轴气缸调节滑台及夹爪气缸,所述框架外侧设置有相机支架,所述框架一侧设置有所述位置压力传感器,所述位置压力传感器两端设置有一对所述UV固化灯,所述UV固化灯底部设置有所述产品吸嘴,所述位置压力传感器一侧设置有所述Y轴气缸调节滑台,所述Y轴气缸调节滑台一侧设置有所述夹爪气缸,所述夹爪气缸底部设置有一对所述产品夹爪,所述相机支架一侧位于吸取机构及夹爪机构上方处设置有Z轴相机调节滑台,所述Z轴相机调节滑台一侧设置有高分辨率相机,所述高分辨率相机底部设置有定焦远心镜头,所述框架一端设置有点胶滑台气缸,所述点胶滑台气缸一侧设置有点胶筒。
通过采用上述技术方案,设置的框架固定整体设备,通过相机支架固定高分辨率相机,通过位置压力传感器对位置进行精确控制,再通过UV固化灯对胶点进行快速固化,通过产品吸嘴吸对产品进行吸取,通过Y轴气缸调节滑台调节产品夹爪的Y轴位置,通过夹爪气缸控制产品夹爪开合,再通过产品夹爪对产品进行夹持,通过Z轴相机调节滑台调节高分辨率相机的Z轴高度,再通过高分辨率相机与定焦远心镜头配合,进行耦合误差光学成像,通过点胶滑台气缸移动点胶筒,再通过点胶筒完成点胶工艺。
本发明进一步设置为,所述产品吸嘴包括定位支持杆、PEEK吸嘴及连接段,所述定位支持杆底部设置有所述PEEK吸嘴,所述PEEK吸嘴顶部设置有贯穿至所述定位支持杆内部的所述连接段,所述定位支持杆成两段式结构,所述定位支持杆下半段呈两侧弧形边的矩形结构,所述定位支持杆上半段呈直径小于下半段的圆管结构。
通过采用上述技术方案,设置的定位支持杆使PEEK吸嘴可以固定在自动化设备上,通过连接段使PEEK吸嘴与定位支持杆进行连接固定,通过两段式结构形成区分外露部分于内连接部分,使用时直接插接到底即可,无需控制连接长度,通过下半段两侧弧形边的矩形结构使外露部分在不影响PEEK吸嘴工作的情况下提高结构强度,通过上半段呈直径小于下半段的圆管结构使其可以轻松的插入配套的自动化设备中进行固定。
综上所述,本发明主要具有以下有益效果:
1、本发明通过人工将PCB板放置在指定位置后,通过载具模组对产品进行承载,通过下视觉模组、高度视觉模组及定位模组的配合进行产品耦合工作,并通过配合的多组高分辨率相机实时进行误差对照并修正,从而高精度的完成耦合工作,避免传统人工操作由于疲劳会产生失误,并提高了产品精度,从而提高了良品率;
2、本发明通过自动化设备进行自动化的高精度生产,避免了传统生产人工效率较低的弊病,显著的提高了生产效率。
附图说明
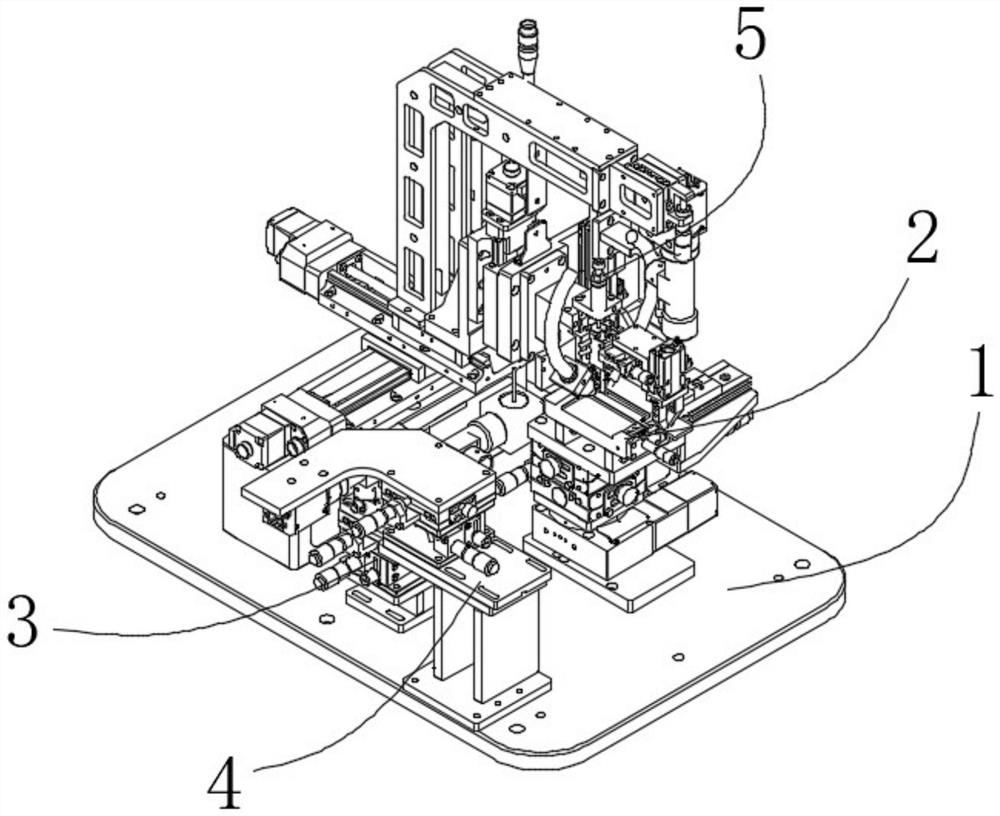
图1为本发明的整体结构图;
图2为本发明的载具模组结构图;
图3为本发明的下视觉模组结构图;
图4为本发明的高度视觉模组结构图;
图5为本发明的定位模组结构图;
图6为本发明的吸嘴结构图。
图中:1、设备底座;2、载具模组;201、底座板;202、A轴向旋转滑台;203、X轴向水平调节滑台;204、Y轴向水平调节滑台;205、探针Y轴气缸;206、探针Z轴气缸;207、探针Y轴调节滑台;208、探针X轴气缸;209、产品兼容调节千分尺;3、下视觉模组;301、底座;302、Z轴调节滑台;303、X轴调节滑台;304、第一高分辨率相机;305、第一定焦远心镜头;306、棱镜;4、高度视觉模组;401、底板;402、Z轴向调节滑台;403、Y轴向调节滑台;404、第二高分辨率相机;405、第二定焦远心镜头;406、固定板;5、定位模组;501、框架;502、相机支架;503、UV固化灯;504、产品吸嘴;5041、定位支持杆;5042、PEEK吸嘴;5043、连接段;505、产品夹爪;506、点胶滑台气缸;507、位置压力传感器;508、Z轴相机调节滑台;509、高分辨率相机;510、点胶筒;511、定焦远心镜头;512、Y轴气缸调节滑台;513、夹爪气缸。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
下面根据本发明的整体结构,对其实施例进行说明。
一种自动耦合玻璃镜片与PCB板的耦合设备,如图1所示,包括设备底座1,通过设置的设备底座1固定设备整体,设备底座1顶部设置有载具模组2,通过载具模组2对产品进行承载,设备底座1顶部设置有与载具模组2配合的下视觉模组3、高度视觉模组4及定位模组5,通过下视觉模组3、高度视觉模组4及定位模组5的配合进行产品耦合工作。
请参阅图2,载具模组2包括底座板201、A轴向旋转滑台202、X轴向水平调节滑台203、Y轴向水平调节滑台204、探针Y轴气缸205、探针Z轴气缸206、探针Y轴调节滑台207、探针X轴气缸208及产品兼容调节千分尺209,底座板201顶部设置有A轴向旋转滑台202,通过A轴向旋转滑台202调整轴向角度,A轴向旋转滑台202顶部设置有X轴向水平调节滑台203,通过X轴向水平调节滑台203调整X轴位置,X轴向水平调节滑台203顶部设置有Y轴向水平调节滑台204,通过Y轴向水平调节滑台204调整Y轴位置,Y轴向水平调节滑台204顶部设置有探针Y轴气缸205,通过设置的探针Y轴气缸205调整探针Y轴调节滑台207Y轴位置,探针Y轴气缸205一侧顶端设置有探针Z轴气缸206,通过探针Z轴气缸206调整探针Z轴位置,探针Y轴气缸205及Y轴向水平调节滑台204一侧设置有探针X轴气缸208及探针Y轴调节滑台207,通过探针X轴气缸208调整探针X轴位置,并通过探针Y轴调节滑台207调整探针Y轴位置。
请参阅图2,探针Y轴气缸205一侧设置有产品兼容调节千分尺209,通过设置的产品兼容调节千分尺209调整产品的兼容性误差值。
请参阅图3,下视觉模组3包括底座301、Z轴调节滑台302、X轴调节滑台303、第一高分辨率相机304、第一定焦远心镜头305及棱镜306,底座301顶部设置有Z轴调节滑台302,通过Z轴调节滑台302调节Z轴高度,Z轴调节滑台302顶部设置有X轴调节滑台303,通过X轴调节滑台303调节X轴位置,X轴调节滑台303顶部设置有第一高分辨率相机304,第一高分辨率相机304一侧设置有第一定焦远心镜头305,第一定焦远心镜头305远离第一高分辨率相机304一端设置有棱镜306,通过第一高分辨率相机304与第一定焦远心镜头305及棱镜306配合,对耦合定位进行光学成像。
请参阅图3,棱镜306下凹边角角度为四十五度,通过设置的四十五度角使第一高分辨率相机304精确成像。
请参阅图4,高度视觉模组4包括底板401、Z轴向调节滑台402、Y轴向调节滑台403、第二高分辨率相机404、第二定焦远心镜头405及固定板406,底板401顶部设置有Z轴向调节滑台402,通过设置的Z轴向调节滑台402调节Z轴高度,Z轴向调节滑台402一侧设置有Y轴向调节滑台403,通过Y轴向调节滑台403调节Y轴位置,Y轴向调节滑台403顶部设置有固定板406,固定板406底部远离多轴调节机构一端设置有第二高分辨率相机404,第二高分辨率相机404一侧设置有第二定焦远心镜头405,通过第二高分辨率相机404与第二定焦远心镜头405配合,对耦合定位进行光学成像。
请参阅图5,定位模组5包括框架501、相机支架502、UV固化灯503、产品吸嘴504、产品夹爪505、点胶滑台气缸506、位置压力传感器507、Z轴相机调节滑台508、高分辨率相机509、点胶筒510、定焦远心镜头511、Y轴气缸调节滑台512及夹爪气缸513,框架501外侧设置有相机支架502,通过相机支架502固定高分辨率相机509,框架501一侧设置有位置压力传感器507,通过设置的位置压力传感器507对位置进行精确控制,位置压力传感器507两端设置有一对UV固化灯503,通过UV固化灯503对胶点进行快速固化,UV固化灯503底部设置有产品吸嘴504,通过产品吸嘴504吸取产品,位置压力传感器507一侧设置有Y轴气缸调节滑台512,通过设置的Y轴气缸调节滑台512调节产品夹爪505的Y轴位置,Y轴气缸调节滑台512一侧设置有夹爪气缸513,通过夹爪气缸513控制产品夹爪505开合,夹爪气缸513底部设置有一对产品夹爪505,通过产品夹爪505夹取产品,相机支架502一侧位于吸取机构及夹爪机构上方处设置有Z轴相机调节滑台508,通过Z轴相机调节滑台508调节高分辨率相机509的Z轴高度,Z轴相机调节滑台508一侧设置有高分辨率相机509,高分辨率相机509底部设置有定焦远心镜头511,通过高分辨率相机509与定焦远心镜头511配合,进行耦合误差光学成像,框架501一端设置有点胶滑台气缸506,通过点胶滑台气缸506移动点胶筒510,点胶滑台气缸506一侧设置有点胶筒510,通过点胶筒510完成点胶工艺。
请参阅图6,产品吸嘴504包括定位支持杆5041、PEEK吸嘴5042及连接段5043,定位支持杆5041底部设置有PEEK吸嘴5042,通过设置的定位支持杆5041使PEEK吸嘴5042可以固定在自动化设备上,PEEK吸嘴5042顶部设置有贯穿至定位支持杆5041内部的连接段5043,通过设置的连接段5043使PEEK吸嘴5042与定位支持杆5041进行连接固定,定位支持杆5041成两段式结构,通过设置的两段式结构形成区分外露部分于内连接部分,使用时直接插接到底即可,无需控制连接长度,通过下半段两侧弧形边的矩形结构使外露部分在不影响PEEK吸嘴5042工作的情况下提高结构强度,定位支持杆5041上半段呈直径小于下半段的圆管结构,通过上半段呈直径小于下半段的圆管结构使其可以轻松的插入配套的自动化设备中进行固定。
本发明的工作原理为:先接通电源,通过人工将PCB板放置在指定位置后,通过夹爪气缸513控制产品夹爪505开合夹取产品,同时通过产品吸嘴504与位置压力传感器507配合,吸取产品,同时通过Z轴向调节滑台402调节第二高分辨率相机404的Z轴高度,通过Y轴向调节滑台403调节第二高分辨率相机404的Y轴位置,位置调整完毕后,通过第二高分辨率相机404与第二定焦远心镜头配合,对耦合定位的高度偏差进行光学成像,通过软件对光学成像进行分析,从而对误差进行修正,与此同时通过Z轴调节滑台302调节第一高分辨率相机304的Z轴高度,通过X轴调节滑台303调节第一高分辨率相机304的X轴位置,第一高分辨率相机304的位置调整完毕后,通过第一高分辨率相机304与第一定焦远心镜头305及棱镜306配合,对耦合定位进行光学成像,再通过软件的算法进行水平误差计算,并调整误差,并利用软件计算控制A轴向旋转滑台202调整轴向角度,其角度校正精度达0.00203°,通过X轴向水平调节滑台203调整X轴位置,通过Y轴向水平调节滑台204调整Y轴位置,同时通过探针Y轴气缸205调整探针Y轴调节滑台207Y轴位置,通过探针Z轴气缸206调整探针Z轴位置,探针Y轴调节滑台207调整探针Y轴位置,探针X轴气缸208调整探针X轴位置,调整完毕后即可通过探针进行触点通电,并进行耦合工作,完毕后,通过Z轴相机调节滑台508调节高分辨率相机509的Z轴高度,再通过高分辨率相机509与定焦远心镜头511配合,对耦合情况进行光学成像,再通过软件算法得出误差,进一步的对误差进行微调,误差微调完毕后,通过点胶滑台气缸506移动点胶筒510,再通过点胶筒510完成点胶工艺,完成后通过夹爪气缸513控制产品夹爪505开合夹取产品,同时通过产品吸嘴504与位置压力传感器507配合,吸取产品,将产品转移至成品盒中。
尽管已经示出和描述了本发明的实施例,但本具体实施例仅仅是对本发明的解释,其并不是对发明的限制,描述的具体特征、结构、材料或者特点可以在任何一个或多个实施例或示例中以合适的方式结合,本领域技术人员在阅读完本说明书后可在不脱离本发明的原理和宗旨的情况下,可以根据需要对实施例做出没有创造性贡献的修改、替换和变型等,但只要在本发明的权利要求范围内都受到专利法的保护。
- 一种自动耦合玻璃镜片与PCB板的耦合设备
- 一种应用自动耦合反射法测玻璃片角度的设备